How to cut expensive, delicate germanium without shattering it? I have worked in the production of infrared optics and the manufacture of optical lens blanks for more than 12 years. I’ve seen whole ingot batches ruined by poor cutting. Locate the correct germanium lens blank cutting machine.
In this article, I will discuss how to choose the proper germanium lens blank cutting machine. I will also discuss surface polish, bow, slurry, and what really counts in actual manufacturing.
What Is a Germanium Lens Blank Cutting Machine and Why Does It Matter?
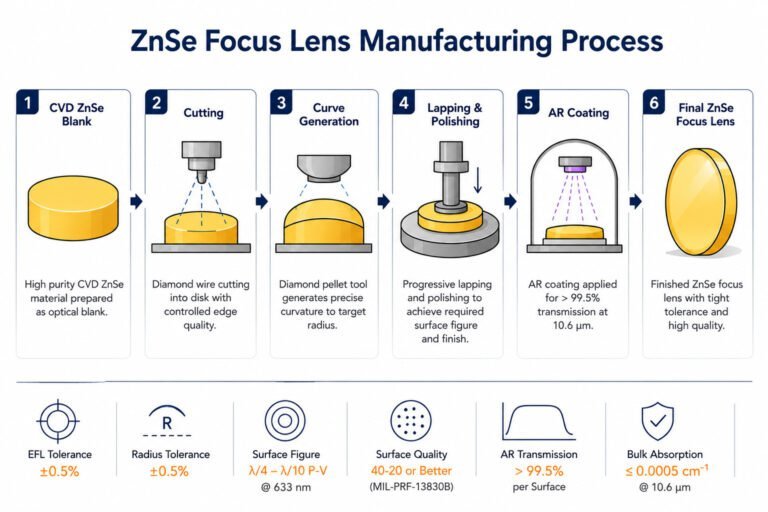
A germanium lens blank cutting machine cuts germanium ingots into thin flat pieces. These blanks are then machined and polished to form IR lenses. Germanium is fragile and expensive. Every cut has to be exact. These machines employ diamond wire saw or abrasive slurry.
They do not break or surface damage. Bad cuts waste blanks and increase expense. A good machine will regulate wire tension, feed speed, slurry flow and bow. This always produces nice, flat germanium lens blanks.

Key Technical Data: Germanium Lens Blank Cutting
| Parameter | Standard Range | High-Precision Target |
| Wafer Bow | ≤ 50 µm | ≤ 20 µm |
| Surface Roughness (Ra) | 0.8–2.0 µm | ≤ 0.5 µm |
| Kerf Loss | 300–500 µm | ≤ 150 µm (low kerf cutting technology) |
| Wire Diameter | 0.2–0.4 mm | 0.08–0.15 mm |
| Cutting Speed | 5–15 m/min | Servo-controlled, variable |
| Slurry Type | SiC + coolant | Diamond slurry or DI water with abrasive |
How Does Diamond Wire Sawing Improve Germanium Ingot Slicing?
Old type cutting employed simple wire with loose abrasive slurry. Diamond wire sawing is distinct. The wire is coated with fixed diamond particles. This results in a cleaner, quicker cut. And it produces a smoother finish as soon as it comes off the saw.
It requires less lapping afterwards. This is a huge thing for IR optics. Optical components of germanium need minimum subsurface damage. This allows them to operate effectively in the 8-12 micrometre thermal band.
Endless Diamond Wire vs. Standard Wire: What Is the Difference?
Endless diamond wire is a loop that has no junction or splice. Regular wire has a splice. That splice is a vulnerable point. It may break under strain. Endless wire eliminates that danger.
- Constant wire tension across the whole cut. No jointing
- Much lesser chance of wire breaking mid-slice
- More uniform kerf across whole ingot
- Longer longevity of wire per usage
Comparison: Endless Diamond Wire vs. Standard Diamond Wire
| Feature | Endless Diamond Wire | Standard Diamond Wire |
| Wire Joint | None (closed-loop) | Has splice point |
| Tension Consistency | High | Moderate |
| Break Risk | Very Low | Higher at splice |
| Surface Finish | More uniform | May show splice marks |
| Typical Kerf | ≤ 150 µm | 200–350 µm |
Closed loop wire saw (uses continuous wire). The wire is continuous and forms a loop. This is a good fit with a servo-controlled wire saw. The servo motor monitors and corrects the tension in real time.
- Servo control responds quickly to wire load variations
- Too much stress stops snapping the wire
- Stops under stress that causes blank to bow
What Role Does Slurry Play in Germanium Lens Blank Surface Finish?
Slurry is not just a cooling agent. It is part of the cutting. In loose abrasive wire saws the slurry brings the cutting particles to the wire. Surface finish is affected by slurry type, thickness, temperature, and flow.
If you do it incorrectly you get scratches. You end up with inconsistent cuts. You obtain heat that micro-cracks the germanium . Getting the slurry correct is one of the toughest tasks of high-precision optical machining. Pick the right slurry for your germanium lens blank cutting machine.
What Slurry Types Work Best for Germanium Optical Components?
