ZnSe focus lens manufacturing is the production of curved zinc selenide optics that converge a CO₂ laser beam to a precise focal point — typically inside a laser cutting head, marking system, or welding nozzle. Unlike flat windows, focus lenses have one or two curved surfaces that must hold tight tolerances on both surface figure and radius of curvature, because every micron of error shifts the focal point and degrades cut quality on the work below.
This guide covers the full manufacturing chain for ZnSe focus lenses: material selection, curvature generation, lapping, polishing, AR coating, and the optical specifications that determine whether the finished lens performs to spec inside a multi-kilowatt cutting head. For the broader ZnSe optics chain context, see our ZnSe CO₂ laser optics manufacturing overview.

What Is a ZnSe Focus Lens?
A ZnSe focus lens is a curved optical element made from chemical-vapor-deposited (CVD) zinc selenide, designed to converge an incoming CO₂ laser beam at 10.6 μm to a small focal spot. The most common forms are plano-convex (one flat face, one convex face) and meniscus (two curved faces with different radii). The choice depends on the laser system, target focal length, and required spot diameter.
Inside a CO₂ laser cutting head, the focus lens is the last optical element the beam touches before hitting the workpiece. Three properties determine whether a finished lens performs:
- Focal length accuracy — typically held to within ±0.5% of design EFL
- Surface figure on the curved face — typically λ/4 to λ/10 P-V at the working wavelength
- AR coating transmission — typically > 99.5% per surface at 10.6 μm
Get any of these wrong by a few microns and the focal spot drifts, kerf width changes, or beam absorption causes the lens to crack within hours of installation.
Why ZnSe Is the Standard for CO₂ Focus Lenses
Three material properties make CVD ZnSe the default choice for CO₂ focus optics, where competing materials either absorb too much energy or are opaque at the alignment beam wavelength:
| Property | ZnSe Value | Why It Matters for Focus Lenses |
|---|---|---|
| Transmission range | 0.6 – 21 µm | Passes both 10.6 µm cutting beam and red HeNe/diode alignment beam |
| Bulk absorption @ 10.6 µm | ≤ 0.0005 cm⁻¹ (laser grade) | Sustained multi-kilowatt operation without thermal lensing |
| Refractive index | 2.40 @ 10.6 µm | Establishes the focal length math for a given surface curvature |
| dn/dT | ~6 × 10⁻⁵/K | Predictable focal drift under thermal load, controllable with cooling |
| Knoop hardness | ~120 kg/mm² | Soft enough to polish to laser grade, brittle enough to demand low-force processing |
The high refractive index (2.40) is what lets ZnSe focus lenses achieve short focal lengths with modest curvature — the same focal length in a lower-index material would require steeper curves, more material, and tighter polishing tolerances.
Material reference: II-VI / Coherent CVD ZnSe and Edmund Optics IR materials guide.
Focus Lens vs ZnSe Window: Why the Manufacturing Differs
A ZnSe window has two parallel flat faces — its job is to transmit the beam without changing it. A focus lens has at least one curved face — its job is to change the beam’s geometry. That single difference cascades through the entire manufacturing chain:
| Stage | Window | Focus Lens |
|---|---|---|
| Blank preparation | Flat slice | Flat slice + curve generation |
| Surface generation | None | Curve generated with diamond pellet tool |
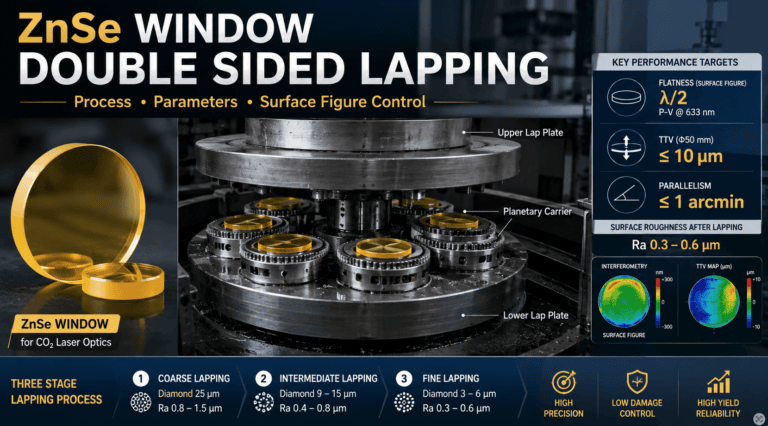
| Lapping | Double-sided flat lapping (see ZnSe window double sided lapping) | Convex/concave lapping on matching laps |
| Polishing | Pitch lap, flat | Pitch lap, contoured to match curve |
| Critical spec | Flatness, parallelism | Radius of curvature, surface figure on curve |
| QC measurement | Interferometer on flat | Interferometer + spherometer on curve |
The polishing stage is where the difference matters most. A flat surface can be lapped on a standard cast-iron lap; a curved surface requires a lap that matches the inverse of the target curvature. Get the lap geometry wrong and the lens will polish out as either too steep or too flat, missing the focal length spec by tens of millimeters.

