高純度ゲルマニウムレンズ加工とは、純度99.999%(5N)以上のゲルマニウム結晶から赤外線光学レンズを製造するために必要な、特殊な切断、研磨、研磨、コーティングの手順を指します。標準的なゲルマニウム加工技術は、高純度材料に合わせて変更する必要があります。なぜなら、切断クーラント、研磨スラリー、または取り扱いなど、製造段階のいずれかで導入された汚染は、高純度ゲルマニウムが本来持つ赤外線透過性能を低下させる吸収サイトを作成する可能性があるからです。.
このガイドでは、高純度ゲルマニウムレンズ加工が標準的な光学ゲルマニウム加工とどのように異なるか、各段階における重要な汚染制御要件、および製造チェーン全体を通して材料純度を維持するために必要な機器とプロセス仕様について説明します。.

高純度ゲルマニウムとは何か、そしてなぜ純度が重要なのか?
光学用途の高純度ゲルマニウム(HPGe)は、不純物濃度が1000万分の1(≥ 99.999%または5N純度)未満の単結晶ゲルマニウムです。最も高い光学グレードは、正味キャリア濃度が10¹⁰原子/cm³未満の6N(99.9999%)純度に達します。.
によると UniversityWafer, 、光学グレードのゲルマニウムは、2〜14μmの赤外線透過ウィンドウでの光学散乱と吸収を最小限に抑えるために、通常、低転位密度と単結晶構造で≥ 5Nの純度が必要です。.
純度は光学性能に直接影響します。なぜなら、微量の不純物はゲルマニウムの透過ウィンドウ内に局所的な吸収帯を作成するからです。
| 純度グレード | 不純物レベル | Typical Application | IR透過への影響 |
|---|---|---|---|
| 4N(99.99%) | < 100 ppm | 工業用IRウィンドウ | 8~12μm帯に対応 |
| 5N (99.999%) | 10 ppm未満 | 精密FLIRレンズ | 3~12μm帯に最適化 |
| 6N (99.9999%) | 1 ppm未満 | HPGe検出器、プレミアム光学系 | 最大透過率、最小吸収率 |
| 12N (検出器グレード) | 10¹⁰ 原子/cm³ 未満 | ガンマ線分光法 | 半導体用途、光学用途ではない |
8~12μmのLWIR帯で動作するサーマルイメージングレンズの場合、5Nゲルマニウムは材料コストと光学性能の標準的なバランスを提供します。プレミアム用途 — 軍事用ターゲティングシステム、航空機搭載FLIR、高解像度医療サーモグラフィー — では、システム感度を低下させる内部吸収を最小限に抑えるために6Nを指定します。.
高純度ゲルマニウムレンズ加工:段階ごとの要件
高純度ゲルマニウムレンズの加工は、標準的なものと同様の基本的な手順に従います。 ゲルマニウムIR光学製造 — ブランク切断、研磨、研磨、コーティング — ただし、すべての段階で追加の汚染管理要件があります。.
ステージ 1: ブランク切断 — 汚染のないスライス
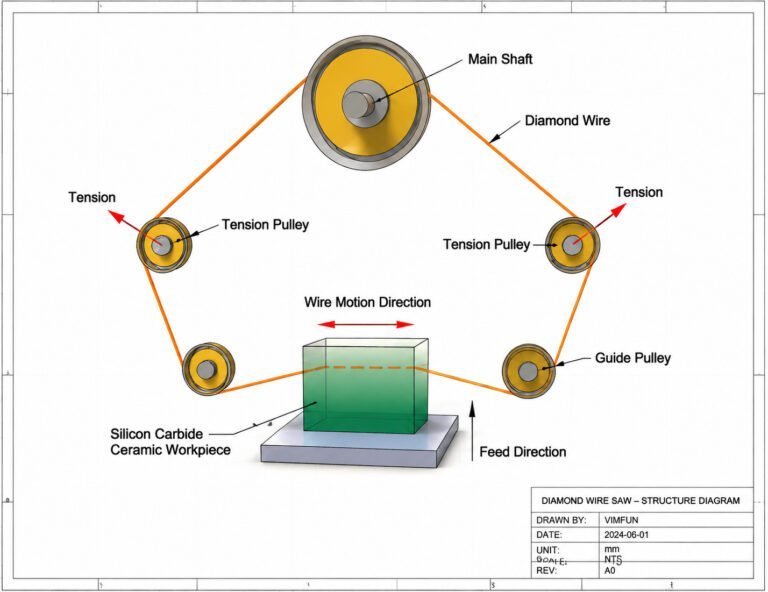
標準的なダイヤモンドワイヤー切断は、ワイヤーの金属コア材料(通常は鋼またはタングステン)と切断液の化学的性質という 2 つの汚染源を導入します。高純度ゲルマニウムレンズの加工では、両方を制御する必要があります。.
