Die Verarbeitung von hochreinem Germanium für Linsen bezieht sich auf die spezialisierten Schneide-, Schleif-, Polier- und Beschichtungsverfahren, die zur Herstellung von Infrarot-Optik-Linsen aus Germaniumkristallen mit Reinheitsgraden von 99,999% (5N) oder höher erforderlich sind. Standard-Germanium-Verarbeitungstechniken müssen für hochreines Material modifiziert werden, da Verunreinigungen, die in jeder Herstellungsphase – vom Kühlmittel beim Schneiden, der Polierschlämme oder der Handhabung – eingebracht werden, Absorptionsstellen erzeugen können, die die Infrarot-Übertragungsleistung beeinträchtigen, die hochreines Germanium überhaupt erst wertvoll macht.
Dieser Leitfaden behandelt, was die Verarbeitung von hochreinem Germanium für Linsen von der Standardbearbeitung von optischem Germanium unterscheidet, die kritischen Anforderungen an die Kontaminationskontrolle in jeder Phase sowie die Ausrüstungs- und Prozessspezifikationen, die erforderlich sind, um die Materialreinheit über die gesamte Herstellungskette hinweg zu erhalten.

Was ist hochreines Germanium und warum ist Reinheit wichtig?
Hochreines Germanium (HPGe) für optische Anwendungen ist Einkristall-Germanium mit einer Verunreinigungskonzentration von weniger als 10 Teilen pro Million (≥ 99,999% oder 5N Reinheit). Die höchsten optischen Güten erreichen eine Reinheit von 6N (99,9999%) mit Nettoträgerkonzentrationen unter 10¹⁰ Atomen/cm³.
Laut UniversityWafer, erfordert optisch hochwertiges Germanium typischerweise ≥ 5N Reinheit mit geringer Versetzungsdichte und Einkristallstruktur, um optische Streuung und Absorption im Infrarot-Übertragungsfenster von 2–14 μm zu minimieren.
Die Reinheit wirkt sich direkt auf die optische Leistung aus, da Spuren von Verunreinigungen lokalisierte Absorptionsbanden innerhalb des Übertragungsfensters von Germanium erzeugen:
| Reinheitsgrad | Verunreinigungsgrad | Typical Application | Auswirkung auf die IR-Übertragung |
|---|---|---|---|
| 4N (99,99%) | < 100 ppm | Industrielle IR-Fenster | Akzeptabel für 8–12 μm Band |
| 5N (99,999%) | < 10 ppm | Präzisions-FLIR-Objektive | Optimiert für 3–12 μm Band |
| 6N (99,9999%) | < 1 ppm | HPGe-Detektoren, Premium-Optiken | Maximale Transmission, minimale Absorption |
| 12N (Detektorqualität) | < 10¹⁰ Atome/cm³ | Gammastrahlenspektroskopie | Halbleiteranwendung, nicht optisch |
Für Wärmebildobjektive, die im 8–12 μm LWIR-Band arbeiten, bietet 5N-Germanium das Standardgleichgewicht zwischen Materialkosten und optischer Leistung. Premium-Anwendungen – militärische Zielsysteme, FLIR aus der Luft und hochauflösende medizinische Thermografie – spezifizieren 6N, um die interne Absorption zu minimieren, die die Systemempfindlichkeit reduziert.
Hochreine Germanium-Linsenverarbeitung: Schritt-für-Schritt-Anforderungen
Die Bearbeitung von Germaniumlinsen hoher Reinheit folgt der gleichen grundlegenden Sequenz wie die Herstellung von Standard-Germanium-IR-Optiken Germanium-IR-Optiken-Herstellung — Rohmaterialzuschnitt, Schleifen, Polieren, Beschichten — jedoch mit zusätzlichen Anforderungen an die Kontaminationskontrolle in jeder Phase.
