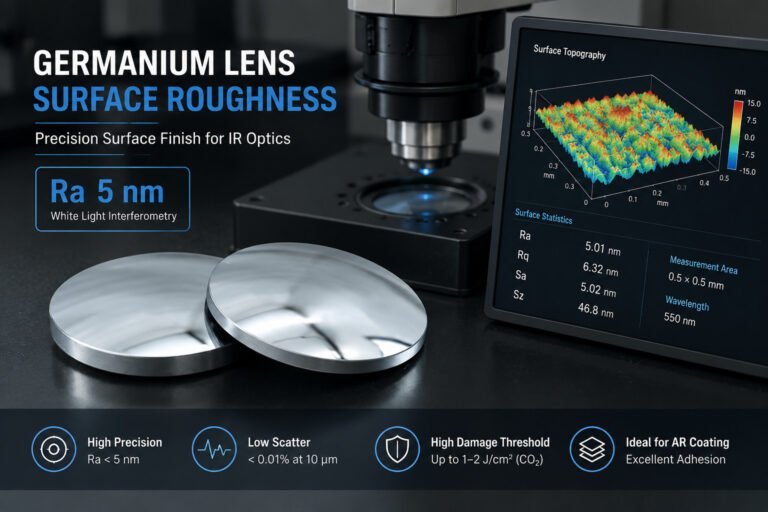
Линза из германия с шероховатостью поверхности Ra 50 нм пройдет входной контроль. Она также будет рассеивать примерно 0,3–0,5% падающего излучения с длиной волны 10 мкм на каждой поверхности — этого достаточно, чтобы снизить чувствительность системы тепловизионной визуализации на измеримую величину и, в приложениях с мощными лазерами, создать локализованные горячие точки поглощения, которые со временем ухудшают состояние линзы. Линза с шероховатостью Ra 5 нм рассеивает менее 0,01% при той же длине волны. Эта разница объясняет, почему существуют спецификации шероховатости поверхности германиевых линз, и почему для стабильного достижения Ra 5 нм в производстве необходимо понимать каждый этап производственного процесса, а не только этап финишной полировки.
Это руководство охватывает, что означает Ra 5 нм в физическом смысле, почему это важно для ИК-оптики, как шероховатость поверхности изменяется от резки проволокой до готовой линзы, и какие параметры процесса влияют на результат на каждом этапе.

Почему шероховатость поверхности германиевых линз важна для ИК-оптики
Оптика видимого света часто может допускать шероховатость поверхности в диапазоне Ra 10–30 нм, поскольку длина волны видимого света (0,4–0,7 мкм) велика по сравнению с большинством неровностей поверхности. При 8–14 мкм — диапазоне теплового инфракрасного излучения, где германий является основным материалом для линз — соотношение между длиной волны и текстурой поверхности меняется. Дефекты поверхности, которые были помехой на длинах волн видимого света, становятся значительными рассеивателями в диапазоне LWIR.
Физика описывается моделью рассеяния Рэлея-Райса. Полное интегрированное рассеяние (TIS) от поверхности зависит от соотношения (4π·Ra/λ)². При λ = 10 мкм и Ra = 5 нм TIS составляет примерно 0,01%. При Ra = 50 нм TIS возрастает примерно до 0,4% на поверхность — это немного в абсолютных величинах, но значительно для систем, где предел отношения сигнал/шум является ограничивающим фактором.
Помимо рассеяния, шероховатость поверхности германиевых линз влияет на два других параметра производительности, важных для системных интеграторов:
Порог повреждения лазером. Для систем CO₂-лазеров, использующих германиевую пассивную оптику, шероховатость поверхности является одним из основных факторов, определяющих порог повреждения. Пики на поверхности концентрируют интенсивность электромагнитного поля — поверхность с Ra 50 нм имеет пики высотой примерно 300–400 нм, каждый из которых действует как точка усиления поля. Хорошо отполированный германий (Ra < 5 нм) достигает порогов повреждения лазером 1–2 Дж/см² для импульсного CO₂-излучения; более шероховатые поверхности могут выйти из строя при флюенсе на 30–50% ниже.
Адгезия и равномерность просветляющего покрытия. Германские линзы в системах тепловизионной визуализации почти всегда покрываются просветляющим покрытием для диапазона 8–12 мкм. Покрытие — обычно многослойная структура с ZnS/Ge или DLC в качестве внешних слоев — повторяет форму поверхности подложки. На поверхности с Ra 50 нм вариация толщины покрытия следует топографии поверхности, создавая вариацию оптического пути по всей апертуре. На поверхностях Ra 5 нм этот эффект незначителен.
