Die Herstellung von ZnSe-Fokussierlinsen ist die Produktion von gekrümmten Zinkselenid-Optiken, die einen CO₂-Laserstrahl auf einen präzisen Brennpunkt konvergieren – typischerweise innerhalb eines Laserschneidkopfes, eines Markierungssystems oder einer Schweißdüse. Im Gegensatz zu flachen Fenstern haben Fokussierlinsen eine oder zwei gekrümmte Oberflächen, die enge Toleranzen sowohl bei der Oberflächenform als auch beim Krümmungsradius einhalten müssen, da jeder Mikrometer Fehler den Brennpunkt verschiebt und die Schnittqualität am darunter liegenden Werkstück verschlechtert.
Dieser Leitfaden behandelt die gesamte Herstellungskette für ZnSe-Fokussierlinsen: Materialauswahl, Krümmungserzeugung, Läppen, Polieren, AR-Beschichtung und die optischen Spezifikationen, die bestimmen, ob die fertige Linse im Inneren eines Multi-Kilowatt-Schneidkopfes die Spezifikationen erfüllt. Für den breiteren Kontext der ZnSe-Optikkette siehe unsere ZnSe CO₂-Laseroptik-Fertigung Übersicht.

Was ist eine ZnSe-Fokussierlinse?
Eine ZnSe-Fokussierlinse ist ein gekrümmtes optisches Element aus chemisch abgeschiedenem (CVD) Zinkselenid, das entwickelt wurde, um einen einfallenden CO₂-Laserstrahl bei 10,6 μm auf einen kleinen Brennfleck zu konvergieren. Die gängigsten Formen sind plan-konvex (eine flache Seite, eine konvexe Seite) und Meniskus (zwei gekrümmte Flächen mit unterschiedlichen Radien). Die Wahl hängt vom Lasersystem, der Zielbrennweite und dem erforderlichen Spotdurchmesser ab.
Innerhalb eines CO₂-Laserschneidkopfes ist die Fokussierlinse das letzte optische Element, das der Strahl berührt, bevor er auf das Werkstück trifft. Drei Eigenschaften bestimmen, ob eine fertige Linse die Leistung erbringt:
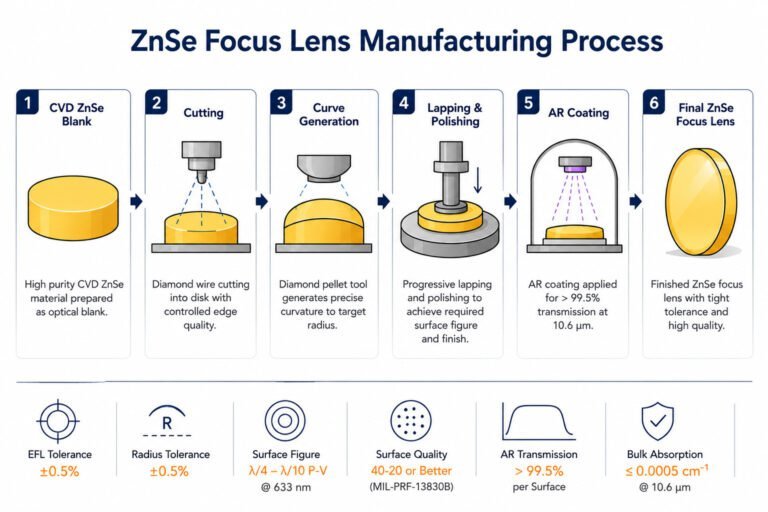
- Brennweiten-Genauigkeit — typischerweise innerhalb von ±0,5% der berechneten EFL gehalten
- Oberflächenform der gekrümmten Fläche — typischerweise λ/4 bis λ/10 P-V bei der Arbeitswellenlänge
- AR-Beschichtungs-Transmission — typischerweise > 99,5% pro Fläche bei 10,6 μm
Wenn eine dieser Eigenschaften um einige Mikrometer falsch ist, driftet der Brennfleck, die Schnittbreite ändert sich oder die Strahlabsorption führt dazu, dass die Linse innerhalb von Stunden nach der Installation reißt.
