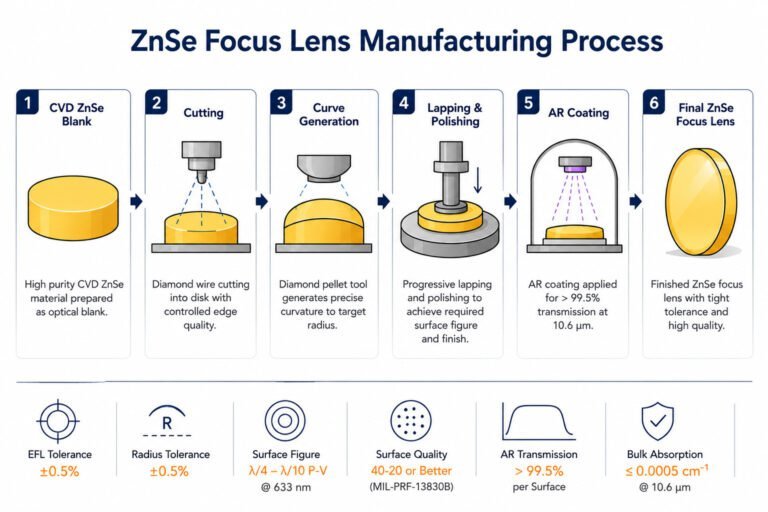
¿Cómo cortar germanio caro y delicado sin destrozarlo? He trabajado en la producción de óptica infrarroja y la fabricación de blancos de lentes ópticas durante más de 12 años. He visto lotes enteros de lingotes arruinados por cortes deficientes. Localice la máquina de corte de blancos de lentes de germanio correcta.
En este artículo, discutiré cómo elegir la máquina de corte de blancos de lentes de germanio adecuada. También discutiré el pulido de la superficie, la comba, la lechada y lo que realmente cuenta en la fabricación real.
¿Qué es una máquina de corte de blancos de lentes de germanio y por qué es importante?
A máquina cortadora de blancos de lentes de germanio corta lingotes de germanio en piezas finas y planas. Estos blancos se mecanizan y pulen para formar lentes IR. El germanio es frágil y caro. Cada corte debe ser exacto. Estas máquinas emplean alambre de diamante o lechada abrasiva.
No se rompen ni dañan la superficie. Los cortes malos desperdician blancos y aumentan el gasto. Una buena máquina regulará la tensión del alambre, la velocidad de avance, el flujo de lechada y la comba. Esto siempre produce blancos de lentes de germanio agradables y planos.

Datos Técnicos Clave: Corte de Blancos de Lentes de Germanio
| Parámetro | Rango Estándar | Objetivo de Alta Precisión |
| Comba de la Oblea | ≤ 50 µm | ≤ 20 µm |
| Rugosidad superficial (Ra) | 0,8–2,0 µm | ≤ 0,5 µm |
| Pérdida de Corte | 300–500 µm | ≤ 150 µm (tecnología de corte de baja pérdida) |
| Diámetro del alambre | 0,2–0,4 mm | 0,08–0,15 mm |
| Velocidad cortante | 5–15 m/min | Controlado por servo, variable |
| Tipo de Lechada | SiC + refrigerante | Lechada de diamante o agua DI con abrasivo |
¿Cómo mejora el corte con alambre de diamante el corte de lingotes de germanio?
El corte de tipo antiguo empleaba un alambre simple con lechada abrasiva suelta. Corte con alambre de diamante es distinto. El alambre está recubierto con partículas de diamante fijas. Esto da como resultado un corte más limpio y rápido. Y produce un acabado más suave tan pronto como sale de la sierra.
Requiere menos pulido después. Esto es algo muy importante para la óptica IR. Los componentes ópticos de germanio necesitan un daño mínimo bajo la superficie. Esto les permite operar eficazmente en la banda térmica de 8 a 12 micrómetros.
Alambre de Diamante Continuo vs. Alambre Estándar: ¿Cuál es la Diferencia?
El alambre de diamante continuo es un bucle que no tiene unión ni empalme. El alambre normal tiene un empalme. Ese empalme es un punto vulnerable. Puede romperse bajo tensión. El alambre continuo elimina ese peligro.
