Sản xuất thấu kính hội tụ ZnSe là quá trình sản xuất các bộ phận quang học bằng kẽm selenide có bề mặt cong, có chức năng hội tụ chùm tia laser CO₂ vào một điểm hội tụ chính xác — thường nằm bên trong đầu cắt laser, hệ thống khắc hoặc vòi hàn. Không giống như các cửa sổ phẳng, thấu kính hội tụ có một hoặc hai bề mặt cong phải đáp ứng các dung sai chặt chẽ về hình dạng bề mặt và bán kính cong, vì mỗi micron sai số sẽ làm dịch chuyển điểm hội tụ và làm giảm chất lượng cắt trên vật liệu bên dưới.
Hướng dẫn này bao gồm toàn bộ chuỗi sản xuất thấu kính hội tụ ZnSe: lựa chọn vật liệu, tạo độ cong, mài phẳng, đánh bóng, phủ AR và các thông số kỹ thuật quang học xác định xem thấu kính hoàn chỉnh có hoạt động theo thông số kỹ thuật bên trong đầu cắt đa kilowatt hay không. Để có bối cảnh rộng hơn về chuỗi quang học ZnSe, hãy xem Sản xuất quang học laser CO₂ ZnSe tổng quan.

Thấu kính hội tụ ZnSe là gì?
Thấu kính hội tụ ZnSe là một bộ phận quang học có bề mặt cong, được làm từ kẽm selenide lắng đọng hóa hơi (CVD), được thiết kế để hội tụ chùm tia laser CO₂ tới ở bước sóng 10,6 μm thành một điểm hội tụ nhỏ. Các dạng phổ biến nhất là phẳng-lồi (một mặt phẳng, một mặt lồi) và meniscus (hai mặt cong với bán kính khác nhau). Lựa chọn phụ thuộc vào hệ thống laser, tiêu cự mong muốn và đường kính điểm hội tụ yêu cầu.
Bên trong đầu cắt laser CO₂, thấu kính hội tụ là bộ phận quang học cuối cùng mà chùm tia chạm vào trước khi chiếu vào vật liệu gia công. Ba đặc tính xác định xem thấu kính hoàn chỉnh có hoạt động tốt hay không:
- Độ chính xác tiêu cự — thường được giữ trong phạm vi ±0,5% của EFL thiết kế
- Hình dạng bề mặt trên mặt cong — thường là λ/4 đến λ/10 P-V ở bước sóng làm việc
- Độ truyền phủ AR — thường > 99,5% mỗi mặt ở 10,6 μm
Sai sót dù chỉ vài micromet cũng khiến điểm hội tụ bị lệch, chiều rộng vết cắt thay đổi, hoặc do hấp thụ tia laser mà thấu kính bị nứt trong vòng vài giờ sau khi lắp đặt.
Tại sao ZnSe Là Tiêu Chuẩn Cho Thấu Kính Hội Tụ CO₂
Ba đặc tính vật liệu khiến ZnSe CVD trở thành lựa chọn mặc định cho quang học hội tụ CO₂, nơi các vật liệu cạnh tranh hoặc hấp thụ quá nhiều năng lượng hoặc mờ ở bước sóng tia laser căn chỉnh:
| Thuộc tính | Giá trị của ZnSe | Tại sao điều này quan trọng đối với Thấu Kính Hội Tụ |
|---|---|---|
| Dải truyền qua | 0.6 – 21 µm | Cho phép cả tia cắt 10,6 µm và tia căn chỉnh HeNe đỏ/diode |
| Hấp thụ khối @ 10,6 µm | ≤ 0,0005 cm⁻¹ (cấp laser) | Hoạt động liên tục với công suất đa kilowatt mà không bị hiệu ứng thấu kính nhiệt |
| Chiết suất | 2,40 @ 10,6 µm | Thiết lập phép tính tiêu cự cho độ cong bề mặt nhất định |
| dn/dT | ~6 × 10⁻⁵/K | Độ lệch tiêu cự có thể dự đoán dưới tải nhiệt, có thể kiểm soát bằng làm mát |
| Độ cứng Knoop | ~120 kg/mm² | Đủ mềm để đánh bóng đến cấp độ laser, đủ giòn để yêu cầu xử lý lực thấp |
Chỉ số khúc xạ cao (2.40) là yếu tố cho phép thấu kính hội tụ ZnSe đạt được tiêu cự ngắn với độ cong vừa phải — tiêu cự tương tự trong vật liệu có chỉ số khúc xạ thấp hơn sẽ yêu cầu độ cong dốc hơn, nhiều vật liệu hơn và dung sai đánh bóng chặt chẽ hơn.