Warum ZnSe der Standard für CO₂-Fokuslinsen ist
Drei Materialeigenschaften machen CVD-ZnSe zur Standardwahl für CO₂-Fokusoptiken, bei denen konkurrierende Materialien entweder zu viel Energie absorbieren oder bei der Wellenlänge des Ausrichtungsstrahls undurchlässig sind:
| Eigenschaft | ZnSe-Wert | Warum es für Fokuslinsen wichtig ist |
|---|---|---|
| Übertragungsbereich | 0,6 – 21 µm | Lässt sowohl den 10,6 µm Schneidstrahl als auch den roten HeNe/Dioden-Ausrichtungsstrahl passieren |
| Volumenabsorption @ 10,6 µm | ≤ 0,0005 cm⁻¹ (Laserqualität) | Dauerbetrieb mit mehreren Kilowatt ohne thermische Linsenbildung |
| Brechungsindex | 2,40 @ 10,6 µm | Legt die Brennweitenberechnung für eine gegebene Oberflächenkrümmung fest |
| dn/dT | ~6 × 10⁻⁵/K | Vorhersehbare Brennweitenverschiebung unter thermischer Belastung, steuerbar durch Kühlung |
| Knoop-Härte | ~120 kg/mm² | Weich genug, um auf Laserqualität poliert zu werden, spröde genug, um eine Verarbeitung mit geringer Kraft zu erfordern |
Der hohe Brechungsindex (2,40) ermöglicht es ZnSe-Fokussierlinsen, kurze Brennweiten mit moderater Krümmung zu erzielen – die gleiche Brennweite in einem Material mit niedrigerem Brechungsindex würde steilere Krümmungen, mehr Material und engere Poliertoleranzen erfordern.
Materialreferenz: II-VI / Coherent CVD ZnSe und Edmund Optics IR-Materialienführer.
Fokussierlinse vs. ZnSe-Fenster: Warum die Herstellung unterschiedlich ist
Ein ZnSe-Fenster hat zwei parallele flache Oberflächen – seine Aufgabe ist es, den Strahl zu übertragen, ohne ihn zu verändern. Eine Fokussierlinse hat mindestens eine gekrümmte Oberfläche – ihre Aufgabe ist es, die Geometrie des Strahls zu verändern. Dieser einzige Unterschied wirkt sich auf die gesamte Herstellungskette aus:
| Stufe | Fenster | Fokussierlinse |
|---|---|---|
| Rohlingsvorbereitung | Flache Scheibe | Flache Scheibe + Erzeugung der Krümmung |
| Oberflächenbearbeitung | Keiner | Krümmung erzeugt mit Diamant-Pellet-Werkzeug |
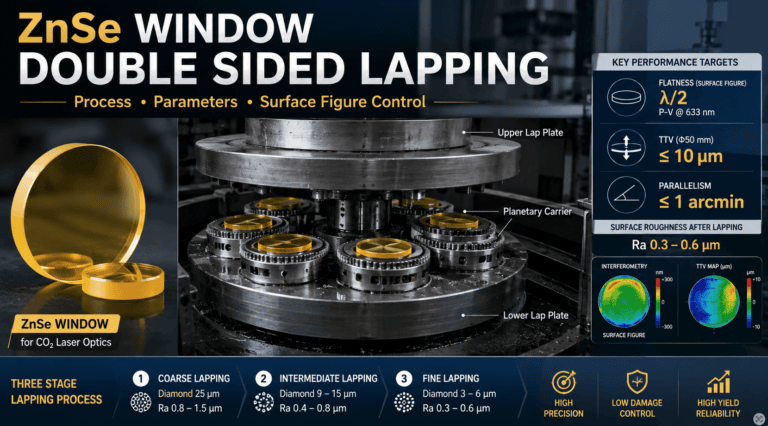
| Läppen | Doppelseitiges Flachläppen (siehe ZnSe-Fenster beidseitiges Läppen) | Konvexes/konkaves Läppen auf passenden Läppscheiben |
| Polieren | Pechläppscheibe, flach | Pechläppscheibe, konturiert, um die Krümmung anzupassen |
| Kritische Spezifikation | Ebenheit, Parallelität | Krümmungsradius, Oberflächenform auf der Kurve |
| Qualitätskontrollmessung | Interferometer auf flacher Oberfläche | Interferometer + Sphärometer auf der Kurve |
Die Polierstufe ist dort, wo der Unterschied am meisten zählt. Eine ebene Oberfläche kann auf einer Standard-Gusseisen-Polierplatte geläppt werden; eine gekrümmte Oberfläche erfordert eine Polierplatte, die die Umkehrung der Zielkrümmung aufweist. Wenn die Geometrie der Polierplatte falsch ist, wird die Linse entweder zu steil oder zu flach poliert und verfehlt die Brennweiten-Spezifikation um zig Millimeter.

