Обработка высокочистых германиевых линз относится к специализированным процедурам резки, шлифовки, полировки и нанесения покрытий, необходимым для изготовления инфракрасных оптических линз из германиевого кристалла с уровнем чистоты 99,999% (5N) или выше. Стандартные методы обработки германия должны быть модифицированы для высокочистого материала, поскольку загрязнения, внесенные на любом этапе производства — от охлаждающей жидкости при резке, полировальной суспензии или при обращении — могут создавать центры поглощения, которые ухудшают характеристики инфракрасного пропускания, делающие высокочистый германий ценным.
Данное руководство охватывает, что отличает обработку высокочистых германиевых линз от стандартной оптической обработки германия, критические требования к контролю загрязнений на каждом этапе, а также оборудование и спецификации процессов, необходимые для сохранения чистоты материала на протяжении всей производственной цепочки.

Что такое высокочистый германий и почему чистота имеет значение?
Высокочистый германий (HPGe) для оптических применений — это монокристаллический германий с концентрацией примесей ниже 10 частей на миллион (чистота ≥ 99,999% или 5N). Наивысшие оптические классы достигают чистоты 6N (99,9999%) с концентрацией свободных носителей ниже 10¹⁰ атомов/см³.
Согласно UniversityWafer, германий оптического качества обычно требует чистоты ≥ 5N с низкой плотностью дислокаций и монокристаллической структурой для минимизации оптического рассеяния и поглощения в окне инфракрасного пропускания 2–14 мкм.
Чистота напрямую влияет на оптические характеристики, поскольку следовые примеси создают локализованные полосы поглощения в окне пропускания германия:
| Степень чистоты | Уровень примесей | Typical Application | Влияние на ИК-пропускание |
|---|---|---|---|
| 4N (99,99%) | < 100 ppm | Промышленные ИК-окна | Приемлемо для диапазона 8–12 мкм |
| 5N (99,999%) | < 10 ppm | Прецизионные линзы FLIR | Оптимизировано для диапазона 3–12 мкм |
| 6N (99,9999%) | < 1 ppm | Детекторы HPGe, оптика премиум-класса | Максимальная пропускаемость, минимальное поглощение |
| 12N (детекторный класс) | < 10¹⁰ атомов/см³ | Гамма-спектроскопия | Применение в полупроводниках, не оптическое |
Для тепловизионных линз, работающих в диапазоне LWIR 8–12 мкм, германий 5N обеспечивает стандартный баланс между стоимостью материала и оптическими характеристиками. Премиальные приложения — системы военного наведения, бортовые FLIR и высокоразрешающая медицинская термография — требуют 6N для минимизации внутреннего поглощения, снижающего чувствительность системы.
Обработка линз из высокочистого германия: поэтапные требования
Обработка линз из германия высокой чистоты следует той же фундаментальной последовательности, что и стандартное производство германиевой ИК-оптики — резка заготовки, шлифовка, полировка, нанесение покрытия — но с дополнительными требованиями к контролю загрязнений на каждом этапе.
Этап 1: Резка заготовки — резка без загрязнений
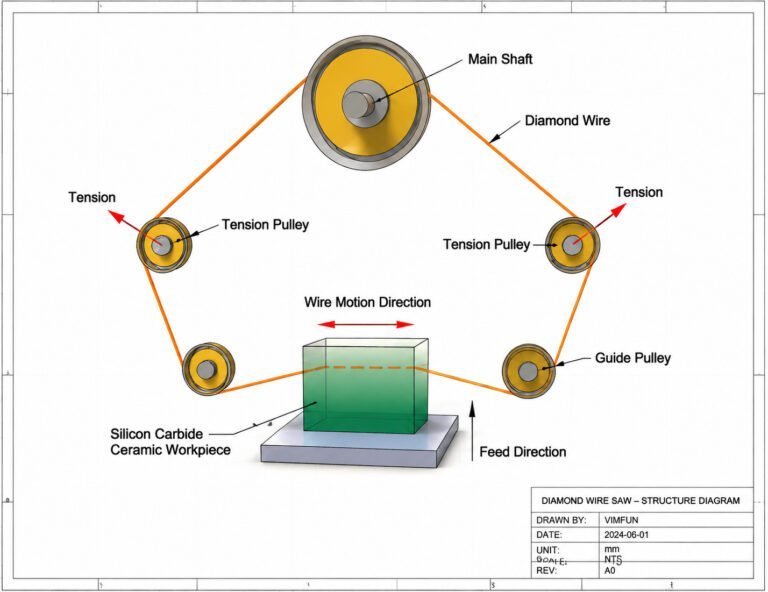
Стандартная резка алмазной проволокой создает два источника загрязнения: металлическое сердечник проволоки (обычно сталь или вольфрам) и химический состав режущей жидкости. Для обработки линз из германия высокой чистоты оба должны контролироваться.
