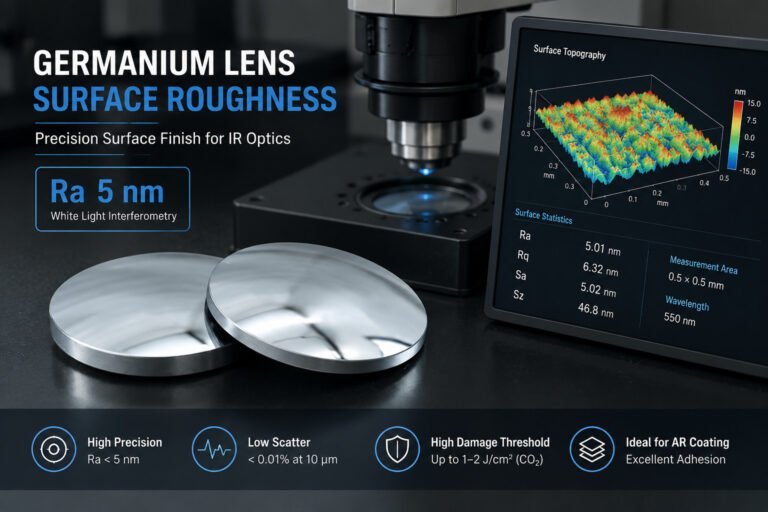
A germanium lens with Ra 50nm surface roughness will pass an incoming inspection. It will also scatter roughly 0.3–0.5% of incident 10 μm radiation at each surface — enough to reduce thermal imaging system sensitivity by a measurable margin and, in high-power laser applications, to create localized absorption hotspots that degrade the lens over time. A lens finished to Ra 5nm scatters less than 0.01% at the same wavelength. That difference is why germanium lens surface roughness specifications exist, and why hitting Ra 5nm consistently in production requires understanding every stage of the manufacturing process, not just the final polishing step.
This guide covers what Ra 5nm means in physical terms, why it matters for IR optics, how surface roughness evolves from the wire saw cut to the finished lens, and what process parameters drive the result at each stage.

Why Germanium Lens Surface Roughness Matters for IR Optics
Visible light optics can often tolerate surface roughness in the Ra 10–30nm range because the wavelength of visible light (0.4–0.7 μm) is large relative to most surface irregularities. At 8–14 μm — the thermal infrared band where germanium is the primary lens material — the relationship between wavelength and surface texture changes. Surface features that were sub-wavelength nuisances at visible wavelengths become significant scatterers in the LWIR band.
The physics is described by the Rayleigh-Rice scattering model. Total integrated scatter (TIS) from a surface depends on the ratio (4π·Ra/λ)². At λ = 10 μm and Ra = 5nm, TIS is approximately 0.01%. At Ra = 50nm, TIS rises to approximately 0.4% per surface — small in absolute terms, but significant for systems where signal-to-noise margin is the limiting factor.
Beyond scatter, germanium lens surface roughness affects two other performance parameters that matter to system integrators:
Laser damage threshold. For CO₂ laser systems using germanium passive optics, surface roughness is one of the primary determinants of damage threshold. Surface peaks concentrate electromagnetic field intensity — a surface with Ra 50nm has peak-to-valley features roughly 300–400nm high, each acting as a field enhancement point. Well-polished germanium (Ra < 5nm) reaches laser damage thresholds of 1–2 J/cm² for pulsed CO₂ radiation; rougher surfaces can fail at 30–50% lower fluence.
AR coating adhesion and uniformity. Germanium lenses in thermal imaging systems are almost always AR coated for the 8–12 μm band. The coating — typically a multi-layer stack with ZnS/Ge or DLC as outer layers — conforms to the substrate surface. On a surface with Ra 50nm, coating thickness variation follows the surface topography, introducing optical path length variation across the clear aperture. On Ra 5nm surfaces, this effect is negligible.
What Ra 5nm Actually Means
Ra is the arithmetic mean of the absolute surface profile deviations from the mean line, measured over a defined sampling length. At Ra 5nm, the average deviation from the surface mean is five nanometers — roughly 1/2000th the diameter of a human hair, and about 1/80th the wavelength of the 400nm blue light your eye can see.
