Le traitement des lentilles en germanium de haute pureté fait référence aux procédures spécialisées de découpe, de meulage, de polissage et de revêtement nécessaires pour fabriquer des lentilles optiques infrarouges à partir de cristal de germanium avec des niveaux de pureté de 99,999% (5N) ou plus. Les techniques standard de traitement du germanium doivent être modifiées pour les matériaux de haute pureté, car la contamination introduite à n'importe quelle étape de fabrication – qu'il s'agisse du liquide de coupe, de la pâte de polissage ou de la manipulation – peut créer des sites d'absorption qui dégradent les performances de transmission infrarouge qui rendent le germanium de haute pureté précieux en premier lieu.
Ce guide couvre ce qui distingue le traitement des lentilles en germanium de haute pureté du travail standard sur le germanium optique, les exigences critiques de contrôle de la contamination à chaque étape, ainsi que l'équipement et les spécifications de processus nécessaires pour préserver la pureté du matériau tout au long de la chaîne de fabrication.

Qu'est-ce que le germanium de haute pureté et pourquoi la pureté est-elle importante ?
Le germanium de haute pureté (HPGe) pour les applications optiques est du germanium monocristallin avec des concentrations d'impuretés inférieures à 10 parties par million (pureté ≥ 99,999% ou 5N). Les qualités optiques les plus élevées atteignent une pureté de 6N (99,9999%) avec des concentrations de porteurs nets inférieures à 10¹⁰ atomes/cm³.
Selon UniversityWafer, le germanium de qualité optique nécessite généralement une pureté ≥ 5N avec une faible densité de dislocations et une structure monocristalline pour minimiser la diffusion et l'absorption optiques dans la fenêtre de transmission infrarouge de 2 à 14 μm.
La pureté affecte directement les performances optiques car les impuretés traces créent des bandes d'absorption localisées dans la fenêtre de transmission du germanium :
| Grade de pureté | Niveau d'impureté | Typical Application | Impact sur la transmission IR |
|---|---|---|---|
| 4N (99,99%) | < 100 ppm | Fenêtres IR industrielles | Acceptable pour la bande 8–12 μm |
| 5N (99,999%) | < 10 ppm | Lentilles FLIR de précision | Optimisé pour la bande 3–12 μm |
| 6N (99,9999%) | < 1 ppm | Détecteurs HPGe, optiques haut de gamme | Transmission maximale, absorption minimale |
| 12N (qualité détecteur) | < 10¹⁰ atomes/cm³ | Spectroscopie gamma | Application semi-conducteur, pas optique |
Pour les lentilles d'imagerie thermique fonctionnant dans la bande LWIR de 8 à 12 μm, le germanium 5N offre le juste équilibre entre le coût du matériau et les performances optiques. Les applications haut de gamme — systèmes de ciblage militaires, FLIR aéroporté et thermographie médicale haute résolution — spécifient le 6N pour minimiser l'absorption interne qui réduit la sensibilité du système.
Traitement des lentilles en germanium de haute pureté : exigences étape par étape
Le traitement des lentilles en germanium de haute pureté suit la même séquence fondamentale que la fabrication standard d'optiques infrarouges en germanium fabrication d'optiques infrarouges en germanium standard — découpe du blanc, meulage, polissage, revêtement — mais avec des exigences supplémentaires de contrôle de la contamination à chaque étape.
Étape 1 : Découpe du blanc — Découpe sans contamination
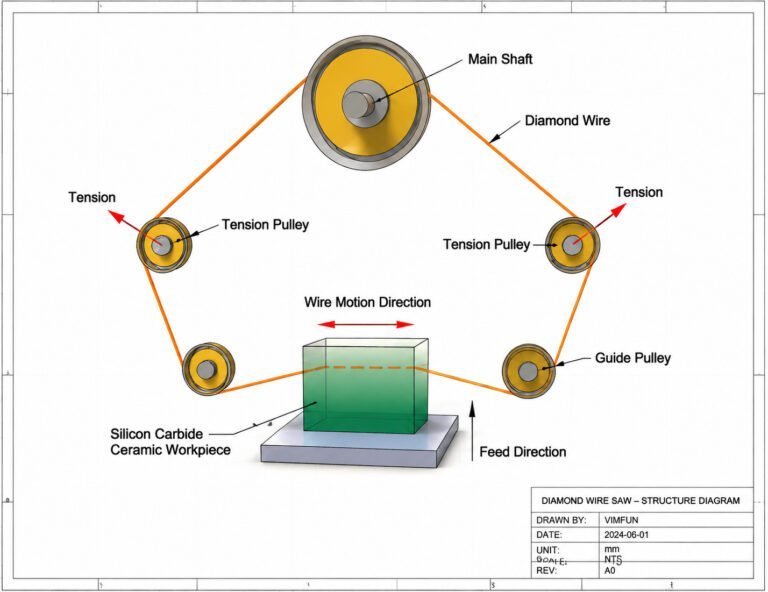
La découpe standard au fil diamanté introduit deux sources de contamination : le noyau métallique du fil (généralement en acier ou en tungstène) et la chimie du fluide de coupe. Pour le traitement des lentilles en germanium de haute pureté, les deux doivent être contrôlés.