Tài liệu tham khảo vật liệu: II-VI / Coherent CVD ZnSe Và Hướng dẫn vật liệu IR của Edmund Optics.
Thấu kính hội tụ so với Tấm kính ZnSe: Tại sao quy trình sản xuất lại khác nhau
Tấm kính ZnSe có hai mặt phẳng song song — nhiệm vụ của nó là truyền chùm tia mà không làm thay đổi nó. Thấu kính hội tụ có ít nhất một mặt cong — nhiệm vụ của nó là thay đổi hình học của chùm tia. Sự khác biệt duy nhất đó lan tỏa qua toàn bộ chuỗi sản xuất:
| Giai đoạn | Tấm kính | Thấu kính hội tụ |
|---|---|---|
| Chuẩn bị phôi | Lát phẳng | Lát phẳng + tạo đường cong |
| Tạo bề mặt | Không có | Đường cong được tạo bằng dụng cụ viên kim cương |
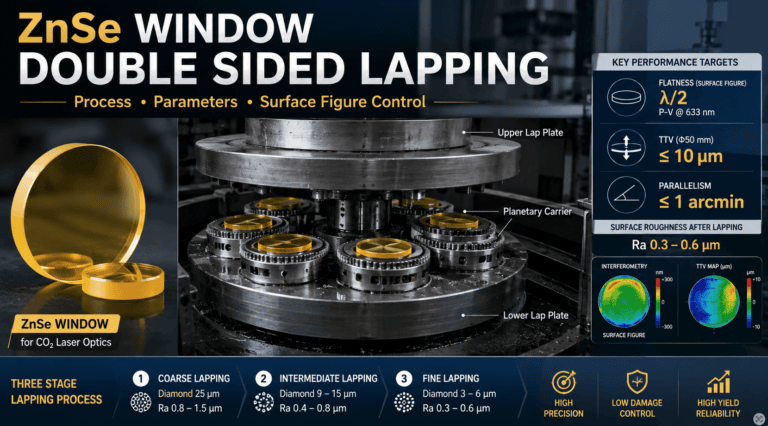
| Đánh bóng | Mài phẳng hai mặt (xem mài hai mặt cửa sổ ZnSe) | Mài lồi/lõm trên đá mài tương ứng |
| Polishing | Đá mài nhựa, phẳng | Vòng đệm mài, được tạo hình để khớp với độ cong |
| Thông số kỹ thuật quan trọng | Độ phẳng, độ song song | Bán kính cong, hình dạng bề mặt trên đường cong |
| Đo lường QC | Máy đo giao thoa trên mặt phẳng | Máy đo giao thoa + máy đo cầu trên đường cong |
Giai đoạn đánh bóng là nơi sự khác biệt quan trọng nhất. Bề mặt phẳng có thể được mài trên vòng đệm gang tiêu chuẩn; bề mặt cong yêu cầu một vòng đệm khớp với phần nghịch đảo của độ cong mục tiêu. Nếu sai hình dạng vòng đệm, thấu kính sẽ được đánh bóng quá dốc hoặc quá phẳng, sai thông số tiêu cự hàng chục milimét.