Silicon Carbide (SiC) Slurry:
- Low cost and simple availability
- Good for rough cutting phases
- Leaves a rougher surface (Ra 1.5-3.0 µm)
- More difficult to dispose of safely
Diamond Slurry / DI Water System:
- For use with wire abrasive
- Delivers Ra < 0.5 µm on most set-ups
- Less subsurface damage to germanium
- Easy to filter and recycle
Slurry Management Best Practices:
- Don’t let the slurry go beyond 25°C because heat produces stress fractures in germanium
- Check particle size each shift
- Utilise inline filters to eliminate cut debris
- Reuse slurry to reduce cost per blank
Slurry Types at a Glance
| Slurry Type | Ra Finish | Cost | Disposal | Best For |
| SiC + Oil | 1.5–3.0 µm | Low | Complex | Rough cut |
| SiC + Water | 1.0–2.0 µm | Low-Med | Moderate | General blanking |
| Diamond Slurry | ≤ 0.5 µm | High | Simple | Precision blanks |
| DI Water (fixed abrasive) | 0.3–0.8 µm | Medium | Simple | Endless wire saw |
How Does Bow Form in Germanium Lens Blanks and How Can It Be Controlled?
Bow signifies the blank is not precisely level. Even 30 µm of bow on a 100 mm blank presents issues. It complicates mounting. It affects polishing, coating. Bow is formed by unequal release of force while cutting. It may also originate from wire deflection or heat across the ingot.
The fundamental problem in the cutting of semiconductor materials is the control of the bow. The machine must maintain the wire route straight. It even has to provide feed pressure. It has to keep the temperature constant during the cut. A germanium lens blank cutting machine needs the right slurry.
What Machine Features Reduce Bow in IR Optical Blanks?
Servo-Controlled Feed System:
- Adjusts feed speed as wire load shifts
- Stops wire deflection that causes bow
- Keeps kerf shape steady from top to bottom
Precision Ingot Mounting:
- Bond the ingot flat and square before cutting
- Any tilt in the mount adds bow to the blank
Wire Tension Control:
- Low tension = wire sag = bow
- High tension = wire snap risk
- Servo keeps tension in the right range
Thermal Management:
- Slurry cools the cut zone
- Stops heat from building up and warping the blank
Bow Comparison by Cutting Method:
| Method | Typical Bow Range | Best Achievable |
| ID (Inner Diameter) Saw | 30–80 µm | ~25 µm |
| Multi-Wire Slurry Saw | 20–50 µm | ~15 µm |
| Endless Diamond Wire Saw (servo) | 10–30 µm | ≤ 10 µm |
| Manual Wire Saw | 50–150 µm | ~40 µm |
Servo controlled infinite diamond wire saws produce the lowest bow. They are the first option for germanium optics for thermal imaging and IR applications. Slurry choice affects your germanium lens blank cutting machine output.
Precision Prism Cutting and Non-Round IR Blanks: What Are the Options?
Not all IR optics are round. Germanium prisms, wedges and shaped sections have to be cut accurately from the blocks. It is not the same as slicing circular blanks. You need the appropriate configuration.
Options for Non-Round Germanium Cutting:
- Wire saw with angled fixture: Keeps the block at a predetermined angle. Cuts pieces in wedge- or prism-shape at a specified angle.
- CNC wire saw with tilt axis, which provides configurable angles. Good for small batch prism work.
- Slice and dice: Cut into flat plates. Then cut into form on a second axis . Common for rectangular blanks.
Key Points for Prism Cutting:
- The fixture accuracy determines the prism angle
- To prevent edge chipping, use a modest feed rate
- Slurry wire cuts but diamond wire produces cleaner edges.
- Cutting always verify the angle using an autocollimator
FAQs about Germanium Lens Blank Cutting Machine
What is the best cutting machine for germanium lens blanks?
The optimum option is a closed-loop wire saw with limitless diamond wire and servo regulated tension. It gives the shallowest bow, the finest surface polish, and the least kerf loss. It is better than older slurry or ID saw methods.
- Servo control avoids wire snap and bow
- No chance of a splice failure with endless wire
- Diamond wire reduces lapping time by slicing itself
What surface finish can I expect from diamond wire cutting?
A contemporary servo-controlled wire saw with diamond wire and DI water cooling may provide Ra values of 0.3–0.8 µm directly from the saw. This is significantly superior than prior ways.
- SiC slurry yields Ra 1.0-3.0 µm
- Diamond wire produces Ra < 0.8 µm
- Final polished IR lenses typically need Ra ≤ 0.02 µm
What is kerf loss, and why does it matter?
Kerf is the material displaced by the wire as it cuts. More kerf = less blanks per ingot.
- Standard kerf wire 200 – 500 µm/cut
- Thin diamond wire – low kerf cutting technology: ≤150 μm
- Reducing kerf from 400 µm to 150 µm may increase blank yield by 15–20%
- Less kerf = cheaper per blank on pricey germanium material
Can one machine cut germanium and other IR materials, such as ZnSe or silicon?
Yes. Most high precision optical machining wire saw platforms can accommodate numerous materials. You merely modify settings and fixtures.
- Germanium: hard and thick – requires regulated feed and tension
- ZnSe: softer, slower feed and finer wire needed
- Silicon: typical semiconductor material cutting – known parameters
- Check the wire type and slurry with each new material
Conclusion
The correct germanium lens blank cutting machine may make all the difference. It has to manage surface finish, bow, slurry, every cut. The ideal solution is a closed loop servo-controlled infinite diamond wire saw.
It produces clean cuts, flat blanks and minimum waste. It works for circular blanks and for prisms as well. Vimfun produces wire saws for IR opticals. Their germanium lens blank cutting machines are trusted and utilised over the globe. Go to Vimfun and choose the greatest match for your line.