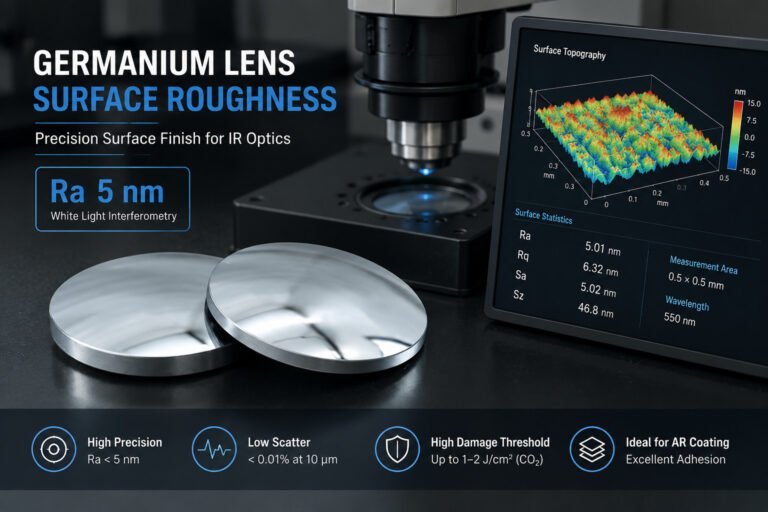
Ra 50nmの表面粗さを持つゲルマニウムレンズは、受入検査に合格します。また、各表面で入射する10μmの放射の約0.3〜0.5%を散乱します。これは、熱画像システムの感度を測定可能な程度に低下させるのに十分であり、高出力レーザーアプリケーションでは、経時的にレンズを劣化させる局所的な吸収ホットスポットを作成します。Ra 5nmに仕上げられたレンズは、同じ波長で0.01%未満を散乱します。この違いが、ゲルマニウムレンズの表面粗さ仕様が存在する理由であり、製造プロセスの最終研磨ステップだけでなく、すべての段階を理解することが、生産でRa 5nmを一貫して達成するために必要とされる理由です。.
このガイドでは、Ra 5nmが物理的に何を意味するのか、IR光学系にとってなぜ重要なのか、表面粗さがワイヤーソーカットから完成レンズまでどのように進化するのか、そして各段階で結果を左右するプロセスパラメータは何かについて説明します。.

ゲルマニウムレンズの表面粗さがIR光学系にとって重要な理由
可視光(0.4〜0.7μm)の波長は、ほとんどの表面の不規則性に対して相対的に大きいため、可視光光学系はRa 10〜30nmの範囲の表面粗さを許容できることがよくあります。ゲルマニウムが主要なレンズ材料である熱赤外線帯(8〜14μm)では、波長と表面テクスチャの関係が変化します。可視光波長ではサブ波長の迷惑であった表面の特徴が、LWIR帯では重要な散乱体になります。.
物理学は、レイリー・ライス散乱モデルによって記述されます。表面からの全積分散乱(TIS)は、比率(4π・Ra/λ)²に依存します。λ=10μm、Ra=5nmの場合、TISは約0.01%です。Ra=50nmの場合、TISは約0.4%/表面に上昇します。絶対値では小さいですが、信号対雑音比が制限要因となるシステムにとっては重要です。.
散乱以外に、ゲルマニウムレンズの表面粗さは、システムインテグレーターにとって重要な他の2つの性能パラメータに影響を与えます。
レーザー損傷閾値。. ゲルマニウム受動光学系を使用するCO₂レーザーシステムでは、表面粗さは損傷閾値の主要な決定要因の1つです。表面のピークは電磁場の強度を集中させます。Ra 50nmの表面は、約300〜400nmの高さのピーク・トゥ・バレー特徴を持ち、それぞれが電場増強点として機能します。よく研磨されたゲルマニウム(Ra < 5nm)は、パルスCO₂放射に対して1〜2 J/cm²のレーザー損傷閾値に達します。より粗い表面は、30〜50%低いフルエンスで破損する可能性があります。.
ARコーティングの密着性と均一性。. 熱画像システムにおけるゲルマニウムレンズは、8〜12μm帯でほぼ常にARコーティングされています。コーティングは、通常、ZnS/GeまたはDLCを外層とする多層スタックであり、基板表面に適合します。Ra 50nmの表面では、コーティング厚のばらつきが表面のトポグラフィーに従い、開口部全体にわたって光路長の変化が生じます。Ra 5nmの表面では、この効果は無視できます。.
Ra 5nmが実際に意味すること
Raは、定義されたサンプリング長で測定された、平均線からの絶対表面プロファイル偏差の算術平均です。Ra 5nmでは、表面平均からの平均偏差は5ナノメートルです。これは人間の髪の毛の直径の約1/2000、目で見える400nmの青色光の波長の約1/80です。.
