高価で壊れやすいゲルマニウムを砕かずに切断するにはどうすればよいですか? 私は12年以上、赤外線光学機器の製造と光学レンズブランクの製造に携わってきました。不適切な切断により、インゴットバッチ全体が台無しになるのを何度も見てきました。適切なゲルマニウムレンズブランク切断機を見つけてください。.
この記事では、適切なゲルマニウムレンズブランク切断機の選び方について説明します。また、表面研磨、弓形、スラリー、そして実際の製造で本当に重要なことについても説明します。.
ゲルマニウムレンズブランク切断機とは何ですか?なぜ重要なのでしょうか?
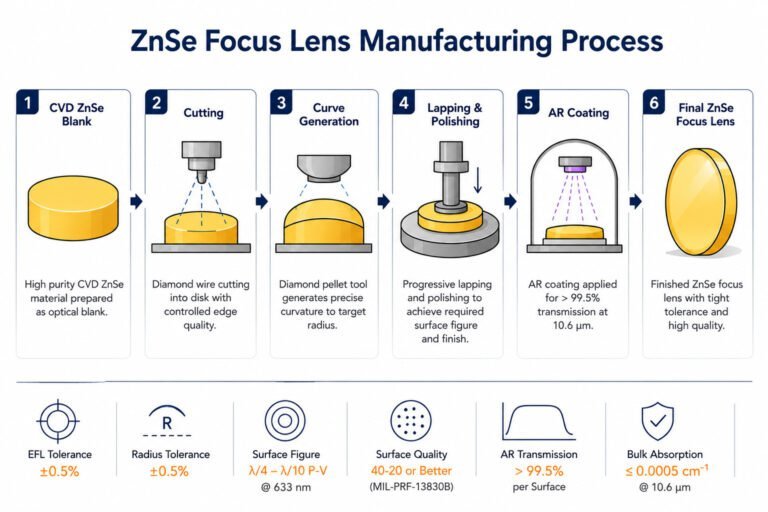
A ドイツ製レンズブランク切断機 ゲルマニウムインゴットを薄い平らな قطعةに切断します。これらのブランクは、IRレンズを形成するために機械加工および研磨されます。ゲルマニウムは壊れやすく高価です。すべての切断は正確でなければなりません。これらの機械は、ダイヤモンドワイヤーソーまたは研磨スラリーを使用します。.
破損したり表面に損傷を与えたりしません。不良な切断はブランクを無駄にし、費用を増加させます。優れた機械は、ワイヤーの張力、送り速度、スラリーの流れ、および弓形を調整します。これにより、常にきれいで平らなゲルマニウムレンズブランクが得られます。.

主要技術データ:ゲルマニウムレンズブランク切断
| パラメータ | 標準範囲 | 高精度ターゲット |
| ウェーハの弓形 | 50 µm以下 | 20 µm以下 |
| 表面粗さ(Ra) | 8–2.0 µm | 5 µm以下 |
| カーフ損失 | 300~500 µm | ≤ 150 µm(低カーフ切断技術) |
| ワイヤー径 | 2–0.4 mm | 08–0.15 mm |
| 切断速度 | 5~15 m/min | サーボ制御、可変 |
| スラリータイプ | SiC + クーラント | ダイヤモンドスラリーまたは研磨剤入りのDI水 |
ダイヤモンドワイヤーソーイングはゲルマニウムインゴットのスライシングをどのように改善しますか?
古いタイプの切断では、緩い研磨スラリーを使用した単純なワイヤーが使用されていました。. ダイヤモンドワイヤーソーイング とは異なります。ワイヤーには固定されたダイヤモンド粒子がコーティングされています。これにより、よりクリーンで迅速な切断が可能になります。また、ソーから取り出した直後に、より滑らかな仕上がりになります。.
後続のラップ加工が少なくて済みます。これはIR光学機器にとって非常に重要なことです。ゲルマニウムの光学部品には、最小限のサブサーフェスダメージが必要です。これにより、8〜12マイクロメートルの熱帯で効果的に動作できます。.
エンドレスダイヤモンドワイヤー対標準ワイヤー:違いは何ですか?
エンドレスダイヤモンドワイヤーは、接合部や継ぎ目のないループです。通常のワイヤーには継ぎ目があります。その継ぎ目は脆弱な部分です。張力で破損する可能性があります。エンドレスワイヤーは、その危険性を排除します。.