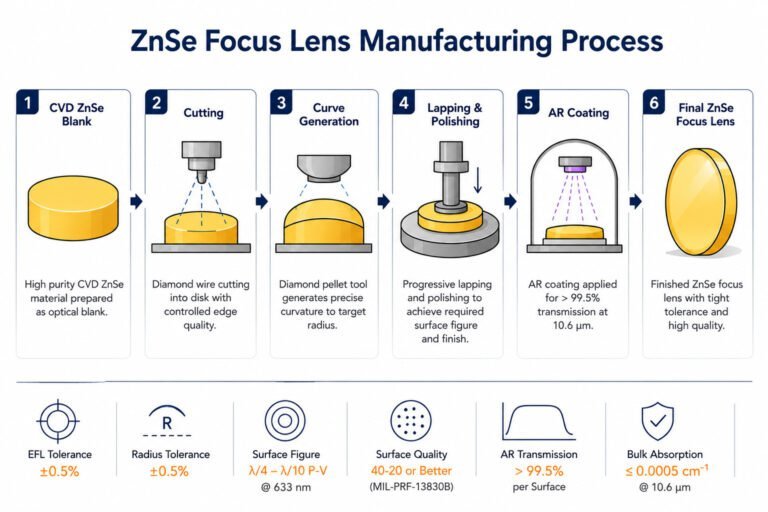
Process Steps for ZnSe Focus Lens Manufacturing
The full chain runs in this order:
Blank inspection → Cutting → Edge grinding → Curve generation → Smoothing → Polishing → Centering → Cleaning → AR coating → Final QC
Step 1: Blank Inspection and Cutting
Incoming CVD ZnSe blanks are inspected for inclusions, bubbles, and grain-boundary defects under polarized IR. Approved blanks are sliced into discs sized for the target lens diameter plus 1–2 mm margin for edge processing. Cutting uses a diamond wire saw at low tension and feed rate — for the dedicated cutting setup, see ZnSe lens cutting machine.
Step 2: Edge Grinding to Target Diameter
The sliced disc is ground to its final outer diameter, typically to ±0.05 mm. Edge bevels are added in the same operation — bevels prevent chip propagation during downstream handling and lapping.
Step 3: Curve Generation
The convex (and on meniscus lenses, the concave) face is generated with a metal-bond diamond pellet tool sized to the target radius of curvature. Generating removes 0.5–1.5 mm of bulk material per face and establishes the radius to within ±0.5% of nominal. This is the step that defines focal length — every other downstream operation refines the surface but does not change the radius significantly.
Step 4: Loose-Abrasive Smoothing
A progression of bonded and loose diamond abrasives — usually 25 µm → 9 µm → 3 µm — refines the surface from the ground state to a translucent pre-polish state. For curved surfaces, the lap geometry must match the inverse of the target curvature throughout the progression; lap mismatch at this stage embeds errors that polishing cannot remove.
| Abrasive Stage | Diamond Grit | Output Ra | Removal Rate |
|---|---|---|---|
| Coarse | 25 µm | 0.8–1.5 µm | 5–10 µm/min |
| Intermediate | 9–15 µm | 0.4–0.8 µm | 1–3 µm/min |
| Fine | 3–6 µm | 0.3–0.6 µm | 0.3–1 µm/min |
Step 5: Pitch Polishing to Laser Grade
Final polishing uses 1 µm → 0.5 µm → 0.1 µm diamond on contoured pitch laps. Laser-grade focus lenses typically target:
- Surface figure: λ/4 to λ/10 P-V at 633 nm (HeNe interferometer convention)
- Surface quality: 40-20 or 20-10 scratch/dig per MIL-PRF-13830B
- Surface roughness Ra: ≤ 10 nm RMS for high-power use
Polishing pressure on ZnSe stays below glass-typical values. ZnSe is soft; over-pressure embeds abrasive and leaves sleeking. The full polishing protocol is covered on the zinc selenide optics polishing page.
Step 6: Centering, Cleaning, and AR Coating
Lenses are centered so the optical axis aligns with the mechanical axis to within ≤ 1 arcmin. After solvent cleaning, lenses are loaded into a coating chamber for the standard multilayer AR stack — typically thoria-free, targeting > 99.5% transmission per surface at 10.6 µm, with secondary specification for visible alignment wavelengths (633 nm HeNe or red diode).
