Производство фокусирующих линз из ZnSe — это изготовление изогнутых оптических элементов из селенида цинка, которые фокусируют луч CO₂-лазера в точную фокальную точку — обычно внутри головки лазерной резки, маркировочной системы или сварочного сопла. В отличие от плоских окон, фокусирующие линзы имеют одну или две изогнутые поверхности, которые должны соответствовать строгим допускам как по форме поверхности, так и по радиусу кривизны, поскольку каждая микронная ошибка смещает фокальную точку и ухудшает качество резки обрабатываемой детали.
Данное руководство охватывает всю производственную цепочку фокусирующих линз из ZnSe: выбор материала, генерацию кривизны, шлифовку, полировку, просветляющее покрытие и оптические характеристики, которые определяют, соответствует ли готовая линза спецификациям внутри режущей головки мощностью в несколько киловатт. Для более широкого контекста цепочки оптических элементов из ZnSe см. наш Производство оптики для CO₂-лазеров из ZnSe обзоре.

Что такое фокусирующая линза из ZnSe?
Фокусирующая линза из ZnSe — это изогнутый оптический элемент, изготовленный из селенида цинка, полученного методом химического осаждения из газовой фазы (CVD), предназначенный для фокусировки входящего луча CO₂-лазера на длине волны 10,6 мкм в небольшое фокальное пятно. Наиболее распространенные формы — плоско-выпуклая (одна плоская поверхность, одна выпуклая поверхность) и мениск (две изогнутые поверхности с разными радиусами). Выбор зависит от лазерной системы, требуемого фокусного расстояния и необходимого диаметра пятна.
Внутри режущей головки CO₂-лазера фокусирующая линза является последним оптическим элементом, которого касается луч перед попаданием на обрабатываемую деталь. Три характеристики определяют, соответствует ли готовая линза заявленным параметрам:
- Точность фокусного расстояния — обычно в пределах ±0,5% от расчетного EFL
- Форма поверхности на изогнутой грани — обычно от λ/4 до λ/10 P-V при рабочей длине волны
- Пропускание просветляющего покрытия — обычно > 99,5% на поверхность при 10,6 мкм
Допустите любую из этих ошибок на несколько микрон, и фокусное пятно сместится, ширина реза изменится, или поглощение луча приведет к растрескиванию линзы в течение нескольких часов после установки.
Почему ZnSe является стандартом для фокусирующих линз CO₂
Три свойства материала делают CVD ZnSe стандартным выбором для фокусирующей оптики CO₂, где конкурирующие материалы либо поглощают слишком много энергии, либо непрозрачны для длины волны выравнивающего луча:
| Свойство | Ценность ZnSe | Почему это важно для фокусирующих линз |
|---|---|---|
| Диапазон пропускания | 0,6 – 21 мкм | Пропускает как режущий луч 10,6 мкм, так и красный выравнивающий луч HeNe/диода |
| Поглощение в объеме @ 10,6 мкм | ≤ 0,0005 см⁻¹ (лазерное качество) | Стабильная работа при многокиловаттной мощности без тепловой линзы |
| Показатель преломления | 2,40 @ 10,6 мкм | Определяет расчет фокусного расстояния для заданной кривизны поверхности |
| dn/dT | ~6 × 10⁻⁵/K | Предсказуемое смещение фокуса при тепловой нагрузке, контролируемое охлаждением |
| Твердость по Кнупу | ~120 кг/мм² | Достаточно мягкий для полировки до лазерного качества, достаточно хрупкий, чтобы требовать обработки с низким усилием |
Высокий показатель преломления (2,40) позволяет линзам ZnSe достигать коротких фокусных расстояний при умеренной кривизне — то же фокусное расстояние в материале с более низким показателем преломления потребовало бы более крутых кривых, большего количества материала и более строгих допусков на полировку.
Материал ссылки: II-VI / Coherent CVD ZnSe и Руководство по ИК-материалам Edmund Optics.
