High purity germanium lens processing refers to the specialized cutting, grinding, polishing, and coating procedures required to manufacture infrared optical lenses from germanium crystal with purity levels of 99.999% (5N) or higher. Standard germanium processing techniques must be modified for high purity material because contamination introduced during any manufacturing stage — from cutting coolant, polishing slurry, or handling — can create absorption sites that degrade the infrared transmission performance that makes high purity germanium valuable in the first place.
This guide covers what distinguishes high purity germanium lens processing from standard optical germanium work, the critical contamination control requirements at each stage, and the equipment and process specifications needed to preserve material purity through the entire manufacturing chain.

What Is High Purity Germanium and Why Does Purity Matter?
High purity germanium (HPGe) for optical applications is single-crystal germanium with impurity concentrations below 10 parts per million (≥ 99.999% or 5N purity). The highest optical grades reach 6N (99.9999%) purity with net carrier concentrations below 10¹⁰ atoms/cm³.
According to UniversityWafer, optical-grade germanium typically requires ≥ 5N purity with low dislocation density and single-crystal structure to minimize optical scattering and absorption in the 2–14 μm infrared transmission window.
Purity directly affects optical performance because trace impurities create localized absorption bands within germanium’s transmission window:
| Purity Grade | Impurity Level | Typical Application | IR Transmission Impact |
|---|---|---|---|
| 4N (99.99%) | < 100 ppm | Industrial IR windows | Acceptable for 8–12 μm band |
| 5N (99.999%) | < 10 ppm | Precision FLIR lenses | Optimized for 3–12 μm band |
| 6N (99.9999%) | < 1 ppm | HPGe detectors, premium optics | Maximum transmission, minimal absorption |
| 12N (detector grade) | < 10¹⁰ atoms/cm³ | Gamma-ray spectroscopy | Semiconductor application, not optical |
For thermal imaging lenses operating in the 8–12 μm LWIR band, 5N germanium provides the standard balance of material cost and optical performance. Premium applications — military targeting systems, airborne FLIR, and high-resolution medical thermography — specify 6N to minimize internal absorption that reduces system sensitivity.
High Purity Germanium Lens Processing: Stage-by-Stage Requirements
High purity germanium lens processing follows the same fundamental sequence as standard germanium IR optics manufacturing — blank cutting, grinding, polishing, coating — but with additional contamination control requirements at every stage.
Stage 1: Blank Cutting — Contamination-Free Slicing
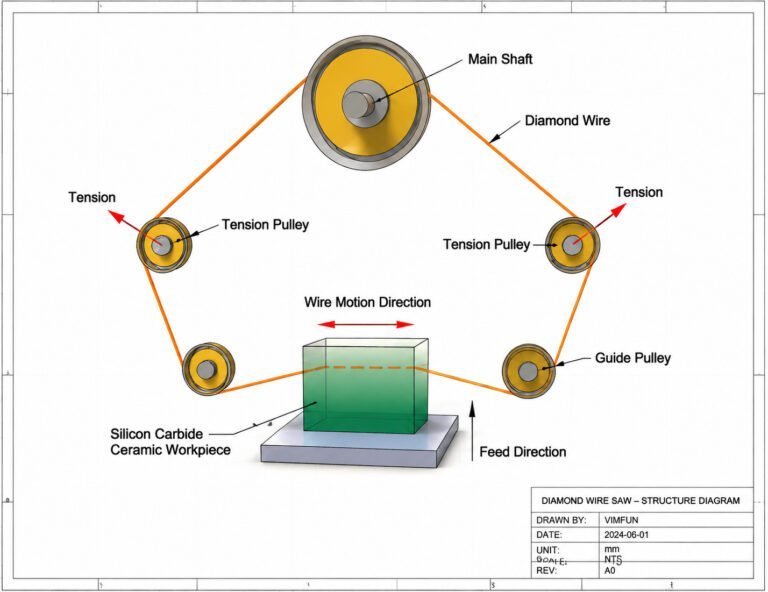
Standard diamond wire cutting introduces two contamination sources: the wire’s metallic core material (typically steel or tungsten) and the cutting fluid chemistry. For high purity germanium lens processing, both must be controlled.
A germanium lens cutting machine configured for high purity work requires:
- Diamond wire selection: Nickel-bonded diamond wire preferred over resin-bonded to minimize organic contamination transfer
- Cutting fluid: Ultrapure water-based coolant with resistivity > 1 MΩ·cm, filtered to 0.5 μm
- Workholding: PTFE or ceramic fixtures — no copper, brass, or bare aluminum contact surfaces
- Post-cut cleaning: Immediate ultrasonic cleaning in high-purity isopropanol followed by deionized water rinse
The germanium lens blank cutting process for 5N+ material should target:
| Parameter | Standard Ge | High Purity Ge (5N+) |
|---|---|---|
| Cutting Fluid Purity | Industrial grade | Ultrapure (> 1 MΩ·cm) |
| Post-Cut Cleaning | Standard rinse | Ultrasonic + DI water cascade |
| Handling | Nitrile gloves | Cleanroom gloves + lint-free wipes |
| Surface Contamination Check | Visual only | FTIR surface scan recommended |
| TTV Target | < 15 μm | < 10 μm (less grinding stock = less process exposure) |
Tighter TTV from the saw reduces the amount of material removal required during grinding, which means less time exposed to potential contamination sources in downstream processes.

Stage 2: Grinding and Lapping — Abrasive Purity Control
Grinding and lapping are the highest contamination risk stages in high purity germanium lens processing because abrasive particles are pressed into the germanium surface under load. Metallic contaminants in the abrasive or slurry can embed in the subsurface layer and become permanent absorption sites.