In practical terms, Ra 5nm is achievable on germanium with established polishing chemistry. It is not exotic. What it requires is a controlled process from blank to finished lens, because the final polishing step can only remove so much material before it creates new problems. The subsurface damage left by cutting and grinding determines how much polishing is needed to reach Ra 5nm — and excessive polishing of germanium produces “orange peel” texture and thermal degradation of the surface chemistry that can make Ra 5nm harder to reach, not easier.
How Germanium Lens Surface Roughness Evolves Through Production
Germanium lens manufacturing follows a fixed sequence: blank cutting → grinding → polishing. Each stage has a characteristic output surface roughness that sets the input condition for the next stage. The final Ra 5nm target is only achievable when earlier stages deliver their specified outputs.
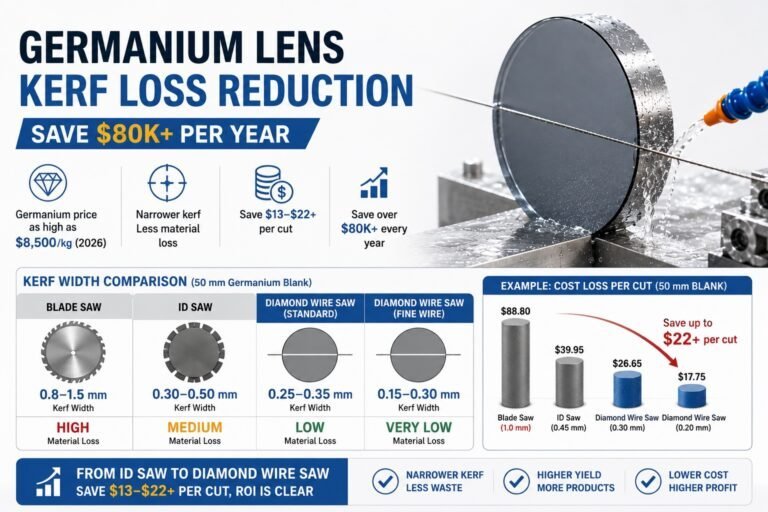
Stage 1: Wire Saw Cutting — Starting at Ra 0.6–1.2 μm
The as-cut surface from a diamond wire saw on germanium has surface roughness in the Ra 0.6–1.2 μm range. This is the starting condition that all subsequent processing must work down from. The diamond wire saw cuts with abrasive action along a 0.35–0.5 mm diameter wire, leaving a surface texture determined by the wire grit size, wire speed, feed rate, and coolant delivery.
This Ra 0.6–1.2 μm range is critical context for the Ra 5nm final specification: it represents a roughness reduction of 120–240× that must be achieved across grinding and polishing stages. Cutting parameters that push surface roughness toward the upper end of this range — aggressive feed rates, worn wire, inadequate coolant — push the grinding burden higher and extend total process time.
Wire saw cut surfaces also carry subsurface damage: a layer 10–30 μm deep where the crystal lattice has been disrupted by cutting forces. This damage layer must be fully removed during grinding before polishing begins. If it isn’t, polishing thins the surface but leaves the damaged crystal structure beneath, which shows up as anomalous scatter and reduced transmission in finished lenses.
Stage 2: Grinding — Ra 0.6 μm to Ra 20–50 nm
Grinding serves two functions: it removes the subsurface damage layer from cutting, and it generates the optical surface geometry — radius of curvature for lenses, flatness for windows. For germanium, grinding typically uses a sequence of bonded diamond pellet tools with progressively finer grit:
| Grinding Stage | Grit Size | Surface Roughness Output | Material Removed |
|---|---|---|---|
| Coarse grind | 40–60 μm | Ra 1–3 μm | 200–500 μm per face |
| Medium grind | 15–25 μm | Ra 0.3–0.8 μm | 50–150 μm per face |
| Fine grind | 6–9 μm | Ra 80–150 nm | 20–50 μm per face |
| Pre-polish lap | 1–3 μm | Ra 20–50 nm | 5–15 μm per face |
The transition from fine grind to pre-polish lap is where subsurface damage removal is verified. If the Ra after fine grinding shows localized high spots or a non-uniform pattern, it indicates that subsurface damage from cutting is still present and additional material removal is needed before polishing begins.