A станок для резки германиевых линз настроенное для работы с высокой чистотой требует:
- Выбор алмазной проволоки: Алмазная проволока с никелевым связующим предпочтительнее проволоки с полимерным связующим для минимизации переноса органических загрязнений
- Режущая жидкость: Охлаждающая жидкость на основе ультрачистой воды с удельным сопротивлением > 1 МОм·см, отфильтрованная до 0,5 мкм
- Крепление заготовки: Фиксаторы из ПТФЭ или керамики — без контактных поверхностей из меди, латуни или необработанного алюминия
- Очистка после резки: Немедленная ультразвуковая очистка в изопропаноле высокой чистоты с последующим ополаскиванием деионизированной водой
Сайт резка заготовок линз из германия процесс для материала 5N+ должен быть нацелен на:
| Параметр | Стандартный Ge | Высокочистый Ge (5N+) |
|---|---|---|
| Чистота СОЖ | Промышленный класс | Ультрачистая (> 1 МОм·см) |
| Очистка после резки | Стандартное полоскание | Ультразвук + каскад деионизированной воды |
| Обращение | Нитриловые перчатки | Перчатки для чистых помещений + безворсовые салфетки |
| Проверка поверхностного загрязнения | Только визуальный осмотр | Рекомендуется ИК-спектроскопия поверхности |
| Целевое значение TTV | < 15 мкм | < 10 мкм (меньше шлифовального припуска = меньше воздействия процесса) |
Более узкий TTV от пилы уменьшает объем удаляемого материала при шлифовании, что означает меньшее время воздействия потенциальных источников загрязнения на последующих этапах.

Этап 2: Шлифование и полировка — Контроль чистоты абразива
Шлифование и полировка являются этапами с самым высоким риском загрязнения при обработке линз из высокочистого германия, поскольку абразивные частицы под давлением вдавливаются в поверхность германия. Металлические загрязнители в абразиве или суспензии могут внедриться в подповерхностный слой и стать постоянными центрами поглощения.
Требования к шлифованию высокочистого германия:
- Абразивный материал: Высокочистый оксид алюминия (Al₂O₃) или алмаз — избегайте карбида кремния (SiC), который вносит кремниевое загрязнение
- Приготовление суспензии: Фильтруется через мембрану 1 мкм перед использованием; смешивается только с деионизированной водой
- Материал притирочной плиты: Чугун оптического качества или керамика — избегайте пластин с содержанием меди или олова
- Технологическая вода: Деионизированная, удельное сопротивление > 10 МОм·см
Для оборудование для шлифования германиевых линз при обработке высокочистого материала, специальные полировальные пластины должны использоваться исключительно для работы с германием. Перекрестное загрязнение от пластин, ранее использовавшихся для селенида цинка, кремния или стекла, внесет посторонние материалы в подповерхностный слой германия.
Последовательность шлифования линз из высокочистого германия:
| Step | Абразив | Размер зерна | Удаление материала | Поверхность после |
|---|---|---|---|---|
| Черновая шлифовка | Высокочистый Al₂O₃ | 15 мкм | 50–100 мкм/сторона | Ra 0,8–1,2 мкм |
| Чистовая шлифовка | Высокочистый Al₂O₃ | 5 мкм | 20–30 мкм/сторона | Ra 0,2–0,4 мкм |
| Полировка | Алмазная суспензия | 1 мкм | 5–10 мкм/сторона | Ra 0,05–0,10 мкм |
Между каждым этапом детали подвергаются ультразвуковой очистке, чтобы предотвратить попадание абразивных частиц из предыдущей стадии шлифовки в более мелкие частицы при более тонком шлифовании.
Этап 3: Полировка — Критический этап качества
Полировка определяет конечное качество поверхности линз из германия высокой чистоты. Целевые характеристики для премиальных применений значительно строже, чем для стандартной ИК-оптики:
| Технические характеристики | Стандартная Ge оптика | Ge высокой чистоты (премиум) |
|---|---|---|
| Шероховатость поверхности Ra | ≤ 2 нм (0,002 мкм) | ≤ 1 нм (0,001 мкм) |
| Царапина-Скол | 40-20 | 20-10 или 10-5 |
| Форма поверхности | < 0,5 интерференционной полосы | < 0,25 интерференционной полосы (λ/8 @ 633нм) |
| Подземные повреждения | < 2 мкм | < 0,5 мкм |
Достижение этих спецификаций требует станок для полировки германиевой оптики with:
- Полировальная салфетка: Синтетический полиуретан (типа Suba) для грубой полировки, смола для окончательной коррекции формы
- Полировальная суспензия: Коллоидный диоксид кремния (размер частиц 20–50 нм) в ультрачистой суспензии
- Контроль температуры: Температура подушки контролируется и поддерживается ниже 30°C — чувствительность германия к тепловому разгону означает, что избыточное тепло во время полировки может изменить химию поверхности
- Окружающая среда: Чистая комната класса 1000 (ISO 6) или лучше для операций окончательной полировки
Наиболее распространенный вид отказа при обработке линз из высокочистого германия — это текстура поверхности “апельсиновая корка”, вызванная скоростью полировки, зависящей от кристаллографии. Алмазная кубическая кристаллическая структура германия означает, что разные кристаллические ориентации полируются с разной скоростью, создавая периодические неровности поверхности, видимые при интерферометрическом тестировании, даже когда измерения Ra кажутся приемлемыми. Правильная подготовка подушки и контролируемая низкоскоростная полировка смягчают этот эффект.