Что на самом деле означает Ra 5 нм
Ra — это среднее арифметическое абсолютных отклонений профиля поверхности от средней линии, измеренное на определенной длине выборки. При Ra 5 нм среднее отклонение от средней линии поверхности составляет пять нанометров — примерно 1/2000 диаметра человеческого волоса и примерно 1/80 длины волны синего света 400 нм, который видит ваш глаз.
Практически Ra 5 нм достижимо на германии с использованием устоявшейся химии полировки. Это не экзотика. Это требует контролируемого процесса от заготовки до готовой линзы, поскольку финальный этап полировки может удалить только определенное количество материала, прежде чем он создаст новые проблемы. Повреждение под поверхностью, оставшееся после резки и шлифовки, определяет, сколько полировки потребуется для достижения Ra 5 нм — а чрезмерная полировка германия создает текстуру “апельсиновой корки” и термическую деградацию химии поверхности, что может затруднить достижение Ra 5 нм, а не облегчить его.
Как шероховатость поверхности германиевых линз изменяется в процессе производства
Производство германиевых линз следует фиксированной последовательности: резка заготовки → шлифовка → полировка. Каждый этап имеет характерную выходную шероховатость поверхности, которая определяет входные условия для следующего этапа. Окончательная цель Ra 5 нм достижима только тогда, когда предыдущие этапы дают заданные результаты.
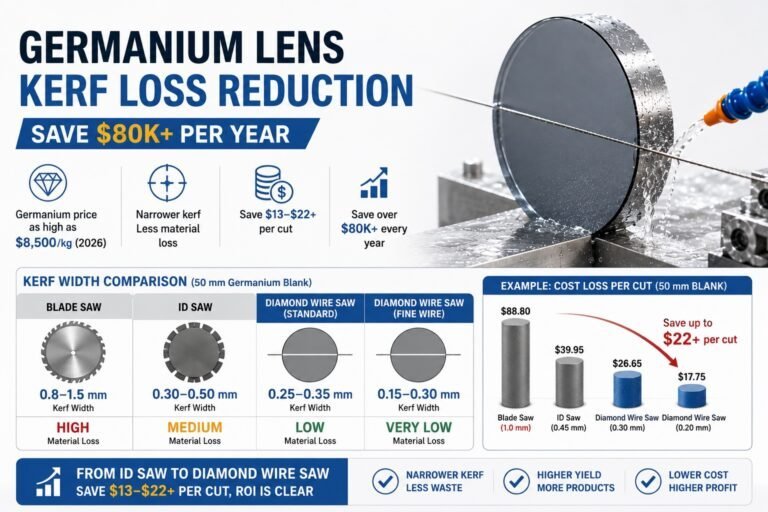
Этап 1: Резка проволокой — Начальная шероховатость Ra 0,6–1,2 мкм
Поверхность германия после резки алмазной проволокой имеет шероховатость в диапазоне Ra 0,6–1,2 мкм. Это начальное условие, от которого должна отталкиваться вся последующая обработка. алмазная проволочная пила резка с абразивным действием по проволоке диаметром 0,35–0,5 мм, оставляя текстуру поверхности, определяемую размером зерна проволоки, скоростью проволоки, скоростью подачи и подачей охлаждающей жидкости.
Этот диапазон Ra 0,6–1,2 мкм является критически важным контекстом для конечной спецификации Ra 5 нм: он представляет собой снижение шероховатости в 120–240 раз, которое должно быть достигнуто на этапах шлифовки и полировки. Параметры резки, которые увеличивают шероховатость поверхности до верхнего предела этого диапазона — агрессивные скорости подачи, изношенная проволока, недостаточная подача охлаждающей жидкости — увеличивают нагрузку на шлифовку и продлевают общее время процесса.
Поверхности после резки проволокой также несут подповерхностные повреждения: слой глубиной 10–30 мкм, где кристаллическая решетка была нарушена силами резки. Этот слой повреждения должен быть полностью удален во время шлифовки перед началом полировки. Если этого не сделать, полировка истончает поверхность, но оставляет поврежденную кристаллическую структуру под ней, что проявляется как аномальное рассеяние и снижение пропускания в готовых линзах.
Этап 2: Шлифовка — от Ra 0,6 мкм до Ra 20–50 нм
Шлифовка выполняет две функции: она удаляет слой подповерхностных повреждений от резки и создает геометрию оптической поверхности — радиус кривизны для линз, плоскостность для окон. Для германия шлифовка обычно использует последовательность алмазных инструментов с абразивным зерном, прогрессивно уменьшающегося размера:
| Этап шлифовки | Размер зерна | Выходная шероховатость поверхности | Удаленный материал |
|---|---|---|---|
| Грубая шлифовка | 40–60 мкм | Ra 1–3 мкм | 200–500 мкм на сторону |
| Средняя шлифовка | 15–25 мкм | Ra 0,3–0,8 мкм | 50–150 мкм на сторону |
| Тонкая шлифовка | 6–9 мкм | Ra 80–150 нм | 20–50 мкм на сторону |
| Полировочный круг | 1–3 мкм | Ra 20–50 нм | 5–15 мкм на сторону |
Переход от чистовой шлифовки к полировальному кругу — это этап, на котором проверяется удаление подповерхностных повреждений. Если значение Ra после чистовой шлифовки показывает локальные возвышения или неравномерный рисунок, это указывает на то, что подповерхностные повреждения от резки все еще присутствуют, и требуется дополнительное удаление материала перед началом полировки.
