ZnSe CO2 laser optics manufacturing is the production of zinc selenide windows, focusing lenses, and beam-delivery components that transmit 10.6 µm CO₂ laser radiation with minimal absorption loss. Because CO₂ lasers cannot use ordinary optical glass at their primary wavelength, every kilowatt-class CO₂ system depends on a small set of specialty IR materials — and ZnSe dominates the transmission optics inside the chain.
This guide walks through the complete ZnSe CO2 laser optics manufacturing workflow used by Vimfun to supply CO₂ laser OEMs and job shops: material selection, blank preparation, cutting, grinding, polishing, AR coating, and final QC.

What Is ZnSe CO2 Laser Optics Manufacturing?
ZnSe CO2 laser optics manufacturing is the multi-stage process of converting CVD-grown polycrystalline zinc selenide ingots into finished optical components — output couplers, focus lenses, protective windows, and beam-bender mirrors — used inside or in front of CO₂ laser sources. The defining requirement is high transmission at the CO₂ wavelength of 10.6 µm, where uncoated ZnSe transmits roughly 70 % and AR-coated ZnSe can exceed 99 % per surface.
Three properties make ZnSe the workhorse material for CO₂ optics:
- Broad IR transparency from about 0.6 µm to 21 µm, so the same lens passes a visible red-diode alignment beam and the invisible 10.6 µm cutting beam
- Low bulk absorption at 10.6 µm (typically < 0.0005 cm⁻¹ for laser-grade CVD ZnSe), which is what keeps a focus lens from cracking under multi-kilowatt loads
- Polishability to laser-grade surface quality, allowing a finished Ra below 10 nm with proper diamond compound progression
These characteristics — combined with a refractive index of about 2.40 at 10.6 µm — make ZnSe the standard choice for CO₂ laser cutting heads, marking systems, and medical/industrial beam-delivery assemblies.
Material Grades Used in ZnSe CO2 Laser Optics Manufacturing
Not all ZnSe is created equal. The grade you start with dictates what you can build:
| Grade | Method | Typical Absorption @ 10.6 µm | Typical Use |
|---|---|---|---|
| Standard CVD ZnSe | Chemical vapor deposition | ≤ 0.001 cm⁻¹ | Windows, low-power lenses |
| Laser-grade CVD ZnSe | CVD + extended annealing | ≤ 0.0005 cm⁻¹ | High-power focus lenses, output couplers |
| Multispectral ZnSe | HIP (hot isostatic pressing) of CVD | Comparable, lower scatter | Imaging optics, dual-band systems |
For CO₂ laser cutting heads running above 2 kW, laser-grade material is mandatory — standard CVD will absorb enough energy to cause thermal lensing or catastrophic failure under sustained beam.
Sourcing note: most CVD ZnSe blanks come from a handful of global suppliers. II-VI Aerospace & Defense (Coherent) is the largest, with Edmund Optics and several Chinese CVD furnaces supplying additional capacity. Specify grade, bulk absorption, and inclusion limits in the purchase order — these spec lines are the difference between a 1-year-life lens and a 1-month-life lens.

Key Process Steps in ZnSe CO2 Laser Optics Manufacturing
The complete manufacturing chain runs in this order:
Blank inspection → Cutting → Edging → Generating → Smoothing → Polishing → Centering → Cleaning → AR coating → Final QC
Step 1: Blank Inspection and Slicing
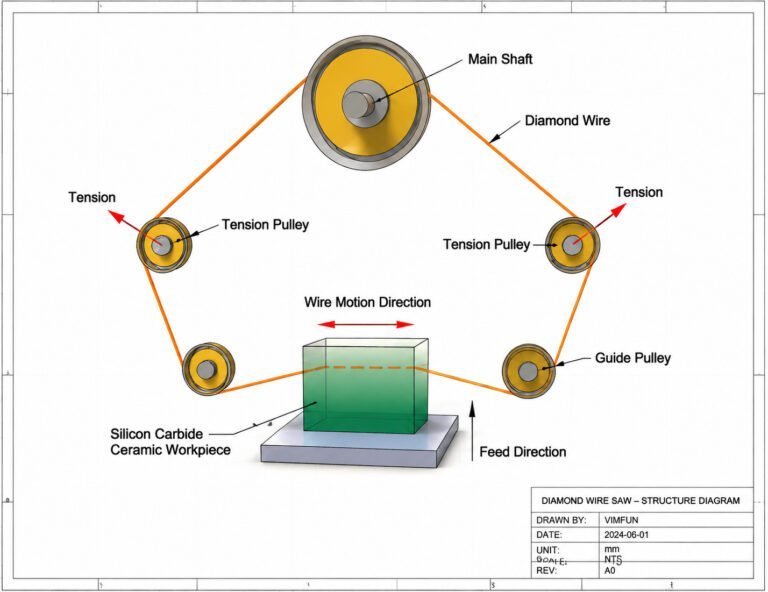
Incoming CVD ZnSe blanks are inspected for inclusions, bubbles, and grain boundary defects under polarized IR illumination. Approved blanks are then sliced into discs or rectangular plates using a diamond wire saw. For ZnSe specifically, low-tension, low-feed-rate cutting is critical — ZnSe is brittle (Knoop hardness ~ 120 kg/mm²) and prone to micro-fracture at the cut edge. See our ZnSe lens cutting machine page for the dedicated equipment specifications.