Prozessschritte für die Herstellung von ZnSe-Fokuslinsen
Die gesamte Kette läuft in dieser Reihenfolge ab:
Rohlingsinspektion → Schneiden → Kantenschleifen → Kurvengenerierung → Glätten → Polieren → Zentrieren → Reinigen → AR-Beschichtung → Endgültige Qualitätskontrolle
Schritt 1: Rohlingsinspektion und Schneiden
Eingehende CVD-ZnSe-Rohlinge werden unter polarisiertem IR auf Einschlüsse, Blasen und Korngrenzenfehler untersucht. Zugelassene Rohlinge werden in Scheiben geschnitten, die für den Ziel-Linsendurchmesser plus 1–2 mm Rand für die Kantenbearbeitung bemessen sind. Beim Schneiden wird eine Diamantdrahtsäge mit geringer Spannung und Vorschubrate verwendet – für die spezielle Schneideinrichtung siehe ZnSe-Linsenschneidemaschine.
Schritt 2: Kantenschleifen auf den Ziel-Durchmesser
Die geschnittene Scheibe wird auf ihren endgültigen Außendurchmesser geschliffen, typischerweise auf ±0,05 mm. Kantenschrägen werden im selben Vorgang hinzugefügt – Schrägen verhindern die Ausbreitung von Spänen während der nachfolgenden Handhabung und des Läppens.
Schritt 3: Kurvengenerierung
Die konvexe (und bei Meniskuslinsen die konkave) Fläche wird mit einem Metallbindungs-Diamantpelletwerkzeug erzeugt, das auf den Zielkrümmungsradius bemessen ist. Die Generierung entfernt 0,5–1,5 mm Grundmaterial pro Fläche und stellt den Radius auf ±0,5% des Nominalwerts ein. Dies ist der Schritt, der die Brennweite definiert – jede andere nachfolgende Operation verfeinert die Oberfläche, ändert aber den Radius nicht wesentlich.
Schritt 4: Glätten mit losem Schleifmittel
Eine Abfolge von gebundenen und losen Diamantschleifmitteln – normalerweise 25 µm → 9 µm → 3 µm – verfeinert die Oberfläche vom geschliffenen Zustand zu einem transluzenten Vorpolierzustand. Bei gekrümmten Oberflächen muss die Geometrie des Läppwerkzeugs während der gesamten Abfolge die Umkehrung der Zielkrümmung aufweisen; eine Nichtübereinstimmung des Läppwerkzeugs in dieser Phase hinterlässt Fehler, die durch Polieren nicht entfernt werden können.
| Schleifmittelstufe | Diamantkorn | Ausgangs-Ra | Abtragsrate |
|---|---|---|---|
| Grob | 25 µm | 0,8–1,5 µm | 5–10 µm/min |
| Mittel | 9–15 µm | 0,4–0,8 µm | 1–3 µm/min |
| Fein | 3–6 µm | 0,3–0,6 µm | 0,3–1 µm/min |
Schritt 5: Pechpolieren auf Laserqualität
Das Endpolieren verwendet 1 µm → 0,5 µm → 0,1 µm Diamant auf konturierten Pechläppwerkzeugen. Laserqualitäts-Fokussierlinsen zielen typischerweise auf:
- Oberflächenform: λ/4 bis λ/10 P-V bei 633 nm (HeNe-Interferometer-Konvention)
- Oberflächenqualität: 40-20 oder 20-10 Kratzer/Defekt gemäß MIL-PRF-13830B
- Oberflächenrauheit Ra: ≤ 10 nm RMS für Hochleistungsanwendungen
Der Polierdruck auf ZnSe bleibt unter den für Glas typischen Werten. ZnSe ist weich; Überdruck bettet Schleifmittel ein und hinterlässt Schlieren. Das vollständige Polierprotokoll ist auf der Zinkselenid-Optik-Polieren Seite.