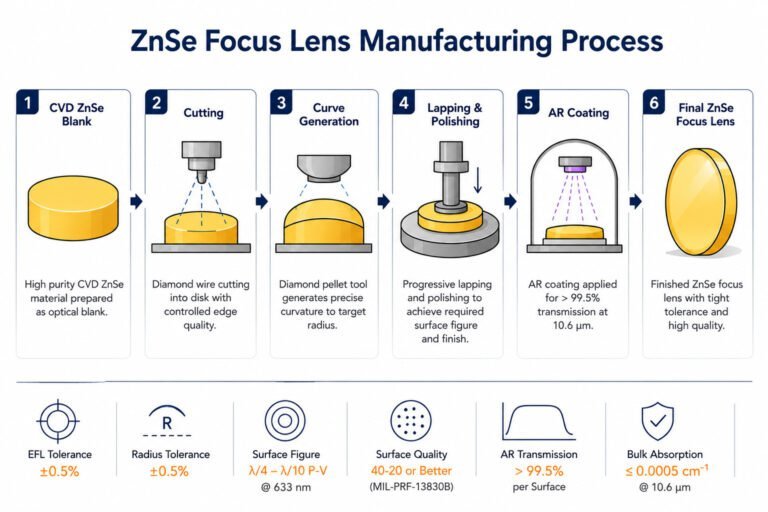
Các bước quy trình sản xuất thấu kính hội tụ ZnSe
Toàn bộ chuỗi diễn ra theo thứ tự sau:
Kiểm tra phôi → Cắt → Mài cạnh → Tạo đường cong → Làm mịn → Đánh bóng → Căn tâm → Làm sạch → Phủ AR → QC cuối cùng
Bước 1: Kiểm tra và cắt phôi
Các phôi ZnSe CVD nhập vào được kiểm tra các khuyết tật bao thể, bọt khí và ranh giới hạt dưới tia hồng ngoại phân cực. Các phôi được chấp thuận được cắt thành đĩa có kích thước cho đường kính thấu kính mục tiêu cộng với biên độ 1–2 mm cho xử lý cạnh. Cắt sử dụng máy cưa dây kim cương với lực căng và tốc độ cấp thấp — để xem thiết lập cắt chuyên dụng, xem Máy cắt thấu kính ZnSe.
Bước 2: Mài cạnh đến đường kính mục tiêu
Đĩa cắt được mài đến đường kính ngoài cuối cùng, thường là ±0,05 mm. Các vát cạnh được thêm vào trong cùng một thao tác — các vát cạnh ngăn ngừa sự lan truyền vết nứt trong quá trình xử lý và mài tiếp theo.
Bước 3: Tạo đường cong
Mặt lồi (và trên thấu kính màng cứng, mặt lõm) được tạo ra bằng dụng cụ viên kim cương gắn kim loại có kích thước bằng bán kính cong mục tiêu. Quá trình tạo hình loại bỏ 0,5–1,5 mm vật liệu khối trên mỗi mặt và thiết lập bán kính trong phạm vi ±0,5% so với danh định. Đây là bước xác định tiêu cự — mọi thao tác tiếp theo chỉ tinh chỉnh bề mặt chứ không làm thay đổi đáng kể bán kính.
Bước 4: Làm mịn bằng mài mòn rời
Một chuỗi các mài mòn kim cương gắn kết và rời — thường là 25 µm → 9 µm → 3 µm — tinh chỉnh bề mặt từ trạng thái mài thô sang trạng thái đánh bóng sơ bộ mờ. Đối với các bề mặt cong, hình dạng của đá mài phải khớp với đường cong ngược của độ cong mục tiêu trong suốt quá trình; sự không khớp của đá mài ở giai đoạn này sẽ tạo ra các lỗi mà quá trình đánh bóng không thể loại bỏ.
| Giai đoạn mài mòn | Hạt kim cương | Đầu ra Ra | Tốc độ loại bỏ |
|---|---|---|---|
| Thô | 25 µm | 0.8–1.5 µm | 5–10 µm/phút |
| Trung gian | 9–15 µm | 0.4–0.8 µm | 1–3 µm/phút |
| Tinh | 3–6 µm | 0.3–0.6 µm | 0,3–1 µm/phút |
Bước 5: Đánh bóng bằng nhựa đường đạt cấp laser
Hoàn thiện cuối cùng sử dụng kim cương 1 µm → 0,5 µm → 0,1 µm trên đệm nhựa định hình. Ống kính lấy nét cấp laser thường nhắm mục tiêu:
- Hình dạng bề mặt: λ/4 đến λ/10 P-V ở 633 nm (quy ước giao thoa kế HeNe)
- Chất lượng bề mặt: 40-20 hoặc 20-10 vết xước/vết bẩn theo MIL-PRF-13830B
- Độ nhám bề mặt Ra: ≤ 10 nm RMS cho ứng dụng công suất cao
Áp suất đánh bóng trên ZnSe vẫn thấp hơn các giá trị điển hình của thủy tinh. ZnSe mềm; áp suất quá mức sẽ làm kẹt hạt mài và để lại vết bóng. Quy trình đánh bóng đầy đủ được đề cập trong Đánh bóng quang học Kẽm Selenide page.