Фокусирующая линза против окна из ZnSe: почему производство отличается
Окно из ZnSe имеет две параллельные плоские поверхности — его задача состоит в том, чтобы пропускать луч, не изменяя его. Фокусирующая линза имеет по крайней мере одну изогнутую поверхность — ее задача состоит в том, чтобы изменить геометрию луча. Это единственное отличие распространяется на всю производственную цепочку:
| Этап | Окно | Фокусирующая линза |
|---|---|---|
| Подготовка заготовки | Плоский срез | Плоский срез + генерация кривой |
| Генерация поверхности | Нет | Кривая, сгенерированная алмазным инструментом |
| Полировка | Двусторонняя плоская шлифовка (см. Двустороннее шлифование окон из ZnSe) | Выпуклая/вогнутая шлифовка на соответствующих шлифовальных кругах |
| Полировка | Шлифовальный круг из смолы, плоский | Опорная площадка, профилированная в соответствии с кривизной |
| Критические параметры | Плоскостность, параллельность | Радиус кривизны, форма поверхности на кривой |
| Контроль качества | Интерферометр для плоской поверхности | Интерферометр + сферометр для кривой |
Стадия полировки имеет наибольшее значение. Плоская поверхность может быть обработана на стандартной чугунной площадке; изогнутая поверхность требует площадки, соответствующей обратной стороне целевой кривизны. Ошибитесь в геометрии площадки, и линза будет отполирована либо слишком крутой, либо слишком плоской, промахнувшись по спецификации фокусного расстояния на десятки миллиметров.

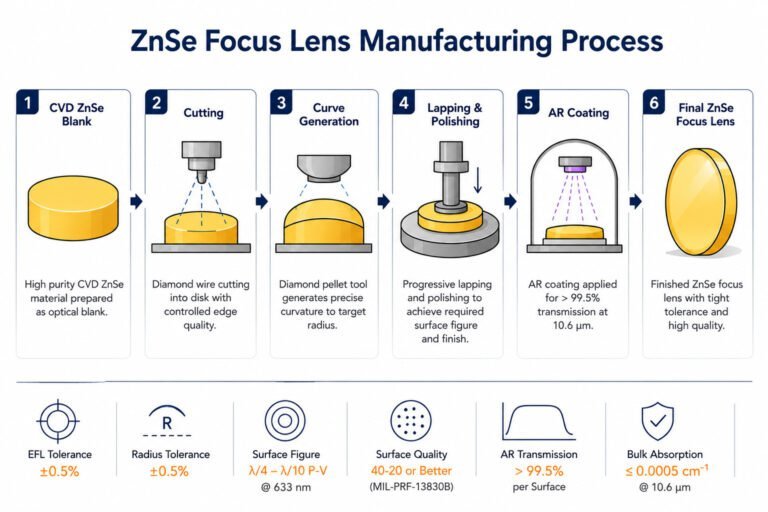
Этапы процесса производства фокусирующих линз из ZnSe
Полная цепочка выполняется в следующем порядке:
Проверка заготовки → Резка → Шлифовка края → Генерация кривизны → Сглаживание → Полировка → Центрирование → Очистка → Антибликовое покрытие → Финальный контроль качества
Шаг 1: Проверка заготовки и резка
Поступающие заготовки CVD ZnSe проверяются на наличие включений, пузырьков и дефектов границ зерен под поляризованным ИК-излучением. Одобренные заготовки нарезаются на диски размером для целевого диаметра линзы плюс 1–2 мм запаса для обработки края. Резка осуществляется алмазной проволочной пилой при низком натяжении и скорости подачи — для специализированной установки для резки см. Машина для резки линз из ZnSe.
Шаг 2: Шлифовка края до целевого диаметра
Нарезанный диск шлифуется до конечного внешнего диаметра, как правило, с точностью ±0,05 мм. Фаски по краю добавляются в той же операции — фаски предотвращают распространение сколов при последующей обработке и шлифовке.
Шаг 3: Генерация кривизны
Выпуклая (а на менисковых линзах — вогнутая) поверхность формируется алмазным инструментом с металлической связкой, размер которого соответствует требуемому радиусу кривизны. На этом этапе удаляется 0,5–1,5 мм основного материала с каждой поверхности, и радиус устанавливается с точностью ±0,5% от номинального. Именно этот этап определяет фокусное расстояние — все последующие операции лишь улучшают поверхность, но не изменяют радиус существенно.