A machine de découpe de lentilles en germanium configuré pour le travail de haute pureté nécessite :
- Sélection du fil diamanté: Fil diamanté lié au nickel préféré au fil lié à la résine pour minimiser le transfert de contamination organique
- Fluide de coupe: Liquide de refroidissement à base d'eau ultrapure avec une résistivité > 1 MΩ·cm, filtré à 0,5 μm
- Maintien de la pièce: Gabarits en PTFE ou en céramique — pas de surfaces de contact en cuivre, laiton ou aluminium nu
- Nettoyage post-découpe: Nettoyage ultrasonique immédiat à l'isopropanol de haute pureté suivi d'un rinçage à l'eau désionisée
Le découpe de flans de lentilles en germanium le processus pour le matériau 5N+ devrait viser :
| Paramètre | Ge standard | Ge de haute pureté (5N+) |
|---|---|---|
| Pureté du fluide de coupe | Qualité industrielle | Ultra-pur (> 1 MΩ·cm) |
| Nettoyage post-coupe | Rinçage standard | Ultrasons + cascade d'eau désionisée |
| Manipulation | Gants en nitrile | Gants de salle blanche + lingettes non pelucheuses |
| Vérification de la contamination de surface | Visuel uniquement | Scan de surface FTIR recommandé |
| Cible TTV | < 15 μm | < 10 μm (moins de matière de rectification = moins d'exposition au processus) |
Un TTV plus serré de la scie réduit la quantité de matière à enlever lors du meulage, ce qui signifie moins de temps exposé aux sources potentielles de contamination dans les processus en aval.

Étape 2 : Meulage et rodage — Contrôle de la pureté des abrasifs
Le meulage et le rodage sont les étapes présentant le plus grand risque de contamination dans le traitement des lentilles en germanium de haute pureté, car les particules abrasives sont pressées dans la surface du germanium sous charge. Les contaminants métalliques présents dans l'abrasif ou la suspension peuvent s'incruster dans la couche subsurface et devenir des sites d'absorption permanents.
Exigences pour le meulage de germanium de haute pureté :
- Matériau abrasif: Alumine de haute pureté (Al₂O₃) ou diamant — éviter le carbure de silicium (SiC) qui introduit une contamination par le silicium
- Préparation de la suspension: Filtrée à travers une membrane de 1 μm avant utilisation ; mélangée uniquement avec de l'eau désionisée
- Matériau du plateau de rodage: Fonte optique ou céramique — éviter les plateaux contenant du cuivre ou de l'étain
- Eau de procédé: Désionisée, résistivité > 10 MΩ·cm
Pour équipement de meulage de lentilles en germanium pour le traitement de matériaux de haute pureté, des plateaux de rodage dédiés doivent être réservés exclusivement au travail sur le germanium. La contamination croisée provenant de plateaux précédemment utilisés pour le séléniure de zinc, le silicium ou le verre introduira des matériaux étrangers dans la subsurface du germanium.
La séquence de meulage pour les lentilles en germanium de haute pureté :
| Step | Abrasif | Taille du grain | Élimination de matière | Surface après |
|---|---|---|---|---|
| Rectification grossière | Al₂O₃ de haute pureté | 15 μm | 50–100 μm/côté | Ra 0,8–1,2 μm |
| Rectification fine | Al₂O₃ de haute pureté | 5 μm | 20–30 μm/côté | Ra 0,2–0,4 μm |
| Rodage de pré-polissage | Suspension diamantée | 1 μm | 5–10 μm/côté | Ra 0,05–0,10 μm |
Entre chaque étape, les pièces subissent un nettoyage par ultrasons pour éviter que le report abrasif de l'étape de grain précédente n'incruste des particules plus grosses lors du meulage plus fin.
Étape 3 : Polissage — L'étape de qualité critique
Le polissage détermine la qualité de surface finale des lentilles en germanium de haute pureté. Les spécifications cibles pour les applications haut de gamme sont nettement plus strictes que pour les optiques IR standard :
| Spécifications | Optiques Ge standard | Ge de haute pureté (Premium) |
|---|---|---|
| Rugosité de surface Ra | ≤ 2 nm (0,002 μm) | ≤ 1 nm (0,001 μm) |
| Rayure-Poinçon | 40-20 | 20-10 ou 10-5 |
| Figure de surface | < 0,5 frange | < 0,25 frange (λ/8 @ 633nm) |
| Subsurface Damage | < 2 μm | < 0,5 μm |
L'atteinte de ces spécifications nécessite un machine de polissage d'optiques en germanium avec :
- Tampon de polissage: Polyuréthane synthétique (type Suba) pour polissage grossier, brai pour correction de forme finale
- Suspension de polissage: Silice colloïdale (taille de particule de 20 à 50 nm) en suspension ultrapure
- Contrôle de la température: Température du tampon surveillée et maintenue en dessous de 30°C — la sensibilité du germanium à l'emballement thermique signifie qu'un excès de chaleur pendant le polissage peut altérer la chimie de surface
- Environnement: Salle blanche de classe 1000 (ISO 6) ou mieux pour les opérations de polissage final
Le mode de défaillance le plus courant dans le traitement des lentilles en germanium de haute pureté est la texture de surface “peau d'orange” causée par des taux de polissage dépendant de la cristallographie. La structure cristalline cubique diamantée du germanium signifie que différentes orientations cristallines polissent à des vitesses différentes, créant des ondulations de surface périodiques visibles dans les tests interférométriques même lorsque les mesures Ra semblent acceptables. Un conditionnement approprié du tampon et un polissage contrôlé à basse vitesse atténuent cet effet.