Phase 1: Rohmaterialzuschnitt — Kontaminationsfreies Schneiden
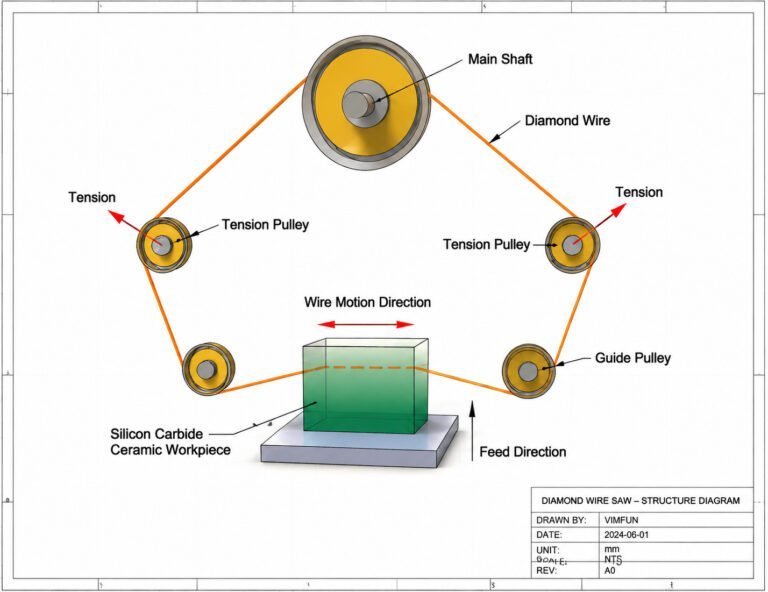
Der Standard-Diamantdrahtschneidevorgang führt zwei Kontaminationsquellen ein: das metallische Kernmaterial des Drahtes (typischerweise Stahl oder Wolfram) und die Chemie der Schneidflüssigkeit. Für die Bearbeitung von Germaniumlinsen hoher Reinheit müssen beide kontrolliert werden.
A Germanium-Linsen-Schneidemaschine für Arbeiten mit hoher Reinheit konfiguriert erfordert:
- Auswahl des Diamantdrahtes: Nickelgebundener Diamantdraht wird Harz-gebundenem vorgezogen, um die Übertragung organischer Verunreinigungen zu minimieren
- Schneidflüssigkeit: Ultrareines wasserbasiertes Kühlmittel mit einem spezifischen Widerstand von > 1 MΩ·cm, gefiltert auf 0,5 μm
- Werkstückaufnahme: PTFE- oder Keramikvorrichtungen — keine Kontaktflächen aus Kupfer, Messing oder blankem Aluminium
- Reinigung nach dem Zuschnitt: Sofortige Ultraschallreinigung in hochreinem Isopropanol, gefolgt von einer Spülung mit deionisiertem Wasser
Die Germanium-Linsenrohling-Schneiden Prozess für 5N+ Material sollte anstreben:
| Parameter | Standard-Ge | Hohe Reinheit Ge (5N+) |
|---|---|---|
| Reinheit des Schneidfluids | Industriequalität | Ultrarein (> 1 MΩ·cm) |
| Nachbearbeitung | Standardspülung | Ultraschall + DI-Wasser-Kaskade |
| Handhabung | Nitrilhandschuhe | Reinraumhandschuhe + fusselfreie Tücher |
| Oberflächenkontaminationsprüfung | Nur visuell | FTIR-Oberflächenscan empfohlen |
| TTV-Ziel | < 15 μm | < 10 μm (weniger Schleifmaterial = weniger Prozessbelastung) |
Engererer TTV vom Sägen reduziert die Materialabtragsmenge, die beim Schleifen erforderlich ist, was bedeutet, dass die Expositionszeit gegenüber potenziellen Kontaminationsquellen in nachgelagerten Prozessen kürzer ist.

Stufe 2: Schleifen und Läppen — Kontrolle der Abrasivreinheit
Schleifen und Läppen sind die Stufen mit dem höchsten Kontaminationsrisiko bei der Verarbeitung von hochreinen Germaniumlinsen, da Schleifpartikel unter Last in die Germaniumoberfläche gepresst werden. Metallische Verunreinigungen im Schleifmittel oder in der Suspension können sich in die Unterschicht einbetten und zu permanenten Absorptionsstellen werden.