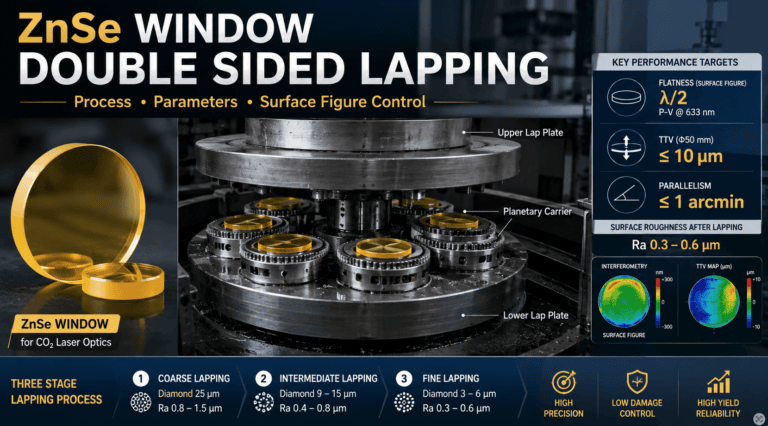
Шаг 4: Шлифовка свободным абразивом
Последовательность обработки алмазными абразивами на связке и свободными — обычно 25 мкм → 9 мкм → 3 мкм — улучшает поверхность из шлифованного состояния до полупрозрачного состояния перед полировкой. Для криволинейных поверхностей геометрия полировальника должна соответствовать обратной кривизне целевой поверхности на протяжении всего процесса; несоответствие полировальника на этом этапе вносит ошибки, которые полировка не сможет устранить.
| Абразивная стадия | Алмазный порошок | Выход Ra | Скорость съема материала |
|---|---|---|---|
| Грубая | 25 мкм | 0,8–1,5 мкм | 5–10 мкм/мин |
| Промежуточная | 9–15 мкм | 0,4–0,8 мкм | 1–3 мкм/мин |
| Тонкая | 3–6 мкм | 0,3–0,6 мкм | 0,3–1 мкм/мин |
Шаг 5: Полировка смолой до лазерного качества
Финальная полировка использует алмаз размером 1 мкм → 0,5 мкм → 0,1 мкм на фасонных полировальных кругах. Фокусные линзы лазерного качества обычно нацелены на:
- Точность поверхности: λ/4 до λ/10 P-V при 633 нм (согласно конвенции интерферометра ГеНе)
- Качество поверхности: 40-20 или 20-10 царапин/пятен согласно MIL-PRF-13830B
- Шероховатость поверхности Ra: ≤ 10 нм RMS для использования при высокой мощности
Давление полировки на ZnSe остается ниже значений, типичных для стекла. ZnSe мягкий; избыточное давление внедряет абразив и оставляет следы. Полный протокол полировки описан в Полировка оптики из селенида цинка страница.
Шаг 6: Центровка, очистка и просветляющее покрытие
Линзы центрируются так, чтобы оптическая ось совпадала с механической осью с точностью до ≤ 1 угловой минуты. После очистки растворителем линзы помещаются в камеру для нанесения покрытий для стандартного многослойного просветляющего покрытия — обычно без тория, с целевой передачей > 99,51% на поверхность при 10,6 мкм, с вторичной спецификацией для видимых длин волн выравнивания (633 нм ГеНе или красный диод).
Шаг 7: Финальный контроль качества
Каждая отправленная линза включает:
- Измеренный радиус кривизны (сферометр или интерферометрический)
- Интерферограмму фигуры поверхности на изогнутой поверхности
- Кривую передачи, охватывающую как 10,6 мкм, так и длину волны выравнивания
- Сертификат соответствия с измеренными значениями
Для режущих головок высокой мощности (> 4 кВт) рекомендуется лазерная калориметрия на выборочной основе для проверки того, что объемное поглощение не было нарушено дефектами полировки или покрытия.
Спецификации поверхности, важные для фокусных линз
| Технические характеристики | Типичная цель | Почему это важно |
|---|---|---|
| Эффективное фокусное расстояние (EFL) | ±0,51% от расчетного значения | Смещение смещает фокусную точку с заготовки |
| Радиус кривизны | ±0.5% от номинала | Прямой драйвер ЭФЛ |
| Форма поверхности (изогнутая поверхность) | λ/4 до λ/10 P-V | Искажение в сходящейся волновой фронте |
| Качество поверхности | 40-20 или лучше | Рассеяние в фокальном пятне |
| Центровка | ≤ 1 угловой минуты | Соосность оптической/механической оси |
| AR передача | > 99.5% на поверхность | Энергоэффективность + тепловая нагрузка |
| Объемное поглощение | ≤ 0,0005 см⁻¹ | Тепловая линза при постоянной нагрузке |
Три параметра, от которых зависит выход продукции, это точность радиуса, форма поверхности кривой и центровка. Линза, которая проходит остальные четыре, но не соответствует ни одному из этих трех, бракуется — не подлежит доработке, поскольку геометрия была задана на этапе генерации кривой.