Étape 4 : Revêtement pour applications de haute pureté
Les revêtements antireflets pour les lentilles en germanium de haute pureté doivent correspondre à la capacité de transmission améliorée du matériau. L'utilisation d'un revêtement standard conçu pour le germanium de qualité industrielle sur une lentille 5N gaspille le potentiel du matériau.
Configurations de revêtement recommandées pour le germanium de haute pureté :
| Application | Coating | Bande | Transmission |
|---|---|---|---|
| Imagerie thermique / FLIR | AR multicouche | 8–12 μm | > 97% |
| IR large bande | AR multicouche | 3–12 μm | > 95% |
| Environnement difficile | DLC + AR | 7–14 μm | > 93% |
| Double bande | Multicouche spécialisé | 3–5 + 8–12 μm | > 92% par bande |
La préparation de surface avant le revêtement est essentielle : tout résidu organique sur la surface du germanium sera scellé sous le revêtement et créera des sites d'absorption permanents. Les lentilles en germanium de haute pureté doivent subir un nettoyage plasma immédiatement avant d'entrer dans la chambre de revêtement.
Traitement des lentilles en germanium de haute pureté : problèmes de qualité courants
Problème 1 : Transmission inférieure aux spécifications
Première vérification: Vérifiez que le certificat de pureté du cristal entrant correspond à la qualité spécifiée. De nombreux ébauches de germanium sont vendues comme “ qualité optique ” sans spécifier de niveau de pureté numérique — demandez l'analyse d'impuretés réelle (rapport de test GDMS ou ICP-MS).
Cause du processus: Contamination souterraine due to abrasive grinding or polishing slurry. Run FTIR transmission scan and compare against unprocessed witness sample from the same crystal boule. Any new absorption bands indicate process-introduced contamination.
Problème 2 : Brouillard ou diffusion sur la surface polie
Cause la plus probable: Nettoyage inadéquat entre les étapes de meulage. Les particules abrasives grossières résiduelles transportées dans le polissage fin créent des micro-rayures qui diffusent le rayonnement infrarouge. Mettre en œuvre un protocole de nettoyage par ultrasons entre chaque transition abrasive.
Cause matérielle: Défauts cristallins (dislocations, macles ou joints de grains) dans le matériau de départ. Ceux-ci ne peuvent pas être éliminés par le traitement — rejeter le blanc et demander un remplacement au producteur de cristaux.
Problème 3 : Échec de l'adhérence du revêtement
Cause profonde: Contamination de surface ou dommages souterrains. Selon Goodfellow Materials, le germanium est stable dans l'air et l'eau, mais des oxydes de surface peuvent se former et interférer avec l'adhérence du revêtement. Le nettoyage par plasma dans les 30 minutes suivant le dépôt du revêtement élimine ce problème.
Choix de l'équipement pour le traitement des lentilles en germanium de haute pureté
Les exigences en matière d'équipement pour le traitement des lentilles en germanium de haute pureté ne sont pas fondamentalement différentes du travail standard sur le germanium — les mêmes types de machines sont utilisés. La différence réside dans la discipline du processus: outillage dédié, consommables contrôlés et protocoles de nettoyage entre chaque étape.
Considérations clés sur l'équipement :
- Machine de découpe: Doit prendre en charge le liquide de refroidissement ultrapur — filtration en boucle fermée avec surveillance chimique
- Rectification/Polissage: Plaques dédiées au germanium uniquement — aucune utilisation inter-matériaux
- Polissage: Plateau à température contrôlée avec enceinte compatible salle blanche
- Métrologie: Spectrophotomètre FTIR pour la vérification de la transmission à la longueur d'onde de fonctionnement
La chaîne d'équipement complète à partir de la équipement de fabrication d'optique infrarouge plateforme peut être configurée pour un travail de haute pureté avec des mises à niveau appropriées des consommables et des procédures de contrôle de la contamination.
Vous traitez du germanium de haute pureté et avez besoin d'un équipement adapté à vos exigences de pureté ? Contactez notre équipe d'ingénierie → pour des recommandations d'équipement avec des spécifications de consommables adaptées au germanium de qualité optique 5N/6N.