Bước 6: Căn tâm, Vệ sinh và Phủ AR
Các ống kính được căn tâm sao cho trục quang học thẳng hàng với trục cơ học trong phạm vi ≤ 1 arcmin. Sau khi vệ sinh bằng dung môi, các ống kính được đưa vào buồng phủ cho lớp phủ AR đa lớp tiêu chuẩn — thường không chứa thori, nhắm mục tiêu truyền qua > 99,5% mỗi bề mặt ở 10,6 µm, với thông số kỹ thuật phụ cho các bước sóng căn chỉnh nhìn thấy được (HeNe 633 nm hoặc diode đỏ).
Bước 7: QC cuối cùng
Mỗi ống kính được vận chuyển bao gồm:
- Bán kính cong đã đo (spherometer hoặc giao thoa kế)
- Hình ảnh giao thoa kế bề mặt trên mặt cong
- Đường cong truyền qua bao gồm cả 10,6 µm và bước sóng căn chỉnh
- Giấy chứng nhận tuân thủ với các giá trị đo được
Đối với đầu cắt công suất cao (> 4 kW), nên sử dụng phương pháp đo nhiệt lượng laser trên cơ sở mẫu để xác minh độ hấp thụ khối không bị ảnh hưởng bởi các khuyết tật đánh bóng hoặc phủ.
Thông số kỹ thuật bề mặt quan trọng đối với ống kính lấy nét
| Thông số kỹ thuật | Mục tiêu điển hình | Why It Matters |
|---|---|---|
| Tiêu cự hiệu dụng (EFL) | ±0,5% so với thiết kế | Độ lệch làm điểm lấy nét lệch khỏi chi tiết gia công |
| Bán kính cong | ±0.5% so với danh định | Yếu tố điều khiển trực tiếp của EFL |
| Hình dạng bề mặt (mặt cong) | λ/4 đến λ/10 P-V | Biến dạng trong sóng hội tụ |
| Chất lượng bề mặt | 40-20 hoặc tốt hơn | Sự tán xạ tại điểm hội tụ |
| Đồng tâm | ≤ 1 phút cung | Căn chỉnh trục quang học/cơ khí |
| Truyền AR | > 99.5% mỗi bề mặt | Hiệu suất năng lượng + tải nhiệt |
| Sự hấp thụ khối | ≤ 0,0005 cm⁻¹ | Thấu kính nhiệt dưới tải liên tục |
Ba ba thông số kỹ thuật mà năng suất sản xuất phụ thuộc vào là độ chính xác bán kính, hình dạng bề mặt trên đường cong và tâm sai. Một thấu kính vượt qua bốn thông số khác nhưng không đạt một trong ba thông số này sẽ bị loại bỏ — không thể sửa chữa, vì hình học đã được thiết lập ở giai đoạn tạo đường cong.
Các vấn đề chất lượng phổ biến ở mỗi giai đoạn
Tại sao tiêu cự cuối cùng lại sai?
Lỗi tạo đường cong. Bán kính được đặt ở giai đoạn tạo hình ảnh hưởng đến tiêu cự; nếu dụng cụ tạo hình bị mòn hoặc phôi bị lệch, bán kính thu được sẽ sai và quá trình đánh bóng không thể khắc phục được. Giải pháp là kiểm tra dụng cụ tạo hình theo lịch trình cố định và gá phôi giữ vị trí trong dung sai mà bán kính yêu cầu.
Tại sao thấu kính bị nứt trong quá trình sử dụng?
Hấp thụ khối + hiệu ứng thấu kính nhiệt. Kẽm selenide (ZnSe) CVD loại tiêu chuẩn hấp thụ nhiều năng lượng hơn loại laser và nóng lên dưới tải chùm tia liên tục. Trên nhiệt độ tới hạn, gradient chiết suất bên trong thấu kính trở nên nghiêm trọng đủ để làm nứt bộ phận. Giải pháp là sử dụng vật liệu loại laser với độ hấp thụ được ghi nhận ≤ 0,0005 cm⁻¹, cộng với hệ thống làm mát đầy đủ xung quanh giá đỡ thấu kính.
Tại sao điểm hội tụ lại không đối xứng?