- Tensión constante del alambre en todo el corte. Sin juntas
- Mucha menor probabilidad de que el alambre se rompa a mitad del corte
- Corte más uniforme en todo el lingote
- Mayor longevidad del alambre por uso
Comparación: Alambre de Diamante Continuo vs. Alambre de Diamante Estándar
| Característica | Hilo de diamante sin fin | Alambre de Diamante Estándar |
| Unión del Alambre | Ninguna (circuito cerrado) | Tiene punto de empalme |
| Consistencia de la Tensión | Alta | Moderado |
| Riesgo de Rotura | Very Low | Más alto en el empalme |
| Acabado superficial | Más uniforme | Puede mostrar marcas de empalme |
| Corte Típico | ≤ 150 µm | 200–350 µm |
Sierra de alambre de circuito cerrado (utiliza alambre continuo). El alambre es continuo y forma un bucle. Esto encaja bien con una sierra de alambre controlada por servo. El servomotor monitoriza y corrige la tensión en tiempo real.
- El control servo responde rápidamente a las variaciones de carga del alambre
- Demasiada tensión detiene el corte del alambre
- Se detiene bajo tensión que hace que el blanco se arquee
¿Qué papel juega la lechada en el acabado superficial del blanco de lente de germanio?
La lechada no es solo un agente refrigerante. Es parte del corte. En las sierras de alambre abrasivas sueltas, la lechada lleva las partículas de corte al alambre. El acabado superficial se ve afectado por el tipo de lechada, el grosor, la temperatura y el flujo.
Si lo hace incorrectamente, obtendrá rayones. Terminará con cortes inconsistentes. Obtendrá calor que microagrietará el germanio. Conseguir la lechada correcta es una de las tareas más difíciles del mecanizado óptico de alta precisión. Elija la lechada adecuada para su máquina de corte de blancos de lentes de germanio.
¿Qué tipos de lechada funcionan mejor para componentes ópticos de germanio?
Lechada de carburo de silicio (SiC):
- Bajo costo y fácil disponibilidad
- Bueno para fases de corte aproximado
- Deja una superficie más rugosa (Ra 1,5-3,0 µm)
- Más difícil de desechar de forma segura
Lechada de diamante / Sistema de agua DI:
- Para usar con alambre abrasivo
- Proporciona Ra < 0,5 µm en la mayoría de las configuraciones
- Menos daño subsuperficial al germanio
- Fácil de filtrar y reciclar
Mejores prácticas de gestión de lechada:
- No deje que la lechada supere los 25 °C porque el calor produce fracturas por tensión en el germanio
- Compruebe el tamaño de partícula cada turno
- Utilice filtros en línea para eliminar los residuos del corte
- Reutilice la lechada para reducir el costo por blanco
Tipos de lechada de un vistazo
| Tipo de Lechada | Acabado Ra | Coste | Eliminación | Best For |
| SiC + Aceite | 1,5–3,0 µm | Bajo | Complex | Corte aproximado |
| SiC + Agua | 1,0–2,0 µm | Bajo-Medio | Moderado | Blanking general |
| Lechada de diamante | ≤ 0,5 µm | Alta | Sencillo | Blancos de precisión |
| Agua DI (abrasivo fijo) | 0,3–0,8 µm | Medio | Sencillo | Sierra de alambre sin fin |
¿Cómo se forma el arqueo en los blancos de lentes de germanio y cómo se puede controlar?
El arqueo significa que el blanco no está perfectamente nivelado. Incluso 30 µm de arqueo en un blanco de 100 mm presenta problemas. Complica el montaje. Afecta el pulido, el recubrimiento. El arqueo se forma por la liberación desigual de fuerza durante el corte. También puede originarse por la deflexión del alambre o el calor en todo el lingote.
El problema fundamental en el corte de materiales semiconductores es el control del arqueo. La máquina debe mantener la ruta del alambre recta. Incluso tiene que proporcionar presión de avance. Tiene que mantener la temperatura constante durante el corte. A máquina cortadora de blancos de lentes de germanio necesita la lechada adecuada.
¿Qué características de la máquina reducen el arqueo en los blancos ópticos IR?
Sistema de avance servo-controlado:
- Ajusta la velocidad de avance a medida que cambian las cargas del alambre
- Detiene la deflexión del alambre que causa arqueo
- Mantiene la forma de la ranura constante de arriba a abajo
Montaje de lingote de precisión:
- Pegue el lingote plano y cuadrado antes de cortar
- Cualquier inclinación en el montaje añade arqueo al blanco
Control de tensión del alambre:
- Baja tensión = alambre pandeado = arco
- Alta tensión = riesgo de rotura del alambre
- El servomotor mantiene la tensión en el rango correcto
Gestión térmica:
- La lechada enfría la zona de corte
- Evita que el calor se acumule y deforme la pieza en bruto
Comparación de arco por método de corte:
| Method | Rango típico de arco | Mejor resultado alcanzable |
| Sierra de diámetro interior (ID) | 30–80 µm | ~25 µm |
| Sierra de alambre múltiple con lechada | 20–50 µm | ~15 µm |
| Sierra de alambre de diamante sin fin (servomotor) | 10–30 µm | ≤ 10 µm |
| Sierra de alambre manual | 50–150 µm | ~40 µm |
Las sierras de alambre de diamante sin fin controladas por servomotor producen el menor arco. Son la primera opción para ópticas de germanio para aplicaciones de imagen térmica e infrarroja. La elección de la lechada afecta su pieza en bruto de lente de germanio producción de la máquina de corte.