Распространенные проблемы качества на каждом этапе
Почему конечная фокусное расстояние получается неправильным?
Ошибка генерации кривой. Радиус, заданный на этапе генерации, определяет фокусное расстояние; если инструмент для генерации был изношен или заготовка была смещена, результирующий радиус будет неверным, и полировка не сможет его исправить. Решение — проверка инструмента для генерации по фиксированному графику и крепление заготовки, которое удерживает положение в пределах допуска, требуемого радиусом.
Почему линза трескается в эксплуатации?
Объемное поглощение + тепловое линзирование. Стандартный CVD ZnSe поглощает больше энергии, чем лазерный сорт, и нагревается при длительной нагрузке лучом. Выше критической температуры градиент показателя преломления внутри линзы становится настолько сильным, что вызывает растрескивание детали. Решение — материал лазерного сорта с документированным поглощением ≤ 0,0005 см⁻¹, плюс адекватное охлаждение вокруг крепления линзы.
Почему фокусное пятно асимметрично?
Ошибка формы поверхности на изогнутой грани или ошибка центровки. Асимметричные пятна обычно вызваны одной из двух причин: полировка оставила ошибку формы больше, чем λ/4 P-V (исправимо дополнительной полировкой), или оптическая ось не была центрирована относительно механической оси (исправимо на этапе центровки, но не после нанесения просветляющего покрытия). Оба случая должны быть выявлены при финальной интерферометрии контроля качества, а не клиентом.
Почему пропускание падает через несколько недель использования?
Деградация покрытия. Среда резки CO₂ включает в себя дым от резки, оксидные пары и конденсацию. Просветляющее покрытие, подверженное этим условиям, деградирует быстрее, чем сам ZnSe. Решение — защитное окно перед фокусирующей линзой (расходуемый материал, дешевле заменить) и продувка полости линзы сухим воздухом.
Фокусирующая линза из ZnSe по сравнению с другими оптическими решениями
Для конкретной задачи сведения луча CO₂ 10,6 мкм в маленькое пятно существуют альтернативы, но каждая из них имеет свои компромиссы:
| Solution | Плюсы | Минусы |
|---|---|---|
| Фокусирующая линза из ZnSe | Пропускает видимое выравнивание, низкое поглощение, устоявшаяся цепочка поставок | Стоимость по сравнению с зеркалами |
| Параболическое зеркало вне оси | Нет объемного поглощения, нет хроматических эффектов | Только выравнивание, нет прохождения, более сложный держатель |
| Фокусирующая линза из германия | Более низкая стоимость материала | Более высокое поглощение, тепловой разгон выше ~40 °C, непрозрачный для видимого света |
| Стальное зеркало с покрытием из ZnSe | Прочный, высокая отражательная способность | Только отражающий, большая сложность крепления |
Для просветной оптики в режущей головке CO₂, работающей при стандартных производственных нагрузках, фокусирующие линзы из ZnSe остаются стандартным выбором. Решение ZnSe против германия более подробно рассматривается на Производство оптики для CO₂-лазеров из ZnSe страница.
Как Vimfun поддерживает производителей фокусирующих линз из ZnSe
Vimfun поставляет платформы оборудования, которые производители фокусирующих линз из ZnSe используют на всех этапах производственной цепочки:
- Резка — Машина для резки линз из ZnSe для нарезки заготовок CVD на подложки фокусирующих линз с контролируемым повреждением края
- Полировка — плоские и изогнутые шлифовальные платформы с выделенной установкой для плоских окон, документированной на Двустороннее шлифование окон из ZnSe страница
- Полировка — Полировка оптики из селенида цинка системы, соответствующие требованиям к поверхности лазерного качества, с профилированным полировальным инструментом для изогнутых поверхностей
- Интегрированная линия — более широкая центре оборудования для производства инфракрасной оптики платформа охватывает Ge, ZnSe, ZnS, CaF₂ и Si на общих механических основаниях
Если вы масштабируете производственную линию фокусирующих линз из ZnSe, заменяете оборудование, которое не может обеспечить допуск по радиусу ниже ±0,5%, или оцениваете новый дизайн линзы, отправьте нам свой целевой лист спецификаций — фокусное расстояние, диаметр линзы, требование к форме поверхности, пропускную способность. Мы предоставим оценку технологической осуществимости в течение 3 рабочих дней, включая оценки времени цикла и прогнозы выхода продукции на основе аналогичных установок.