実用的な観点から、Ra 5nmは確立された研磨化学でゲルマニウム上で達成可能です。それは珍しいものではありません。それは、最終研磨ステップが新しい問題を引き起こす前に除去できる材料の量に限りがあるため、ブランクから完成レンズまでの制御されたプロセスを必要とします。切断や研削によって残されたサブサーフェスダメージは、Ra 5nmに到達するために必要な研磨量を決定します。そして、ゲルマニウムの過度の研磨は、「オレンジピール」テクスチャと表面化学の熱劣化を引き起こし、Ra 5nmの達成をより困難にします。.
ゲルマニウムレンズの表面粗さは、製造中にどのように進化するか
ゲルマニウムレンズの製造は、ブランク切断→研削→研磨という固定されたシーケンスに従います。各段階には、次の段階の入力条件を設定する特徴的な出力表面粗さがあります。最終的なRa 5nmの目標は、初期段階が指定された出力を提供した場合にのみ達成可能です。.
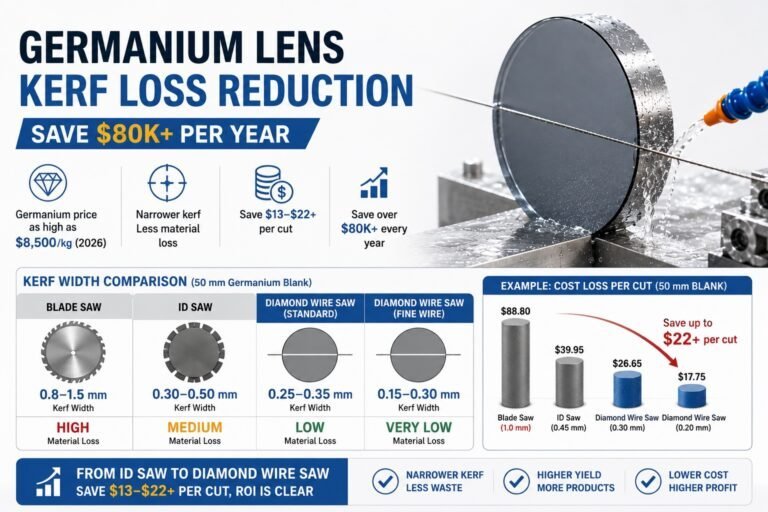
ステージ1:ワイヤーソー切断 — Ra 0.6〜1.2μmから開始
ゲルマニウム上のダイヤモンドワイヤーソーからの切断後の表面は、Ra 0.6〜1.2μmの範囲の表面粗さを持ちます。これは、後続のすべての処理がこの状態から作業する必要がある開始条件です。 ダイヤモンドワイヤーソー 35〜0.5mm径のワイヤーに沿って研磨作用で切断し、ワイヤーの砥粒サイズ、ワイヤー速度、送り速度、およびクーラント供給によって決まる表面テクスチャを残します。.
このRa 0.6〜1.2μmの範囲は、Ra 5nmの最終仕様にとって重要なコンテキストです。これは、研削および研磨段階で達成する必要がある120〜240倍の粗さ低減を表します。この範囲の上限に向かって表面粗さを押し上げる切断パラメータ(積極的な送り速度、摩耗したワイヤー、不十分なクーラント)は、研削負荷を高め、総プロセス時間を延長します。.
ワイヤーソー切断面にはサブサーフェスダメージも伴います。これは、切断力によって結晶格子が破壊された10〜30μmの深さの層です。このダメージ層は、研磨が開始される前に研削中に完全に除去する必要があります。そうしないと、研磨は表面を薄くしますが、損傷した結晶構造を下に残し、完成レンズの異常な散乱と透過率の低下として現れます。.
ステージ2:研削 — Ra 0.6μmからRa 20〜50nm
研削は2つの機能を提供します。切断からのサブサーフェスダメージ層を除去し、光学表面形状(レンズの場合は曲率半径、ウィンドウの場合は平面度)を生成します。ゲルマニウムの場合、研削は通常、徐々に細かい砥粒の接着ダイヤモンドペレットツールの一連のものを使用します。
| 研削ステージ | 砥粒サイズ | 表面粗さ出力 | 材料除去量 |
|---|---|---|---|
| 粗研削 | 40~60 μm | Ra 1〜3μm | 片面あたり200〜500μm |
| 中研削 | 15~25 μm | Ra 0.3〜0.8μm | 片面あたり50〜150μm |
| 細挽き | 6~9 μm | Ra 80〜150nm | 片面あたり20〜50μm |
| 前研磨ラップ | 1~3 μm | Ra 20〜50nm | 片面あたり5〜15μm |
ファイングラインドからプレポリッシュラップへの移行時に、サブサーフェスダメージの除去が確認されます。ファイングラインディング後のRaに局所的なハイライトや不均一なパターンが見られる場合、切断によるサブサーフェスダメージがまだ存在することを示しており、研磨を開始する前にさらに材料を除去する必要があります。.
