Comment découper du germanium coûteux et délicat sans le briser ? J'ai travaillé dans la production d'optiques infrarouges et la fabrication de ébauches de lentilles optiques pendant plus de 12 ans. J'ai vu des lots entiers de lingots ruinés par une découpe médiocre. Localisez la bonne machine de découpe d'ébauches de lentilles en germanium.
Dans cet article, j'expliquerai comment choisir la bonne machine de découpe d'ébauches de lentilles en germanium. J'aborderai également le poli de surface, la déformation, la boue abrasive et ce qui compte vraiment dans la fabrication réelle.
Qu'est-ce qu'une machine de découpe d'ébauches de lentilles en germanium et pourquoi est-ce important ?
A machine de découpe de ébauches de lentilles en germanium découpe des lingots de germanium en fines pièces plates. Ces ébauches sont ensuite usinées et polies pour former des lentilles IR. Le germanium est fragile et coûteux. Chaque coupe doit être exacte. Ces machines utilisent un fil diamanté ou une boue abrasive.
Ils ne se cassent pas et n'endommagent pas la surface. De mauvaises coupes gaspillent des ébauches et augmentent les dépenses. Une bonne machine régulera la tension du fil, la vitesse d'avance, le débit de la boue abrasive et la déformation. Cela produit toujours de belles ébauches de lentilles en germanium plates.

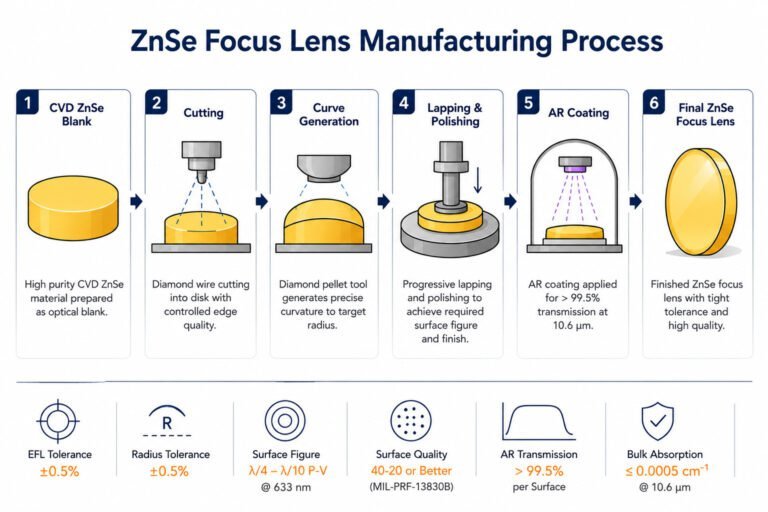
Données techniques clés : Découpe d'ébauches de lentilles en germanium
| Paramètre | Plage standard | Cible de haute précision |
| Déformation de la plaquette | ≤ 50 µm | ≤ 20 µm |
| Rugosité de la surface (Ra) | 0,8–2,0 µm | ≤ 0,5 µm |
| Perte de matière (Kerf) | 300–500 µm | ≤ 150 µm (technologie de découpe à faible perte de matière) |
| Diamètre du fil | 0,2–0,4 mm | 0,08–0,15 mm |
| Vitesse de coupe | 5–15 m/min | Servocommandé, variable |
| Type de boue abrasive | SiC + liquide de refroidissement | Boue diamantée ou eau désionisée avec abrasif |
Comment le sciage de fil diamanté améliore-t-il la découpe de lingots de germanium ?
Les anciennes méthodes de découpe utilisaient un fil simple avec une boue abrasive lâche. Sciage de fil diamanté est distinct. Le fil est revêtu de particules de diamant fixées. Cela permet une coupe plus propre et plus rapide. Et cela produit une finition plus lisse dès la sortie de la scie.
Cela nécessite moins de rodage par la suite. C'est un avantage énorme pour les optiques IR. Les composants optiques en germanium nécessitent des dommages minimaux sous la surface. Cela leur permet de fonctionner efficacement dans la bande thermique de 8 à 12 micromètres.
Fil diamanté sans fin vs fil standard : Quelle est la différence ?
Le fil diamanté sans fin est une boucle qui n'a pas de jonction ni d'épissure. Le fil ordinaire a une épissure. Cette épissure est un point vulnérable. Elle peut se casser sous la contrainte. Le fil sans fin élimine ce danger.