Our infrared optics grinding machine processes germanium components with CNC-controlled removal rates calibrated specifically for germanium’s combination of hardness and brittleness — the machine does not simply apply glass parameters to a harder material.
Stage 3: Polishing — Ra 50 nm to Ra < 5 nm
Germanium polishes efficiently compared to harder IR materials like sapphire or silicon carbide. The challenge is not removing material — it is removing it uniformly across the full aperture without introducing new defects. Three failure modes prevent Ra 5nm from being achieved:
Orange peel. A texture of shallow, closely-spaced bumps that develops when polishing removal rate exceeds the surface relaxation rate. Orange peel is visible under oblique illumination and detectable interferometrically. It typically appears when polishing pressure is too high for the compound being used, or when the lap temperature rises above ~35°C during extended polishing. Once orange peel develops, it requires returning to fine grinding to remove it — polishing cannot smooth orange peel.
Pitch contamination. Pitch polishing laps for germanium can embed abrasive particles from earlier grinding stages if the cleaning protocol between stages is insufficient. Embedded particles produce random deep scratches in the final surface that are incompatible with Ra 5nm specifications.
Residual subsurface damage. If polishing begins with subsurface damage still present from grinding, the polishing process removes the surface layer and eventually exposes the damage front — which shows up as micro-pitting and anomalous surface topography in interferometric inspection. The fix is always to return to the grinding stage.
Polishing chemistry for germanium typically uses 50–100nm colloidal silica slurry or 0.1–0.3 μm cerium oxide on a polyurethane or pitch lap. Final Ra measurement is taken at multiple locations across the aperture — center, mid-radius, and near-edge — because germanium’s dn/dT causes the removal rate to vary with local temperature, which can produce a center-to-edge Ra gradient on large apertures.

Measuring Germanium Lens Surface Roughness
At Ra 5nm, two measurement techniques are suitable:
White light interferometry (WLI). Measures surface topography over a 0.3–5 mm field at nm-scale vertical resolution. Provides Ra, Rq, and full topographic maps that reveal orange peel, pits, and scratches that would not appear in a single-number Ra measurement. Preferred for production monitoring because it is non-contact and fast (5–30 second measurement).
Atomic force microscopy (AFM). Provides sub-nm vertical resolution over a 1–50 μm field. Used for reference measurements and for resolving ambiguous WLI results. Too slow for production (5–30 minutes per measurement point) but definitive for specification compliance verification on critical parts.
Contact profilometry (stylus) is not appropriate at Ra 5nm on germanium — the stylus tip radius (typically 2 μm) is too large relative to the surface features being measured, and stylus contact on soft germanium can itself create scratches.
Per ISO 10110, surface roughness on optical drawings should specify the measurement bandwidth (low and high spatial frequency limits) alongside the Ra value. A germanium optic specified as “Ra ≤ 5nm” without bandwidth limits is underspecified — a surface that passes on a 0.5 mm sample field may fail on a 5 mm field, or vice versa.
The Full Production Context
Achieving germanium lens surface roughness of Ra 5nm consistently in production depends on every upstream stage delivering its output within specification. A wire saw cut that produces Ra 1.5 μm instead of 0.8 μm adds one extra grinding stage. A grinding sequence that leaves subsurface damage requires additional fine-grinding passes before polishing can begin. Each deviation from specification compounds the total process time and cost.
The most reliable path to consistent Ra 5nm results is to start with a well-controlled cut surface from a machine designed for IR optical materials, use a documented grinding sequence with verified removal depths, and maintain polishing parameters — compound concentration, lap temperature, and pressure — within validated windows.
For the complete equipment chain covering cutting through polishing for germanium IR optics production, see our infrared optics manufacturing equipment overview.