Step 2: Edge Grinding and Generating
The sliced disc is edge-ground to nominal diameter, then surface-generated to produce the initial concave/convex curvature using a metal-bond diamond pellet tool. Generating removes the bulk material — typically 0.5–1.5 mm per side — and establishes the radius of curvature within ±0.5 % of nominal. Lapping after generating brings TTV (total thickness variation) into the 8–15 µm range on Φ50 mm parts, comparable to germanium under similar processing.
Step 3: Loose-Abrasive Smoothing
A progression of bonded and loose abrasives — usually 25 µm, 15 µm, 9 µm, then 3 µm diamond — refines the surface from a ground “frosted” appearance to a translucent pre-polish state. Surface roughness drops from the multi-micron range after generating to roughly 0.3–0.6 µm Ra at the end of smoothing.
Step 4: Pitch Polishing to Laser Grade
Final polishing uses 1 µm and 0.5 µm diamond on pitch laps, finishing with 0.1 µm diamond or cerium oxide depending on the surface specification. Laser-grade ZnSe optics typically target:
- Surface figure: λ/4 to λ/10 P-V at 10.6 µm (or at HeNe 633 nm, depending on spec sheet convention)
- Surface quality: 40-20 or 20-10 scratch/dig per MIL-PRF-13830B
- Surface roughness Ra: ≤ 10 nm RMS for high-power applications
Polishing technique matters as much as abrasive selection. ZnSe is soft compared to glass, and over-pressure causes sleeking and pitch contamination. The detailed protocol is covered on our zinc selenide optics polishing page.
Step 5: Centering and AR Coating
Lenses are centered (optical axis aligned to mechanical axis within ≤ 1 arcmin for cutting head optics), cleaned with sequential solvents, and loaded into a coating chamber. The standard CO₂ AR coating is a multilayer thoria-free thin film stack targeting > 99.5 % transmission per surface at 10.6 µm, with a secondary specification for HeNe alignment transmission at 632.8 nm.
Step 6: Final QC and Documentation
Every finished optic ships with a measured transmission curve, surface figure interferogram, and a certificate of conformance. For high-power CO₂ optics, an absorption measurement (laser calorimetry) is recommended on a sample basis to verify bulk material quality has not been compromised by polishing or coating.
Common Quality Issues and Troubleshooting
Why does a new ZnSe lens crack within hours of installation?
Thermal lensing from bulk absorption. The fix is to verify the material grade — standard CVD ZnSe is not rated for sustained operation above ~ 2 kW. Switch to laser-grade material with documented absorption ≤ 0.0005 cm⁻¹ and confirm the AR coating absorption is below 0.2 %.
Why does transmission drop after a few weeks of use?
Two causes are common. First, coating degradation from condensation or contamination — CO₂ cutting heads in humid environments need purging gas to keep optics dry. Second, micro-pitting from spatter; a protective window upstream of the focus lens extends focus-lens life dramatically and is far cheaper to replace.
Why does the focus position drift during long cuts?
Bulk thermal lensing in the focus lens itself. As the lens heats, its refractive index changes (dn/dT for ZnSe ≈ 6 × 10⁻⁵/K) and the back focal length shifts. The solution is laser-grade material plus adequate convective cooling around the lens mount — not a polishing issue.
What surface defects fail incoming QC most often?
Sleeking (fine parallel polishing scratches) from contaminated pitch laps, and grain-boundary “orange peel” on multispectral ZnSe that was over-pressed during polishing. Both indicate process control issues at the supplier, not material defects.
ZnSe vs Germanium for CO₂ Laser Optics: Which to Choose
The two dominant CO₂ optical materials behave very differently in practice:
| Property | ZnSe | Germanium |
|---|---|---|
| Transmission range | 0.6 – 21 µm | 2 – 14 µm |
| Visible alignment beam | ✅ Passes red diode | ❌ Opaque to visible |
| Absorption @ 10.6 µm (typical) | ≤ 0.0005 cm⁻¹ (laser-grade) | ≤ 0.025 cm⁻¹ |
| Thermal runaway risk | Low | High (dn/dT ≈ 4× higher) |
| Mechanical hardness | Soft, brittle | Harder, also brittle |
| Cost relative ranking | Higher | Lower (small parts) |
| Best for | Transmission optics (lenses, windows) | Reflective ZnSe-clad mirrors, low-power passive optics |
For nearly all CO₂ laser cutting and welding focus lenses, ZnSe is the correct choice — germanium’s thermal runaway above ~ 40 °C makes it unsuitable for sustained high-power transmission. For more on the germanium side of the catalog, see germanium IR optics manufacturing and high purity germanium lens processing.
How Vimfun Supports ZnSe CO2 Laser Optics Manufacturing
Vimfun supplies the production equipment that ZnSe optics fabricators need across the full process chain:
- Cutting: dedicated ZnSe lens cutting machine configured for brittle II-VI materials, with low-tension wire feed and contamination-controlled coolant
- Polishing: zinc selenide optics polishing systems matched to laser-grade surface specifications
- Equipment platform: the broader infrared optics manufacturing equipment line covers Ge, ZnSe, ZnS, CaF₂, and Si on shared mechanical bases
If you are building a new ZnSe production line, scaling capacity to meet CO₂ cutting-head demand, or replacing legacy equipment that cannot hold laser-grade tolerances, contact us with your target part size, throughput, and surface specification. We will return a configured proposal within 3 business days, including cycle time estimates and yield projections based on similar installations.
For published reference data on ZnSe optical properties and CO₂ laser system design, the LaserStar technical reference on CO₂ laser optics and the standard handbook chapters from SPIE on infrared materials remain useful starting points.