- Tension constante du fil sur toute la coupe. Pas de jointure
- Beaucoup moins de risque de rupture du fil en cours de découpe
- Matière plus uniforme sur tout le lingot
- Durée de vie plus longue du fil par utilisation
Comparaison : Fil diamanté sans fin vs fil diamanté standard
| Fonctionnalité | Fil diamanté sans fin | Fil diamanté standard |
| Joint de fil | Aucun (boucle fermée) | A un point d'épissure |
| Consistance de la tension | Haut | Modéré |
| Risque de rupture | Very Low | Plus uniforme |
| Finition de la surface | Plus élevé au niveau de l'épissure | Peut présenter des marques d'épissure |
| Matière typique | ≤ 150 µm | 200–350 µm |
Scie à fil en boucle fermée (utilise un fil continu). Le fil est continu et forme une boucle. Ceci s'intègre bien avec une scie à fil servocommandée. Le servomoteur surveille et corrige la tension en temps réel.
- Le contrôle servo répond rapidement aux variations de charge du fil
- Trop de contrainte arrête de casser le fil
- S'arrête sous une contrainte qui fait courber le flan
Quel rôle la boue joue-t-elle dans la finition de surface des flans de lentilles en germanium ?
La boue n'est pas seulement un agent de refroidissement. Elle fait partie de la coupe. Dans les scies à fil abrasif lâche, la boue amène les particules de coupe sur le fil. La finition de surface est affectée par le type de boue, son épaisseur, sa température et son débit.
Si vous le faites mal, vous obtenez des rayures. Vous obtenez des coupes incohérentes. Vous obtenez de la chaleur qui micro-fissure le germanium. Obtenir la boue correcte est l'une des tâches les plus difficiles de l'usinage optique de haute précision. Choisissez la bonne boue pour votre machine de découpe de flans de lentilles en germanium.
Quels types de boue fonctionnent le mieux pour les composants optiques en germanium ?
Boue de carbure de silicium (SiC) :
- Faible coût et disponibilité simple
- Bon pour les phases de coupe grossière
- Laisse une surface plus rugueuse (Ra 1,5-3,0 µm)
- Plus difficile à éliminer en toute sécurité
Boue diamantée / Système d'eau désionisée :
- À utiliser avec un fil abrasif
- Donne Ra < 0,5 µm sur la plupart des configurations
- Moins de dommages sous-jacents au germanium
- Facile à filtrer et à recycler
Meilleures pratiques de gestion de la boue :
- Ne laissez pas la boue dépasser 25°C car la chaleur produit des fractures de contrainte dans le germanium
- Vérifiez la taille des particules à chaque quart de travail
- Utilisez des filtres en ligne pour éliminer les débris de coupe
- Réutilisez la boue pour réduire le coût par flan
Types de boue en un coup d'œil
| Type de boue abrasive | Finition Ra | Coût | Élimination | Best For |
| SiC + Huile | 1,5–3,0 µm | Faible | Complex | Coupe grossière |
| SiC + Eau | 1,0–2,0 µm | Faible-Moyen | Modéré | Ponçage général |
| Boue diamantée | ≤ 0,5 µm | Haut | Simple | Flans de précision |
| Eau désionisée (abrasif fixe) | 0,3–0,8 µm | Moyen | Simple | Scie à fil sans fin |
Comment la courbure se forme-t-elle dans les flans de lentilles en germanium et comment peut-elle être contrôlée ?
La courbure signifie que le flan n'est pas parfaitement plat. Même 30 µm de courbure sur un flan de 100 mm pose des problèmes. Elle complique le montage. Elle affecte le polissage, le revêtement. La courbure est formée par une libération inégale de force pendant la coupe. Elle peut également provenir de la déflexion du fil ou de la chaleur à travers le lingot.
Le problème fondamental dans la découpe des matériaux semi-conducteurs est le contrôle de la courbure. La machine doit maintenir la trajectoire du fil droite. Elle doit même fournir une pression d'avance. Elle doit maintenir la température constante pendant la coupe. Un machine de découpe de ébauches de lentilles en germanium nécessite la bonne boue.
Quelles caractéristiques de machine réduisent la courbure dans les flans optiques IR ?
Système d'alimentation à commande servo :
- Ajuste la vitesse d'avance lorsque la charge du fil change
- Arrête la déflexion du fil qui provoque la courbure
- Maintient la forme de la saignée stable de haut en bas
Montage de lingot de précision :
- Collez le lingot à plat et d'équerre avant la coupe
- Toute inclinaison dans le montage ajoute de la courbure au flan
Contrôle de la tension du fil :
- Faible tension = affaissement du fil = cintrage
- Haute tension = risque de rupture du fil
- Le servomoteur maintient la tension dans la bonne plage
Gestion thermique :
- La boue refroidit la zone de coupe
- Empêche la chaleur de s'accumuler et de déformer la ébauche
Comparaison du cintrage par méthode de coupe :
| Method | Plage de cintrage typique | Meilleur réalisable |
| Scie à diamètre intérieur (ID) | 30–80 µm | ~25 µm |
| Scie à fil multi-fils avec boue | 20–50 µm | ~15 µm |
| Scie à fil diamanté sans fin (servo) | 10–30 µm | ≤ 10 µm |
| Scie à fil manuelle | 50–150 µm | ~40 µm |
Les scies à fil diamanté sans fin contrôlées par servomoteur produisent le plus faible cintrage. Elles constituent la première option pour les optiques en germanium pour les applications d'imagerie thermique et infrarouge. Le choix de la boue affecte votre ébauche de lentille en germanium rendement de la machine de coupe.