Step 7: Final QC
Every shipped lens includes:
- Measured radius of curvature (spherometer or interferometric)
- Surface figure interferogram on the curved face
- Transmission curve covering both 10.6 µm and the alignment wavelength
- Certificate of conformance with measured values
For high-power cutting heads (> 4 kW), laser calorimetry is recommended on a sample basis to verify bulk absorption has not been compromised by polishing or coating defects.
Surface Specifications That Matter for Focus Lenses
| Specification | Typical Target | Why It Matters |
|---|---|---|
| Effective focal length (EFL) | ±0.5% of design | Drift moves focal point off the workpiece |
| Radius of curvature | ±0.5% of nominal | Direct driver of EFL |
| Surface figure (curved face) | λ/4 to λ/10 P-V | Distortion in convergent wavefront |
| Surface quality | 40-20 or better | Scatter in focal spot |
| Centration | ≤ 1 arcmin | Optical/mechanical axis alignment |
| AR transmission | > 99.5% per surface | Energy efficiency + heat load |
| Bulk absorption | ≤ 0.0005 cm⁻¹ | Thermal lensing under sustained load |
The three specs that production yield hinges on are radius accuracy, surface figure on the curve, and centration. A lens that passes the other four but fails any of these three is a reject — not reworkable, since the geometry was set at the curve-generation stage.
Common Quality Issues at Each Stage
Why does the finished focal length come out wrong?
Curve generation error. The radius set at the generating stage drives focal length; if the generating tool was worn or the workpiece was misaligned, the resulting radius is off and polishing cannot recover it. The fix is generating-tool inspection on a fixed schedule and workpiece fixturing that holds position within the tolerance the radius requires.
Why does the lens crack in service?
Bulk absorption + thermal lensing. Standard-grade CVD ZnSe absorbs more energy than laser-grade and heats up under sustained beam load. Above a critical temperature the refractive index gradient inside the lens becomes severe enough to crack the part. The fix is laser-grade material with documented absorption ≤ 0.0005 cm⁻¹, plus adequate cooling around the lens mount.
Why is the focal spot asymmetric?
Surface figure error on the curved face, or centration error. Asymmetric spots usually trace to one of two causes: the polishing left figure error larger than λ/4 P-V (correctable with extended polishing), or the optical axis was not centered on the mechanical axis (correctable at the centering stage but not after AR coating). Both should be caught in final QC interferometry, not by the customer.
Why does transmission drop after a few weeks of use?
Coating degradation. CO₂ cutting environments include cutting smoke, oxide fume, and condensation. The AR coating exposed to these conditions degrades faster than the bulk ZnSe. The fix is a protective window upstream of the focus lens (sacrificial, cheaper to replace) and dry-air purge in the lens cavity.
ZnSe Focus Lens vs Other Optical Solutions
For the specific job of converging a 10.6 µm CO₂ beam to a small spot, alternatives exist but each comes with trade-offs:
| Solution | Pros | Cons |
|---|---|---|
| ZnSe focus lens | Visible alignment passes through, low absorption, established supply chain | Cost relative to mirrors |
| Off-axis parabolic mirror | No bulk absorption, no chromatic effects | Alignment-only, no path through, more complex mount |
| Germanium focus lens | Lower material cost | Higher absorption, thermal runaway above ~40 °C, opaque to visible |
| ZnSe-coated steel mirror | Robust, high reflectivity | Reflective only, more mount complexity |
For transmission optics in a CO₂ cutting head running standard production loads, ZnSe focus lenses remain the default choice. The ZnSe vs germanium decision specifically is covered in more detail on the ZnSe CO₂ laser optics manufacturing page.
How Vimfun Supports ZnSe Focus Lens Manufacturers
Vimfun supplies the equipment platforms that ZnSe focus lens producers use across the production chain:
- Cutting — ZnSe lens cutting machine for slicing CVD blanks into focus-lens substrates with controlled edge damage
- Lapping — flat and curved lapping platforms, with the dedicated flat-window setup documented on the ZnSe window double sided lapping page
- Polishing — zinc selenide optics polishing systems matched to laser-grade surface specifications, with contoured pitch lap tooling for curved faces
- Integrated line — the broader infrared optics manufacturing equipment platform covers Ge, ZnSe, ZnS, CaF₂, and Si on shared mechanical bases
If you are scaling a ZnSe focus lens production line, replacing equipment that cannot hold radius tolerance below ±0.5%, or evaluating a new lens design, send us your target spec sheet — focal length, lens diameter, surface figure requirement, throughput. We will return a process feasibility assessment within 3 business days, including cycle time estimates and yield projections based on similar installations.