Corte de prismas de precisión y piezas en bruto IR no redondas: ¿Cuáles son las opciones?
No todas las ópticas IR son redondas. Los prismas, cuñas y secciones conformadas de germanio deben cortarse con precisión a partir de los bloques. No es lo mismo que cortar piezas en bruto circulares. Necesita la configuración adecuada.
Opciones para corte de germanio no redondo:
- Sierra de alambre con fijación angular: Mantiene el bloque en un ángulo predeterminado. Corta piezas en forma de cuña o prisma en un ángulo especificado.
- Sierra de alambre CNC con eje de inclinación, que proporciona ángulos configurables. Buena para trabajos de prismas en lotes pequeños.
- Cortar y trocear: Cortar en placas planas. Luego cortar en forma en un segundo eje. Común para piezas en bruto rectangulares.
Puntos clave para el corte de prismas:
- La precisión de la fijación determina el ángulo del prisma
- Para evitar el astillado del borde, utilice una velocidad de avance moderada
- El corte con lechada produce cortes, pero el alambre de diamante produce bordes más limpios.
- Corte siempre verificar el ángulo usando un autocollimator
Preguntas frecuentes sobre la máquina de corte de piezas en bruto de lentes de germanio
¿Cuál es la mejor máquina de corte para piezas en bruto de lentes de germanio?
La opción óptima es una sierra de alambre de circuito cerrado con alambre de diamante ilimitado y tensión regulada por servomotor. Proporciona el arco más bajo, el pulido de superficie más fino y la menor pérdida de material por corte. Es mejor que los métodos más antiguos de lechada o sierra ID.
- El control del servomotor evita la rotura del alambre y el arco
- Sin posibilidad de fallo de empalme con alambre sin fin
- El alambre de diamante reduce el tiempo de pulido al cortarse a sí mismo
¿Qué acabado superficial puedo esperar del corte con alambre de diamante?
Una sierra de alambre moderna controlada por servomotor con alambre de diamante y refrigeración por agua desionizada puede proporcionar valores Ra de 0.3–0.8 µm directamente de la sierra. Esto es significativamente superior a las formas anteriores.
- La lechada de SiC produce Ra de 1.0-3.0 µm
- El alambre de diamante produce Ra < 0.8 µm
- Las lentes IR pulidas finales suelen necesitar Ra ≤ 0.02 µm
¿Qué es la pérdida de material por corte y por qué es importante?
El corte es el material desplazado por el alambre mientras corta. Más corte = menos piezas en bruto por lingote.
- Alambre de corte estándar 200 – 500 µm/corte
- Alambre de diamante delgado – tecnología de corte de bajo material por corte: ≤150 μm
- Reducir el corte de 400 µm a 150 µm puede aumentar el rendimiento de piezas en bruto en un 15-20%
- Menos corte = más barato por pieza en bruto en material de germanio caro
¿Puede una máquina cortar germanio y otros materiales IR, como ZnSe o silicio?
Sí. La mayoría de las plataformas de sierras de alambre de mecanizado óptico de alta precisión pueden adaptarse a numerosos materiales. Simplemente modifique la configuración y las fijaciones.
- Germanio: duro y grueso – requiere alimentación y tensión reguladas
- ZnSe: más blando, alimentación más lenta y se necesita alambre más fino
- Silicio: corte típico de material semiconductor – parámetros conocidos
- Compruebe el tipo de alambre y la suspensión con cada nuevo material
Conclusión
La máquina cortadora de blancos de lentes de germanio correcta puede marcar la diferencia. Tiene que gestionar el acabado superficial, la curvatura, la suspensión, cada corte. La solución ideal es una sierra de alambre de diamante infinita controlada por servomecanismo en bucle cerrado.
Produce cortes limpios, blancos planos y desperdicio mínimo. Funciona para blancos circulares y también para prismas. Vimfun produce sierras de alambre para ópticas IR. Sus máquinas cortadoras de blancos de lentes de germanio son confiables y utilizadas en todo el mundo. Vaya a Vimfun y elija la mejor opción para su línea.