Anforderungen für das Schleifen von hochreinem Germanium:
- Schleifmittel: Hochreines Aluminiumoxid (Al₂O₃) oder Diamant — Siliziumkarbid (SiC) vermeiden, da es Siliziumkontaminationen einführt
- Suspension vorbereiten: Vor Gebrauch durch 1 μm Membran filtern; nur mit deionisiertem Wasser mischen
- Läppplattematerial: Optische Gusseisen- oder Keramikplatten — Platten mit Kupfer- oder Zinngehalt vermeiden
- Prozesswasser: Deionisiert, > 10 MΩ·cm Widerstand
Für Germaniumlinsen-Schleifausrüstung Bei der Verarbeitung von hochreinem Material sollten dedizierte Läppplatten ausschließlich für Germaniumarbeiten aufbewahrt werden. Kreuzkontaminationen von Platten, die zuvor für Selenid, Silizium oder Glas verwendet wurden, führen Fremdmaterial in die Germaniumunterschicht ein.
Die Schleifsequenz für hochreine Germaniumlinsen:
| Step | Schleifmittel | Korngröße | Materialabtrag | Oberfläche nach |
|---|---|---|---|---|
| Grobschliff | Hochreines Al₂O₃ | 15 μm | 50–100 μm/Seite | Ra 0,8–1,2 μm |
| Feinschliff | Hochreines Al₂O₃ | 5 μm | 20–30 μm/Seite | Ra 0,2–0,4 μm |
| Vorpolitur-Läppen | Diamantsuspension | 1 μm | 5–10 μm/Seite | Ra 0,05–0,10 μm |
Zwischen jedem Schritt werden die Teile einer Ultraschallreinigung unterzogen, um zu verhindern, dass abtragende Rückstände aus der vorherigen Schleifstufe größere Partikel während des feineren Schleifens einbetten.
Stufe 3: Polieren – Die kritische Qualitätsstufe
Das Polieren bestimmt die endgültige Oberflächenqualität von Germaniumlinsen hoher Reinheit. Die Zielspezifikationen für Premium-Anwendungen sind deutlich enger als für Standard-IR-Optiken:
| Spezifikation | Standard Ge-Optiken | Hochreines Ge (Premium) |
|---|---|---|
| Oberflächenrauheit Ra | ≤ 2 nm (0,002 μm) | ≤ 1 nm (0,001 μm) |
| Kratzer-Schmutz | 40-20 | 20-10 oder 10-5 |
| Oberflächenform | < 0,5 Fringe | < 0,25 Fringe (λ/8 @ 633nm) |
| Unterirdische Schäden | < 2 μm | < 0,5 μm |
Das Erreichen dieser Spezifikationen erfordert einen Germaniumoptik-Poliermaschine with:
- Polierpad: Synthetisches Polyurethan (Suba-Typ) für grobes Polieren, Pech für die endgültige Formkorrektur
- Polierschlamm: Kolloidales Siliziumdioxid (Partikelgröße 20–50 nm) in ultrareinem Suspensionsmittel
- Temperaturkontrolle: Padtemperatur überwacht und unter 30 °C gehalten – die Empfindlichkeit von Germanium gegenüber thermischem Durchgehen bedeutet, dass übermäßige Hitze während des Polierens die Oberflächenchemie verändern kann
- Umgebung: Reinraum der Klasse 1000 (ISO 6) oder besser für die endgültigen Polierarbeiten
Der häufigste Ausfallmodus bei der Verarbeitung von Germaniumlinsen hoher Reinheit ist eine “Orangenhaut”-Oberflächentextur, die durch kristallographisch abhängige Polierraten verursacht wird. Die Diamant-Kubik-Kristallstruktur von Germanium bedeutet, dass verschiedene Kristallorientierungen mit unterschiedlichen Raten poliert werden, wodurch periodische Oberflächenwellen entstehen, die bei interferometrischen Tests sichtbar sind, selbst wenn die Ra-Messwerte akzeptabel erscheinen. Eine ordnungsgemäße Padkonditionierung und ein kontrolliertes Polieren mit niedriger Geschwindigkeit mildern diesen Effekt.
Stufe 4: Beschichtung für Hochreine Anwendungen
Antireflexbeschichtungen für Germaniumlinsen hoher Reinheit müssen die verbesserte Transmissionseigenschaft des Materials ergänzen. Die Verwendung einer Standardbeschichtung für Germanium industrieller Qualität auf einer 5N-Linse verschwendet das Potenzial des Materials.