A ゲルマニウムレンズ切断機 高純度作業用に構成されたものには、以下が必要です。
- ダイヤモンドワイヤーの選択: 有機汚染物質の移動を最小限に抑えるために、樹脂結合よりもニッケル結合ダイヤモンドワイヤーが好ましい
- 切断液: 抵抗率 > 1 MΩ・cm の超純水ベースのクーラント、0.5 μm までろ過
- ワーク保持: PTFE またはセラミック治具 — 銅、真鍮、またはむき出しのアルミニウムの接触面は使用しない
- 切断後の洗浄: 高純度イソプロパノールでの即時超音波洗浄、その後脱イオン水ですすぎ
の ゲルマニウムレンズブランク切断 5N+ 材料のプロセスでは、以下を目標とすべきです。
| パラメータ | 標準 Ge | 高純度 Ge (5N+) |
|---|---|---|
| 切削液の純度 | 工業用グレード | 超純水 (> 1 MΩ·cm) |
| 切削後洗浄 | 標準リンス | 超音波+純水カスケード |
| 取り扱い | ニトリル手袋 | クリーンルーム用手袋+リントフリーワイプ |
| 表面汚染チェック | 目視のみ | FTIR表面スキャン推奨 |
| TTVターゲット | < 15 μm | < 10 μm (研削代が少ないほど、プロセス暴露が少ない) |
ソーから得られるTTVが小さいほど、研削時に必要な材料除去量が減り、下流工程での潜在的な汚染源への暴露時間が短縮されます。.

ステージ2:研磨およびラップ — 研磨材の純度管理
高純度ゲルマニウムレンズの加工において、研磨材粒子が荷重下でゲルマニウム表面に押し付けられるため、研磨およびラップは最も汚染リスクの高い段階です。研磨材またはスラリー中の金属汚染物質は、サブサーフェス層に埋め込まれ、永久的な吸収サイトとなる可能性があります。.
高純度ゲルマニウム研磨の要件:
- 研磨材:高純度アルミナ(Al₂O₃)またはダイヤモンド — シリコン汚染を引き起こす炭化ケイ素(SiC)は避ける
- スラリーの準備:使用前に1μmメンブレンでろ過する。脱イオン水のみと混合する
- ラッピングプレートの材質:光学グレードの鋳鉄またはセラミック — 銅またはスズを含むプレートは避ける
- プロセス用水:脱イオン水、> 10 MΩ・cmの抵抗率
について ゲルマニウムレンズ研磨装置 高純度材料の加工では、ゲルマニウム専用のラッププレートを維持する必要があります。以前にセレン化亜鉛、シリコン、またはガラスに使用されたプレートからのクロスコンタミネーションは、ゲルマニウムのサブサーフェスに異物を混入させます。.
高純度ゲルマニウムレンズの研磨シーケンス:
| Step | 研磨材 | 粒度 | ストック除去 | サーフェス仕上げ |
|---|---|---|---|---|
| 粗研磨 | 高純度Al₂O₃ | 15 μm | 50–100 μm/面 | Ra 0.8–1.2 μm |
| 精密研磨 | 高純度Al₂O₃ | 5 μm | 20–30 μm/面 | Ra 0.2–0.4 μm |
| 前研磨ラップ | ダイヤモンドサスペンション | 1 μm | 5–10 μm/面 | Ra 0.05–0.10 μm |
各工程間では、超音波洗浄を行い、前のグリット段階からの研磨材の持ち込みを防ぎ、より細かい研磨中に大きな粒子が埋め込まれるのを防ぎます。.