Schritt 6: Zentrierung, Reinigung und AR-Beschichtung
Linsen werden so zentriert, dass die optische Achse mit der mechanischen Achse auf ≤ 1 Bogenminute ausgerichtet ist. Nach der Lösungsmittelreinigung werden die Linsen in eine Beschichtungskammer geladen, um den Standard-Mehrschicht-AR-Stack aufzubringen – typischerweise thoriumfrei, mit einer Zieltransmission von > 99,5% pro Oberfläche bei 10,6 µm, mit sekundärer Spezifikation für sichtbare Ausrichtungswellenlängen (633 nm HeNe oder rote Diode).
Schritt 7: Endgültige Qualitätskontrolle
Jede versandte Linse enthält:
- Gemessener Krümmungsradius (Spherometer oder interferometrisch)
- Oberflächenfigur-Interferogramm auf der gekrümmten Fläche
- Übertragungskurve, die sowohl 10,6 µm als auch die Ausrichtungswellenlänge abdeckt
- Konformitätszertifikat mit gemessenen Werten
Für Hochleistungsschneidköpfe (> 4 kW) wird Laser-Kalorimetrie stichprobenartig empfohlen, um zu überprüfen, ob die Volumenabsorption durch Polier- oder Beschichtungsfehler nicht beeinträchtigt wurde.
Oberflächenspezifikationen, die für Fokussierlinsen wichtig sind
| Spezifikation | Typisches Ziel | Why It Matters |
|---|---|---|
| Effektive Brennweite (EFL) | ±0,5% des Designs | Drift verschiebt den Brennpunkt vom Werkstück weg |
| Krümmungsradius | ±0,5% des Nennwerts | Direkter Treiber der EFL |
| Oberflächenform (konvexe Fläche) | λ/4 bis λ/10 P-V | Verzerrung in konvergenter Wellenfront |
| Oberflächenqualität | 40-20 oder besser | Streuung im Brennfleck |
| Zentrierung | ≤ 1 Bogenminute | Ausrichtung der optischen/mechanischen Achse |
| AR-Transmission | > 99,5% pro Fläche | Energieeffizienz + Wärmelast |
| Volumenabsorption | ≤ 0,0005 cm⁻¹ | Thermische Linsenbildung unter Dauerlast |
Die drei Spezifikationen, von denen die Produktionsausbeute abhängt, sind Radiusgenauigkeit, Oberflächenform auf der Kurve und Zentrierung. Eine Linse, die die anderen vier besteht, aber bei einer dieser drei versagt, ist eine Ausschussware – nicht nacharbeitbar, da die Geometrie im Stadium der Kurvenerzeugung festgelegt wurde.
Häufige Qualitätsprobleme in jeder Phase
Warum ist die fertige Brennweite falsch?
Fehler bei der Kurvenerzeugung. Der im Erzeugungsstadium eingestellte Radius bestimmt die Brennweite; wenn das Erzeugungswerkzeug abgenutzt war oder das Werkstück falsch ausgerichtet war, ist der resultierende Radius falsch und das Polieren kann ihn nicht wiederherstellen. Die Lösung ist die Inspektion des Erzeugungswerkzeugs nach einem festen Zeitplan und eine Werkstückaufnahme, die die Position innerhalb der für den Radius erforderlichen Toleranz hält.
Warum reißt die Linse im Einsatz?
Massenabsorption + thermische Linsenwirkung. Standard-CVD-ZnSe absorbiert mehr Energie als Laserqualität und erwärmt sich unter anhaltender Strahllast. Oberhalb einer kritischen Temperatur wird der Brechungsindexgradient im Inneren der Linse so stark, dass das Teil reißt. Die Lösung ist Lasermaterial mit dokumentierter Absorption ≤ 0,0005 cm⁻¹, plus ausreichende Kühlung um die Linsenhalterung.
Warum ist der Fokuspunkt asymmetrisch?