Empfohlene Beschichtungskonfigurationen für Germanium hoher Reinheit:
| Anwendung | Coating | Band | Transmission |
|---|---|---|---|
| FLIR / Thermografie | Mehrschicht-AR | 8–12 μm | > 97% |
| Breitband-IR | Mehrschicht-AR | 3–12 μm | > 95% |
| Raue Umgebung | DLC + AR | 7–14 μm | > 93% |
| Dual-Band | Spezialisierte Mehrschicht | 3–5 + 8–12 μm | > 92% pro Band |
Die Oberflächenvorbereitung vor der Beschichtung ist entscheidend: Rückstände organischer Substanzen auf der Germaniumoberfläche werden unter der Beschichtung versiegelt und erzeugen permanente Absorptionsstellen. Hochreine Germaniumlinsen sollten unmittelbar vor dem Eintritt in die Beschichtungskammer einer Plasmareinigung unterzogen werden.
Verarbeitung von hochreinen Germaniumlinsen: Häufige Qualitätsprobleme
Problem 1: Transmission unter Spezifikation
Erste Prüfung: Überprüfen Sie, ob das eingehende Kristallreinheitszertifikat der spezifizierten Güte entspricht. Viele Germaniumrohlinge werden als “optische Qualität” verkauft, ohne einen numerischen Reinheitsgrad anzugeben – fordern Sie die tatsächliche Verunreinigungsanalyse an (GDMS- oder ICP-MS-Testbericht).
Prozessursache: Untergrundkontamination durch Schleifmittel oder Polierschlämme. Führen Sie einen FTIR-Transmissionsscan durch und vergleichen Sie ihn mit einer unverarbeiteten Zeugenprobe desselben Kristallboules. Neue Absorptionsbanden deuten auf prozessbedingte Kontamination hin.
Problem 2: Trübung oder Streuung auf polierter Oberfläche
Wahrscheinlichste Ursache: Unzureichende Reinigung zwischen den Schleifschritten. Verbleibende grobe Schleifmittelpartikel, die in die Feinpolitur gelangen, erzeugen Mikrokratzer, die Infrarotstrahlung streuen. Implementieren Sie ein Ultraschallreinigungsprotokoll zwischen jedem Schleifmittelwechsel.
Materialursache: Kristallfehler (Versetzungen, Zwillinge oder Korngrenzen) im Ausgangsmaterial. Diese können durch den Prozess nicht entfernt werden – lehnen Sie den Rohling ab und fordern Sie Ersatz vom Kristallzüchter an.
Problem 3: Beschichtungsablösungsfehler
Grundursache: Oberflächenkontamination oder Untergrundschäden. Laut Goodfellow Materials, ist Germanium an der Luft und im Wasser stabil, aber es können sich Oberflächenoxide bilden, die die Haftung der Beschichtung beeinträchtigen. Plasmenreinigung innerhalb von 30 Minuten nach der Beschichtungsabscheidung beseitigt dieses Problem.
Auswahl der Ausrüstung für die Verarbeitung von Hochrein-Germaniumlinsen
Die Ausrüstungsanforderungen für die Verarbeitung von Hochrein-Germaniumlinsen unterscheiden sich grundsätzlich nicht von der Standard-Germaniumbearbeitung – es werden die gleichen Maschinentypen verwendet. Der Unterschied liegt in der Prozessdisziplin: dedizierte Werkzeuge, kontrollierte Verbrauchsmaterialien und Reinigungsprotokolle zwischen jedem Schritt.
Wichtige Ausrüstungsaspekte:
- Schneidemaschine: Muss ultraschallreinen Kühlmittel unterstützen – geschlossener Kreislauf mit chemischer Überwachung
- Schleifen/Läppen: Dedizierte Platten nur für Germanium – keine Verwendung für andere Materialien
- Polieren: Temperaturkontrollierte Platte mit Reinraum-kompatibler Einhausung
- Messtechnik: FTIR-Spektrophotometer zur Überprüfung der Transmission bei Betriebswellenlänge
Die komplette Ausrüstungskette von der Ausrüstung für die Herstellung von Infrarotoptiken Plattform kann mit entsprechenden Verbrauchsstoff-Upgrades und Kontaminationskontrollverfahren für hochreine Arbeiten konfiguriert werden.
Verarbeiten Sie hochreines Germanium und benötigen Sie Ausrüstung, die auf Ihre Reinheitsanforderungen abgestimmt ist? Kontaktieren Sie unser Ingenieurteam → für Ausrüstungsempfehlungen mit Verbrauchsstoffspezifikationen, die auf 5N/6N optisches Germanium zugeschnitten sind.