私たちの 赤外線光学研磨機 ゲルマニウムの硬度と脆性の組み合わせに合わせて特別に校正されたCNC制御の除去率でゲルマニウム部品を加工します。この機械は、単に硬い材料にガラスのパラメータを適用するわけではありません。.
ステージ3:研磨 — Ra 50 nmからRa < 5 nm
ゲルマニウムは、サファイアや炭化ケイ素などの硬いIR材料と比較して効率的に研磨できます。課題は材料を除去することではなく、新しい欠陥を導入することなく、開口部全体に均一に除去することです。Ra 5nmを達成できない3つの失敗モードがあります。
オレンジピール。. 研磨除去率が表面リラクセーション率を超えるときに発生する、浅く近接した突起のテクスチャ。オレンジピールは斜め照明下で視覚化され、干渉計で検出可能です。通常、使用中のコンパウンドに対して研磨圧が高すぎる場合、または長時間の研磨中にラップ温度が約35°C以上に上昇した場合に発生します。オレンジピールが発生すると、除去するためにファイングラインディングに戻す必要があり、研磨ではオレンジピールを滑らかにすることはできません。.
ピッチ汚染。. ゲルマニウムのピッチ研磨ラップは、ステージ間のクリーニング手順が不十分な場合、前の研削ステージから研磨粒子を埋め込む可能性があります。埋め込まれた粒子は、最終表面にランダムな深い傷を発生させ、Ra 5nmの仕様と互換性がありません。.
残留するサブサーフェスダメージ。. 研削によるサブサーフェスダメージがまだ存在する状態で研磨を開始すると、研磨プロセスは表面層を除去し、最終的にダメージフロントを露出させます。これは、干渉測定でマイクロピッティングや異常な表面トポグラフィーとして現れます。修正するには、常に研削ステージに戻る必要があります。.
ゲルマニウムの研磨化学では、通常、ポリウレタンまたはピッチラップ上に50〜100nmのコロイダルシリカスラリーまたは0.1〜0.3μmの酸化セリウムを使用します。最終的なRa測定は、開口部の複数の場所(中心、中間半径、端付近)で実施されます。これは、ゲルマニウムのdn/dTにより、局所的な温度によって除去率が変化し、大きな開口部で中心から端までのRa勾配を生成する可能性があるためです。.

ゲルマニウムレンズ表面の粗さの測定
Ra 5nmでは、2つの測定技術が適しています。
白色干渉計(WLI)。. 3〜5 mmのフィールドでnmスケールの垂直解像度で表面トポグラフィーを測定します。Ra、Rq、および完全なトポグラフィーマップを提供し、単一数値のRa測定では現れないオレンジピール、ピット、および傷を明らかにします。非接触で高速(5〜30秒の測定)であるため、生産監視に推奨されます。.
原子間力顕微鏡(AFM)。. ��50μmのフィールドでサブnmの垂直解像度を提供します。参照測定およびあいまいなWLI結果の解決に使用されます。生産には遅すぎる(測定ポイントあたり5〜30分)が、重要な部品の仕様準拠検証には決定的です。.
接触式プロファイロメトリー(スタイラス)は、ゲルマニウムのRa 5nmでは適切ではありません。スタイラスチップ半径(通常2μm)は、測定対象の表面フィーチャーに対して大きすぎ、柔らかいゲルマニウムへのスタイラス接触自体が傷を発生させる可能性があります。.
あたり ISO 10110, 、光学図面の表面粗さには、Ra値とともに測定帯域幅(低および高空間周波数制限)を指定する必要があります。帯域幅制限なしで「Ra≤5nm」と指定されたゲルマニウム光学部品は、仕様が不十分です。0.5 mmのサンプルフィールドで合格する表面が5 mmのフィールドで不合格になる可能性があり、その逆も同様です。.
完全な生産コンテキスト
生産で一貫してRa 5nmのゲルマニウムレンズ表面粗さを達成するには、すべてのアップストリームステージが仕様内で出力を提供する必要があります。0.8μmではなくRa 1.5μmを生成するワイヤーソーカットは、追加の研削ステージを追加します。サブサーフェスダメージを残す研削シーケンスでは、研磨を開始する前に追加のファイングラインディングパスが必要です。仕様からの各逸脱は、総プロセス時間とコストを増大させます。.
一貫したRa 5nmの結果を得るための最も信頼性の高い方法は、IR光学材料用に設計された機械からの十分に制御されたカットサーフェスから始め、検証済みの除去深さを持つ文書化された研削シーケンスを使用し、研磨パラメータ(化合物濃度、ラップ温度、圧力)を検証済みのウィンドウ内に維持することです。.
ゲルマニウムIR光学部品の製造における切断から研磨までの完全な装置チェーンについては、当社の 赤外線光学製造装置 概要をご覧ください。.