Этап 4: Покрытие для высокочистых применений
Антибликовые покрытия для линз из высокочистого германия должны соответствовать улучшенной пропускной способности материала. Использование стандартного покрытия, разработанного для германия промышленного класса, на линзе 5N сводит на нет потенциал материала.
Рекомендуемые конфигурации покрытий для высокочистого германия:
| Приложение | Coating | Диапазон | Пропускание |
|---|---|---|---|
| FLIR / Тепловизионная съемка | Многослойное АР | 8–12 мкм | > 97% |
| Широкополосный ИК | Многослойное АР | 3–12 мкм | > 95% |
| Суровые условия эксплуатации | DLC + AR | 7–14 мкм | > 93% |
| Двухдиапазонный | Специализированное многослойное покрытие | 3–5 + 8–12 мкм | > 92% на диапазон |
Подготовка поверхности перед нанесением покрытия имеет решающее значение: любые органические остатки на поверхности германия будут запечатаны под покрытием и создадут постоянные центры поглощения. Линзы из высокочистого германия должны проходить плазменную очистку непосредственно перед помещением в камеру для нанесения покрытий.
Обработка линз из высокочистого германия: распространенные проблемы качества
Проблема 1: Пропускание ниже спецификации
Первая проверка: Проверьте, соответствует ли сертификат чистоты входящего кристалла указанной марке. Многие заготовки из германия продаются как “оптический класс” без указания числового уровня чистоты — запросите фактический анализ примесей (отчет об испытаниях GDMS или ICP-MS).
Причина процесса: Подповерхностное загрязнение от шлифовальной абразивной или полировальной суспензии. Проведите сканирование методом ИК-Фурье спектроскопии в режиме пропускания и сравните с необработанным контрольным образцом из того же кристалла. Любые новые полосы поглощения указывают на загрязнение, внесенное процессом.
Проблема 2: Помутнение или рассеяние на полированной поверхности
Наиболее вероятная причина: Недостаточная очистка между этапами шлифовки. Остаточные частицы грубого абразива, перенесенные на этап тонкой полировки, создают микроцарапины, которые рассеивают инфракрасное излучение. Внедрите протокол ультразвуковой очистки между каждым переходом абразива.
Причина материала: Дефекты кристалла (дислокации, двойники или границы зерен) в исходном материале. Они не могут быть удалены в процессе обработки — бракуйте заготовку и запросите замену у производителя кристалла.
Проблема 3: Отказ адгезии покрытия
Первопричина: Поверхностное загрязнение или подповерхностное повреждение. Согласно Goodfellow Materials, германий стабилен в воздухе и воде, но могут образовываться поверхностные оксиды, которые мешают адгезии покрытия. Плазменная очистка в течение 30 минут после нанесения покрытия устраняет эту проблему.
Выбор оборудования для обработки линз из высокочистого германия
Требования к оборудованию для обработки линз из высокочистого германия принципиально не отличаются от стандартной обработки германия — используются те же типы машин. Разница заключается в технологической дисциплине: выделенный инструмент, контролируемые расходные материалы и протоколы очистки между каждым этапом.
Ключевые соображения по оборудованию:
- Режущая машина: Должна поддерживать ультрачистый охлаждающий раствор — замкнутую фильтрацию с химическим контролем
- Шлифовка/Полировка: Специальные пластины только для германия — без использования для других материалов
- Полировка: Пластина с контролем температуры и корпусом, совместимым с чистыми помещениями
- Метрология: ИК-Фурье спектрофотометр для проверки пропускания на рабочей длине волны
Полная цепочка оборудования от центре оборудования для производства инфракрасной оптики платформы может быть сконфигурирована для работы с высокой чистотой с соответствующими обновлениями расходных материалов и процедурами контроля загрязнений.
Обработка высокочистого германия и требуется оборудование, соответствующее вашим требованиям к чистоте? Свяжитесь с нашей инженерной командой → для получения рекомендаций по оборудованию с характеристиками расходных материалов, адаптированными для германия оптического качества 5N/6N.