- 切断全体にわたる一定のワイヤー張力。継ぎ目なし
- スライス中のワイヤー破損の可能性がはるかに低い
- インゴット全体にわたるより均一なカーフ
- 使用ごとのワイヤー寿命の延長
比較:エンドレスダイヤモンドワイヤー対標準ダイヤモンドワイヤー
| 特徴 | エンドレスダイヤモンドワイヤー | 標準ダイヤモンドワイヤー |
| ワイヤー継ぎ目 | なし(クローズドループ) | 継ぎ目がある |
| 張力の均一性 | 高い | 中程度 |
| 破損リスク | Very Low | 継ぎ目で高い |
| 表面仕上げ | より均一 | 継ぎ目の跡が見られる場合がある |
| 典型的なカーフ | 150 µm以下 | 200~350 µm |
クローズドループワイヤーソー(連続ワイヤーを使用)。ワイヤーは連続しており、ループを形成します。これは、サーボ制御ワイヤーソーと相性が良いです。サーボモーターは、張力をリアルタイムで監視および補正します。.
- サーボ制御はワイヤ負荷の変動に迅速に対応します
- 過度のストレスはワイヤの切断を停止させます
- ブランクが湾曲するストレス下で停止します
ゲルマニウムレンズブランクの表面仕上げにおいてスラリーはどのような役割を果たしますか?
スラリーは冷却剤だけではありません。切断の一部です。ルーズ砥粒ワイヤソーでは、スラリーが切断粒子をワイヤに運びます。表面仕上げは、スラリーの種類、厚さ、温度、流れの影響を受けます。.
不適切に行うと傷がつきます。一貫性のないカットになります。ゲルマニウムをマイクロクラックする熱が発生します。スラリーを適切に調整することは、高精度光学加工における最も困難な作業の1つです。ゲルマニウムレンズブランク切断機に適切なスラリーを選択してください。.
ゲルマニウム光学部品に最適なスラリーの種類は何ですか?
炭化ケイ素(SiC)スラリー:
- 低コストで入手が容易
- 粗切断段階に適しています
- より粗い表面を残します(Ra 1.5〜3.0 µm)
- 安全な廃棄がより困難です
ダイヤモンドスラリー / DI水システム:
- ワイヤ研磨に使用
- ほとんどのセットアップでRa < 0.5 µmを提供します
- ゲルマニウムへのサブサーフェスダメージが少ない
- ろ過とリサイクルが容易
スラリー管理のベストプラクティス:
- スラリーを25℃以上にしないようにしてください。熱はゲルマニウムに応力破壊を引き起こします。
- シフトごとに粒子サイズを確認してください
- 切断くずを除去するためにインラインフィルターを使用してください
- ブランクあたりのコストを削減するためにスラリーを再利用してください
スラリーの種類を一目で確認
| スラリータイプ | Ra仕上げ | 料金 | 廃棄 | Best For |
| SiC + オイル | 5–3.0 µm | 低い | Complex | 粗切断 |
| SiC + 水 | 0–2.0 µm | 低〜中 | 中程度 | 一般的なブランキング |
| ダイヤモンドスラリー | 5 µm以下 | 高い | シンプル | 精密ブランク |
| DI水(固定砥粒) | 3–0.8 µm | ミディアム | シンプル | エンドレスワイヤソー |
ゲルマニウムレンズブランクに湾曲が形成されるのはなぜですか?また、どのように制御できますか?
湾曲は、ブランクが正確に平坦でないことを示します。100 mmのブランクで30 µmの湾曲でも問題が発生します。取り付けが複雑になります。研磨やコーティングに影響します。湾曲は、切断中に力の不均一な解放によって形成されます。ワイヤのたわみやインゴット全体の熱によっても発生する可能性があります。.
半導体材料の切断における根本的な問題は、湾曲の制御です。機械はワイヤ経路をまっすぐに維持する必要があります。送り圧力を供給する必要さえあります。切断中は温度を一定に保つ必要があります。 ドイツ製レンズブランク切断機 適切なスラリーが必要です。.
IR光学ブランクの湾曲を低減する機械の特徴は何ですか?
サーボ制御送りシステム:
- ワイヤ負荷の変動に合わせて送り速度を調整します
- 湾曲を引き起こすワイヤのたわみを停止します
- 上から下までカーフ形状を安定させます
精密インゴットマウント:
- 切断前にインゴットを平坦かつ直角に接着します
- マウントの傾きはブランクに湾曲を加えます
ワイヤ張力制御:
- 低い張力 = ワイヤーのたるみ = 反り
- 高い張力 = ワイヤー破損のリスク
- サーボは張力を適切な範囲に保ちます
熱管理:
- スラリーはカットゾーンを冷却します
- 熱の蓄積とブランクの歪みを防ぎます
切断方法別の反り比較:
| Method | 一般的な反りの範囲 | 達成可能な最高値 |
| ID(内径)ソー | 30–80 µm | 約25 µm |
| マルチワイヤー スラリーソー | 20~50 µm | 約15 µm |
| エンドレスダイヤモンドワイヤーソー(サーボ) | 10~30 µm | ≤ 10 µm |
| 手動ワイヤーソー | 50~150 µm | 約40 µm |
サーボ制御のエンドレスダイヤモンドワイヤーソーは、最も低い反りを実現します。これらは、サーマルイメージングおよびIRアプリケーション向けのゲルマニウム光学部品の最初の選択肢です。スラリーの選択は、 ゲルマニウムレンズブランク の切断機の出力に影響します。.