ステージ3:研磨 — 重要な品質ステージ
研磨は、高純度ゲルマニウムレンズの最終的な表面品質を決定します。プレミアムアプリケーションの目標仕様は、標準的なIR光学系よりも大幅に厳しくなります。
| 仕様 | 標準Ge光学系 | 高純度Ge(プレミアム) |
|---|---|---|
| 表面粗さRa | ≤ 2 nm (0.002 μm) | ≤ 1 nm (0.001 μm) |
| スクラッチ・ディグ | 40-20 | 20-10 または 10-5 |
| 面精度 | < 0.5 フリンジ | < 0.25 フリンジ (λ/8 @ 633nm) |
| 地下の損傷 | < 2 μm | < 0.5 μm |
これらの仕様を達成するには、 ゲルマニウム光学研磨機 を探してください。
- 研磨パッド: 合成ポリウレタン(スバタイプ)を粗研磨に、ピッチを最終的な面精度補正に使用します。
- ポリッシングスラリー: 超純水懸濁液中のコロイドシリカ(粒子径 20~50 nm)
- 温度管理: パッド温度を 30°C 未満に監視・維持 — ゲルマニウムの熱暴走感受性により、研磨中の過度の熱は表面化学を変化させる可能性があります。
- 環境: 最終研磨作業にはクラス 1000(ISO 6)以上のクリーンルーム
高純度ゲルマニウムレンズ加工で最も一般的な故障モードは、「オレンジピール」と呼ばれる結晶学依存の研磨レートによって引き起こされる表面テクスチャです。ゲルマニウムのダイヤモンド立方晶構造は、異なる結晶方位が異なるレートで研磨されることを意味し、Ra測定値が許容範囲内であっても、干渉測定で視覚化できる周期的な表面のうねりを生じさせます。適切なパッドコンディショニングと制御された低速研磨により、この影響は軽減されます。.
ステージ 4: 高純度アプリケーション用コーティング
高純度ゲルマニウムレンズ用の反射防止コーティングは、材料の強化された透過能力に合わせる必要があります。5Nレンズに工業用グレードのゲルマニウム用に設計された標準コーティングを使用すると、材料のポテンシャルを無駄にします。.
高純度ゲルマニウムに推奨されるコーティング構成:
| 応用 | Coating | バンド | 透過率 |
|---|---|---|---|
| FLIR / サーマルイメージング | 多層 AR | 8~12 μm | > 97% |
| 広帯域 IR | 多層 AR | 3–12 μm | > 95% |
| 過酷な環境 | DLC + AR | 7–14 μm | > 93% |
| デュアルバンド | 特殊多層膜 | 3–5 + 8–12 μm | バンドあたり > 92% |
前処理は重要です。ゲルマニウム表面の有機残留物はコーティングの下に封入され、恒久的な吸収サイトを生成します。高純度ゲルマニウムレンズは、コーティングチャンバーに入る直前にプラズマクリーニングを行う必要があります。.
高純度ゲルマニウムレンズ加工:一般的な品質問題
問題 1:仕様を下回る透過率
最初の確認: 受入結晶純度証明書が指定グレードと一致するか確認してください。「光学グレード」として販売されているゲルマニウムブランクの多くは、数値的な純度レベルを指定していません。実際の不純物分析(GDMSまたはICP-MS試験レポート)を要求してください。.
プロセス上の原因: 研削砥粒または研磨スラリーによる表面下の汚染。FTIR透過スキャンを実行し、同じ結晶ブールから採取した未加工の証拠サンプルと比較してください。新しい吸収帯は、プロセスによって導入された汚染を示します。.
問題2:研磨面のかすみまたは散乱
最も可能性の高い原因:研磨工程間の洗浄不足。微細研磨に持ち込まれた残留粗研磨粒子が微小傷を引き起こし、赤外線を散乱させます。すべての研磨移行間に超音波洗浄プロトコルを実装してください。.
材料原因:出発材料の結晶欠陥(転位、双晶、または結晶粒界)。これらは加工では除去できないため、ブランクを拒否し、結晶成長者に交換を依頼してください。.
問題3:コーティング密着不良
原因:表面汚染または表面下損傷。 Goodfellow Materials, によると、ゲルマニウムは空気や水中で安定していますが、表面酸化物が形成され、コーティングの密着を妨げる可能性があります。コーティング堆積後30分以内のプラズマ洗浄により、この問題は解消されます。.
高純度ゲルマニウムレンズ加工用機器の選定
高純度ゲルマニウムレンズ加工に必要な機器は、標準的なゲルマニウム加工と根本的に異なるものではなく、同じ種類の機械が使用されます。違いは プロセス管理にあります:専用工具、管理された消耗品、および各工程間の洗浄プロトコルです。.
主要な機器の考慮事項:
- 切断機: 超純粋クーラントに対応 — 化学的モニタリングを備えたクローズドループろ過
- 研削/ラップ: ゲルマニウム専用プレート — 材料のクロスユースなし
- 研磨: 温度制御プラテンとクリーンルーム対応エンクロージャー
- 計測: 動作波長での透過率検証用FTIR分光光度計
からの完全な装置チェーン 赤外線光学製造装置 プラットフォームは、適切な消耗品アップグレードと汚染制御手順により、高純度作業用に構成できます。.
高純度ゲルマニウムを処理しており、純度要件に合った装置が必要ですか? エンジニアリングチームにお問い合わせください → 5N/6N光学グレードゲルマニウムに合わせた消耗品仕様の装置推奨について。.