Requirements for high purity germanium grinding:
- Abrasive material: High-purity alumina (Al₂O₃) or diamond — avoid silicon carbide (SiC) which introduces silicon contamination
- Slurry preparation: Filtered through 1 μm membrane before use; mixed with deionized water only
- Lapping plate material: Optical-grade cast iron or ceramic — avoid plates with copper or tin content
- Process water: Deionized, > 10 MΩ·cm resistivity
For germanium lens grinding equipment processing high purity material, dedicated lapping plates should be maintained exclusively for germanium work. Cross-contamination from plates previously used for zinc selenide, silicon, or glass will introduce foreign material into the germanium subsurface.
The grinding sequence for high purity germanium lenses:
| Step | Abrasive | Grain Size | Stock Removal | Surface After |
|---|---|---|---|---|
| Rough Grind | High-purity Al₂O₃ | 15 μm | 50–100 μm/side | Ra 0.8–1.2 μm |
| Fine Grind | High-purity Al₂O₃ | 5 μm | 20–30 μm/side | Ra 0.2–0.4 μm |
| Pre-polish Lap | Diamond suspension | 1 μm | 5–10 μm/side | Ra 0.05–0.10 μm |
Between each step, parts undergo ultrasonic cleaning to prevent abrasive carryover from the previous grit stage embedding larger particles during finer grinding.
Stage 3: Polishing — The Critical Quality Stage
Polishing determines the final surface quality of high purity germanium lenses. The target specifications for premium applications are significantly tighter than standard IR optics:
| Specification | Standard Ge Optics | High Purity Ge (Premium) |
|---|---|---|
| Surface Roughness Ra | ≤ 2 nm (0.002 μm) | ≤ 1 nm (0.001 μm) |
| Scratch-Dig | 40-20 | 20-10 or 10-5 |
| Surface Figure | < 0.5 fringe | < 0.25 fringe (λ/8 @ 633nm) |
| Subsurface Damage | < 2 μm | < 0.5 μm |
Achieving these specifications requires a germanium optics polishing machine with:
- Polishing pad: Synthetic polyurethane (Suba-type) for rough polish, pitch for final figure correction
- Polishing slurry: Colloidal silica (20–50 nm particle size) in ultrapure suspension
- Temperature control: Pad temperature monitored and maintained below 30°C — germanium’s thermal runaway sensitivity means excess heat during polishing can alter surface chemistry
- Environment: Class 1000 (ISO 6) cleanroom or better for final polishing operations
The most common failure mode in high purity germanium lens processing is “orange peel” surface texture caused by crystallographic-dependent polishing rates. Germanium’s diamond cubic crystal structure means different crystal orientations polish at different rates, creating periodic surface undulations visible in interferometric testing even when Ra measurements appear acceptable. Proper pad conditioning and controlled low-speed polishing mitigate this effect.
Stage 4: Coating for High Purity Applications
Anti-reflection coatings for high purity germanium lenses must match the material’s enhanced transmission capability. Using a standard coating designed for industrial-grade germanium on a 5N lens wastes the material’s potential.
Recommended coating configurations for high purity germanium:
| Application | Coating | Band | Transmission |
|---|---|---|---|
| FLIR / Thermal Imaging | Multi-layer AR | 8–12 μm | > 97% |
| Broadband IR | Multi-layer AR | 3–12 μm | > 95% |
| Harsh Environment | DLC + AR | 7–14 μm | > 93% |
| Dual-Band | Specialized multi-layer | 3–5 + 8–12 μm | > 92% per band |
Pre-coating surface preparation is critical: any organic residue on the germanium surface will be sealed under the coating and create permanent absorption sites. High purity germanium lenses should undergo plasma cleaning immediately before entering the coating chamber.
High Purity Germanium Lens Processing: Common Quality Issues
Issue 1: Transmission Below Specification
First check: Verify incoming crystal purity certificate matches the specified grade. Many germanium blanks are sold as “optical grade” without specifying a numeric purity level — request the actual impurity analysis (GDMS or ICP-MS test report).
Process cause: Subsurface contamination from grinding abrasive or polishing slurry. Run FTIR transmission scan and compare against unprocessed witness sample from the same crystal boule. Any new absorption bands indicate process-introduced contamination.
Issue 2: Haze or Scatter on Polished Surface
Most likely cause: Inadequate cleaning between grinding steps. Residual coarse abrasive particles carried into fine polishing create micro-scratches that scatter infrared radiation. Implement ultrasonic cleaning protocol between every abrasive transition.
Material cause: Crystal defects (dislocations, twins, or grain boundaries) in the starting material. These cannot be removed by processing — reject the blank and request replacement from the crystal grower.
Issue 3: Coating Adhesion Failure
Root cause: Surface contamination or subsurface damage. According to Goodfellow Materials, germanium is stable in air and water but surface oxides can form that interfere with coating adhesion. Plasma cleaning within 30 minutes of coating deposition eliminates this issue.
Choosing Equipment for High Purity Germanium Lens Processing
The equipment requirements for high purity germanium lens processing are not fundamentally different from standard germanium work — the same machine types are used. The difference is in the process discipline: dedicated tooling, controlled consumables, and cleaning protocols between every step.
Key equipment considerations:
- Cutting machine: Must support ultrapure coolant — closed-loop filtration with chemical monitoring
- Grinding/Lapping: Dedicated plates for germanium only — no cross-material use
- Polishing: Temperature-controlled platen with cleanroom-compatible enclosure
- Metrology: FTIR spectrophotometer for transmission verification at operating wavelength
The complete equipment chain from the infrared optics manufacturing equipment platform can be configured for high purity work with appropriate consumable upgrades and contamination control procedures.
Processing high purity germanium and need equipment matched to your purity requirements? Contact our engineering team → for equipment recommendations with consumable specifications tailored to 5N/6N optical grade germanium.