Fehler der Oberflächenform auf der gekrümmten Fläche oder Zentrierungsfehler. Asymmetrische Punkte lassen sich normalerweise auf eine von zwei Ursachen zurückführen: Das Polieren hinterließ einen Formfehler, der größer als λ/4 P-V ist (korrigierbar durch erweitertes Polieren), oder die optische Achse war nicht auf der mechanischen Achse zentriert (korrigierbar im Zentrierstadium, aber nicht nach der AR-Beschichtung). Beide sollten in der abschließenden Qualitätskontroll-Interferometrie erfasst werden, nicht vom Kunden.
Warum sinkt die Transmission nach einigen Wochen Gebrauch?
Beschichtungsdegradation. CO₂-Schneideumgebungen umfassen Schneidrauch, Oxidrauch und Kondensation. Die AR-Beschichtung, die diesen Bedingungen ausgesetzt ist, verschlechtert sich schneller als das ZnSe-Massenmaterial. Die Lösung ist ein Schutzfenster stromaufwärts der Fokuslinse (Opferteil, billiger zu ersetzen) und eine Trockenluftspülung im Linsenhohlraum.
ZnSe-Fokuslinse im Vergleich zu anderen optischen Lösungen
Für die spezifische Aufgabe, einen 10,6 µm CO₂-Strahl auf einen kleinen Punkt zu fokussieren, gibt es Alternativen, aber jede hat Kompromisse:
| Solution | Vorteile | Nachteile |
|---|---|---|
| ZnSe-Fokuslinse | Sichtbare Ausrichtung durchgelassen, geringe Absorption, etablierte Lieferkette | Kosten im Verhältnis zu Spiegeln |
| Off-Axis-Parabolspiegel | Keine Massenabsorption, keine chromatischen Effekte | Nur Ausrichtung, kein Durchgang, komplexere Fassung |
| Germanium-Fokuslinse | Geringere Materialkosten | Höhere Absorption, thermisches Durchgehen über ca. 40 °C, opak für sichtbares Licht |
| Mit ZnSe beschichteter Stahlspiegel | Robust, hohe Reflektivität | Nur reflektierend, mehr Komplexität bei der Fassung |
Für Transmissionsoptiken in einem CO₂-Schneidkopf, der Standardproduktionslasten bewältigt, bleiben ZnSe-Fokuslinsen die Standardwahl. Die Entscheidung zwischen ZnSe und Germanium wird im Detail auf der ZnSe CO₂-Laseroptik-Fertigung Seite.
Wie Vimfun ZnSe-Fokuslinsenhersteller unterstützt
Vimfun liefert die Ausrüstungsplattformen, die ZnSe-Fokuslinsenhersteller in der gesamten Produktionskette verwenden:
- Schneiden — ZnSe-Linsenschneidemaschine zum Zerteilen von CVD-Rohlingen in Fokuslinsensubstrate mit kontrollierten Kantenschäden
- Läppen — flache und gekrümmte Läppplattformen mit dem dedizierten Flachfenster-Setup, das auf der ZnSe-Fenster beidseitiges Läppen Seite
- Polieren — Zinkselenid-Optik-Polieren Systeme, die auf Laser-Qualitätsoberflächenspezifikationen abgestimmt sind, mit konturierten Pitch-Läppwerkzeugen für gekrümmte Flächen
- Integrierte Linie — die breitere Ausrüstung für die Herstellung von Infrarotoptiken Plattform deckt Ge, ZnSe, ZnS, CaF₂ und Si auf gemeinsamen mechanischen Basen ab
Wenn Sie eine Produktionslinie für ZnSe-Fokuslinsen skalieren, Geräte ersetzen, die die Radienstoleranz nicht unter ±0,5% halten können, oder ein neues Linsendesign bewerten, senden Sie uns Ihr Ziel-Spezifikationsblatt – Brennweite, Linsendurchmesser, Oberflächengüteanforderung, Durchsatz. Wir werden Ihnen innerhalb von 3 Werktagen eine Machbarkeitsbewertung des Prozesses zukommen lassen, einschließlich Zykluszeit-Schätzungen und Ertragsprognosen basierend auf ähnlichen Installationen.