Lỗi hình dạng bề mặt trên mặt cong, hoặc lỗi tâm sai. Các điểm không đối xứng thường bắt nguồn từ một trong hai nguyên nhân: quá trình đánh bóng để lại lỗi hình dạng lớn hơn λ/4 P-V (có thể khắc phục bằng cách đánh bóng mở rộng), hoặc trục quang học không được căn giữa trên trục cơ học (có thể khắc phục ở giai đoạn căn tâm nhưng không phải sau khi phủ AR). Cả hai đều nên được phát hiện trong giao thoa kế kiểm soát chất lượng cuối cùng, không phải bởi khách hàng.
Tại sao độ truyền giảm sau vài tuần sử dụng?
Suy giảm lớp phủ. Môi trường cắt CO₂ bao gồm khói cắt, khói oxit và hơi nước ngưng tụ. Lớp phủ AR tiếp xúc với các điều kiện này bị suy giảm nhanh hơn so với khối ZnSe. Giải pháp là sử dụng một cửa sổ bảo vệ phía trước thấu kính hội tụ (thay thế, rẻ hơn để thay thế) và luồng khí khô trong khoang thấu kính.
Thấu kính hội tụ ZnSe so với các giải pháp quang học khác
Đối với công việc cụ thể là hội tụ chùm tia CO₂ 10,6 µm thành một điểm nhỏ, có các giải pháp thay thế nhưng mỗi giải pháp đều có những đánh đổi:
| Solution | Ưu điểm | Nhược điểm |
|---|---|---|
| Thấu kính hội tụ ZnSe | Ánh sáng nhìn thấy đi qua, hấp thụ thấp, chuỗi cung ứng đã được thiết lập | Chi phí so với gương |
| Gương parabol lệch trục | Không hấp thụ khối, không có hiệu ứng sắc sai | Chỉ căn chỉnh, không đi qua, giá đỡ phức tạp hơn |
| Thấu kính hội tụ Germanium | Chi phí vật liệu thấp hơn | Hấp thụ cao hơn, chạy trốn nhiệt trên ~40 °C, mờ với ánh sáng nhìn thấy |
| Gương thép phủ ZnSe | Bền, phản xạ cao | Chỉ phản xạ, độ phức tạp giá đỡ cao hơn |
Đối với quang học truyền trong đầu cắt CO₂ chạy tải sản xuất tiêu chuẩn, thấu kính hội tụ ZnSe vẫn là lựa chọn mặc định. Quyết định cụ thể giữa ZnSe và germanium được đề cập chi tiết hơn trên Sản xuất quang học laser CO₂ ZnSe page.
Vimfun Hỗ trợ các Nhà sản xuất Thấu kính hội tụ ZnSe như thế nào
Vimfun cung cấp các nền tảng thiết bị mà các nhà sản xuất thấu kính hội tụ ZnSe sử dụng trong toàn bộ chuỗi sản xuất:
- Cắt — Máy cắt thấu kính ZnSe để cắt các phôi CVD thành các đế thấu kính hội tụ với hư hỏng cạnh được kiểm soát
- Đánh bóng — các nền tảng mài phẳng và cong, với thiết lập cửa sổ phẳng chuyên dụng được ghi lại trên mài hai mặt cửa sổ ZnSe trang
- Polishing — Đánh bóng quang học Kẽm Selenide các hệ thống phù hợp với các thông số kỹ thuật bề mặt cấp laser, với dụng cụ mài bằng nhựa đường có đường viền cho các mặt cong
- Integrated line — rộng hơn thiết bị sản xuất quang học hồng ngoại nền tảng bao gồm Ge, ZnSe, ZnS, CaF₂, và Si trên đế cơ khí chung
Nếu bạn đang mở rộng dây chuyền sản xuất thấu kính hội tụ ZnSe, thay thế thiết bị không thể giữ dung sai bán kính dưới ±0,5%, hoặc đánh giá thiết kế thấu kính mới, hãy gửi cho chúng tôi bảng thông số kỹ thuật mục tiêu của bạn — tiêu cự, đường kính thấu kính, yêu cầu về hình dạng bề mặt, thông lượng. Chúng tôi sẽ gửi lại đánh giá khả thi quy trình trong vòng 3 ngày làm việc, bao gồm ước tính thời gian chu kỳ và dự báo năng suất dựa trên các cài đặt tương tự.