精密プリズム切断および非円形IRブランク:選択肢は?
すべてのIR光学部品が円形であるわけではありません。ゲルマニウムプリズム、ウェッジ、および形状加工されたセクションは、ブロックから正確に切断する必要があります。円形のブランクのスライスとは異なります。適切な構成が必要です。.
非円形ゲルマニウム切断の選択肢:
- 角度付き治具付きワイヤーソー:ブロックを所定の角度に保ちます。指定された角度でウェッジまたはプリズム形状の部品を切断します。.
- チルト軸付きCNCワイヤーソー:設定可能な角度を提供します。小ロットのプリズム加工に適しています。.
- スライス&ダイス:平坦なプレートに切断します。次に、2番目の軸で形状に切断します。長方形のブランクによく使用されます。.
プリズム切断の重要なポイント:
- 治具の精度がプリズム角度を決定します
- エッジの欠けを防ぐために、穏やかな送り速度を使用してください
- スラリーワイヤーは切断しますが、ダイヤモンドワイヤーはよりきれいなエッジを生成します。.
- 切断時には、常にオートコリメータを使用して角度を確認してください
ゲルマニウムレンズブランク切断機に関するFAQ
ゲルマニウムレンズブランクに最適な切断機は何ですか?
最適な選択肢は、エンドレスダイヤモンドワイヤーとサーボ制御の張力を備えたクローズドループワイヤーソーです。最も浅い反り、最も細かい表面研磨、および最も少ないカーフ損失を実現します。古いスラリーまたはIDソーの方法よりも優れています。.
- サーボ制御により、ワイヤーの破損と反りを回避
- エンドレスワイヤーでは、接続部の破損の可能性はありません
- ダイヤモンドワイヤーは、自己切断によりラップ時間を短縮します
ダイヤモンドワイヤー切断で期待できる表面仕上げは何ですか?
ダイヤモンドワイヤーとDI水冷却を備えた最新のサーボ制御ワイヤーソーは、ソーから直接Ra値0.3〜0.8 µmを提供できます。これは、以前の方法よりも大幅に優れています。.
- SiCスラリーはRa 1.0〜3.0 µmを生成します
- ダイヤモンドワイヤーはRa < 0.8 µmを生成します
- 最終的に研磨されたIRレンズは、通常、Ra ≤ 0.02 µmを必要とします
カーフ損失とは何ですか、そしてなぜそれが重要ですか?
カーフとは、切断中にワイヤーによって変位する材料のことです。カーフが多いほど、インゴットあたりのブランクが少なくなります。.
- 標準カーフワイヤー 200〜500 µm/カット
- 細径ダイヤモンドワイヤー – 低カーフ切断技術:≤150 µm
- カーフを400 µmから150 µmに減らすと、ブランクの収率が15〜20%増加する可能性があります
- カーフが少ないほど、高価なゲルマニウム材料でのブランクあたりのコストが安くなります
1台の機械でゲルマニウムやその他のIR材料(ZnSeやシリコンなど)を切断できますか?
はい。ほとんどの高精度光学機械加工ワイヤーソープラットフォームは、多数の材料に対応できます。設定と治具を変更するだけです。.
- ゲルマニウム:硬くて厚い – 規制された送り量と張力が必要
- ZnSe:より柔らかく、より遅い送り量とより細いワイヤーが必要
- シリコン:典型的な半導体材料の切断 – パラメータは既知
- 新しい材料ごとにワイヤーの種類とスラリーを確認してください
結論
正しいゲルマニウムレンズブランク切断機がすべてを変える可能性があります。表面仕上げ、反り、スラリー、すべての切断を管理する必要があります。理想的なソリューションは、クローズドループサーボ制御の無限ダイヤモンドワイヤーソーです。.
クリーンなカット、平坦なブランク、最小限の廃棄物を生成します。円形ブランクとプリズムの両方に機能します。. ヴィムファン IR光学部品用のワイヤーソーを製造しています。同社のゲルマニウムレンズブランク切断機は、世界中で信頼され、利用されています。Vimfunにアクセスして、あなたのラインに最適なものを選んでください。.