Coupe de précision de prismes et ébauches IR non rondes : Quelles sont les options ?
Toutes les optiques IR ne sont pas rondes. Les prismes, coins et sections façonnés en germanium doivent être coupés avec précision à partir des blocs. Ce n'est pas la même chose que de trancher des ébauches circulaires. Vous avez besoin de la configuration appropriée.
Options pour la coupe de germanium non rond :
- Scie à fil avec montage d'angle : Maintient le bloc à un angle prédéterminé. Coupe des pièces en forme de coin ou de prisme à un angle spécifié.
- Scie à fil CNC avec axe d'inclinaison, qui fournit des angles configurables. Bon pour le travail de petits lots de prismes.
- Trancher et découper : Couper en plaques plates. Ensuite, découper la forme sur un second axe. Courant pour les ébauches rectangulaires.
Points clés pour la coupe de prismes :
- La précision du montage détermine l'angle du prisme
- Pour éviter l'écaillage des bords, utilisez une vitesse d'avance modérée
- La boue coupe le fil mais le fil diamanté produit des bords plus nets.
- Coupe toujours vérifier l'angle à l'aide d'un autocollimateur
FAQ sur la machine de découpe d'ébauches de lentilles en germanium
Quelle est la meilleure machine de découpe pour les ébauches de lentilles en germanium ?
L'option optimale est une scie à fil en boucle fermée avec un fil diamanté illimité et une tension régulée par servomoteur. Elle offre le cintrage le plus faible, le meilleur poli de surface et la moindre perte de matière. Elle est meilleure que les anciennes méthodes de boue ou de scie ID.
- Le contrôle par servomoteur évite la rupture du fil et le cintrage
- Aucune chance de rupture d'épissure avec un fil sans fin
- Le fil diamanté réduit le temps de rodage en se tranchant lui-même
Quel état de surface puis-je attendre de la coupe au fil diamanté ?
Une scie à fil moderne contrôlée par servomoteur avec fil diamanté et refroidissement à l'eau DI peut fournir des valeurs Ra de 0,3–0,8 µm directement à partir de la scie. C'est nettement supérieur aux méthodes antérieures.
- La boue SiC donne Ra 1,0-3,0 µm
- Le fil diamanté produit Ra < 0,8 µm
- Les lentilles IR polies finales nécessitent généralement Ra ≤ 0,02 µm
Qu'est-ce que la perte de matière, et pourquoi est-ce important ?
La matière perdue est le matériau déplacé par le fil pendant la coupe. Plus de matière perdue = moins d'ébauches par lingot.
- Fil à perte de matière standard 200 – 500 µm/coupe
- Fil diamanté fin – technologie de coupe à faible perte de matière : ≤150 μm
- Réduire la perte de matière de 400 µm à 150 µm peut augmenter le rendement d'ébauches de 15–20 %
- Moins de matière perdue = moins cher par ébauche sur du matériau germanium coûteux
Une seule machine peut-elle couper du germanium et d'autres matériaux IR, tels que le ZnSe ou le silicium ?
Oui. La plupart des plateformes de scies à fil de haute précision pour l'usinage optique peuvent accueillir de nombreux matériaux. Il suffit de modifier les paramètres et les montages.
- Germanium : dur et épais – nécessite une alimentation et une tension régulées
- ZnSe : plus doux, alimentation plus lente et fil plus fin nécessaires
- Silicium : découpe typique de matériau semi-conducteur – paramètres connus
- Vérifiez le type de fil et la boue avec chaque nouveau matériau
Conclusion
La bonne machine de découpe de flans de lentilles en germanium peut faire toute la différence. Elle doit gérer la finition de surface, la déformation, la boue, chaque coupe. La solution idéale est une scie à fil diamanté infinie à commande asservie en boucle fermée.
Il produit des coupes nettes, des flans plats et un minimum de déchets. Il fonctionne aussi bien pour les flans circulaires que pour les prismes. Vimfun produit des scies à fil pour optiques IR. Leurs machines de découpe de flans de lentilles en germanium sont fiables et utilisées dans le monde entier. Allez sur Vimfun et choisissez la meilleure correspondance pour votre ligne.