Наш сайт шлифовальный станок для инфракрасной оптики процессы обработки германиевых компонентов с контролируемым ЧПУ уровнем удаления, откалиброванным специально для сочетания твердости и хрупкости германия — станок не просто применяет параметры стекла к более твердому материалу.
Этап 3: Полировка — Ra 50 нм до Ra < 5 нм
Германий полируется эффективно по сравнению с более твердыми ИК-материалами, такими как сапфир или карбид кремния. Задача состоит не в удалении материала, а в его равномерном удалении по всей апертуре без внесения новых дефектов. Три режима отказа препятствуют достижению Ra 5 нм:
Апельсиновая корка. Текстура из мелких, близко расположенных бугорков, которая развивается, когда скорость удаления при полировке превышает скорость релаксации поверхности. Апельсиновая корка видна при косом освещении и обнаруживается интерферометрически. Обычно она появляется, когда давление при полировке слишком велико для используемого компаунда или когда температура круга поднимается выше ~35°C во время продолжительной полировки. Как только развивается апельсиновая корка, ее необходимо удалить, вернувшись к чистовой шлифовке — полировка не может сгладить апельсиновую корку.
Загрязнение смолой. Полировальные круги с покрытием из смолы для германия могут внедрять абразивные частицы из предыдущих этапов шлифовки, если протокол очистки между этапами недостаточен. Внедренные частицы создают случайные глубокие царапины на конечной поверхности, несовместимые со спецификациями Ra 5 нм.
Остаточные подповерхностные повреждения. Если полировка начинается с подповерхностных повреждений, оставшихся после шлифовки, процесс полировки удаляет поверхностный слой и в конечном итоге обнажает фронт повреждения — который проявляется в виде микроскопических ямок и аномальной топографии поверхности при интерферометрической инспекции. Решение всегда заключается в возвращении к этапу шлифовки.
Химия полировки германия обычно использует суспензию коллоидного кремнезема размером 50–100 нм или оксид церия размером 0,1–0,3 мкм на полиуретановом или смоляном круге. Окончательное измерение Ra проводится в нескольких точках по всей апертуре — в центре, на средней радиусе и у края — поскольку dn/dT германия вызывает изменение скорости удаления в зависимости от местной температуры, что может привести к градиенту Ra от центра к краю на больших апертурах.

Измерение шероховатости поверхности германиевых линз
При Ra 5 нм подходят два метода измерения:
Интерферометрия белого света (WLI). Измеряет топографию поверхности в поле 0,3–5 мм с вертикальным разрешением на уровне нм. Предоставляет Ra, Rq и полные топографические карты, выявляющие апельсиновую корку, ямки и царапины, которые не проявятся при измерении Ra по одному числу. Предпочтительнее для контроля производства, поскольку является бесконтактным и быстрым (измерение 5–30 секунд).
Атомно-силовая микроскопия (AFM). Обеспечивает вертикальное разрешение менее 1 нм в поле 1–50 мкм. Используется для эталонных измерений и для разрешения неоднозначных результатов WLI. Слишком медленный для производства (5–30 минут на точку измерения), но окончательный для проверки соответствия спецификациям на критически важных деталях.
Контактная профилометрия (стилус) не подходит при Ra 5 нм на германии — радиус кончика стилуса (обычно 2 мкм) слишком велик по сравнению с измеряемыми особенностями поверхности, а контакт стилуса с мягким германием сам по себе может создавать царапины.
По ISO 10110, шероховатость поверхности на оптических чертежах должна указывать полосу пропускания измерения (пределы низких и высоких пространственных частот) вместе со значением Ra. Герметичный оптический элемент, указанный как “Ra ≤ 5 нм” без ограничений полосы пропускания, недоопределен — поверхность, которая проходит на образце 0,5 мм, может не пройти на образце 5 мм, и наоборот.
Полный производственный контекст
Достижение шероховатости поверхности германиевых линз Ra 5 нм в производстве зависит от того, что каждый предыдущий этап выдает свой результат в пределах спецификации. Рез от проволочной пилы, дающий Ra 1,5 мкм вместо 0,8 мкм, добавляет один дополнительный этап шлифовки. Последовательность шлифовки, оставляющая подповерхностные повреждения, требует дополнительных проходов тонкой шлифовки перед началом полировки. Каждое отклонение от спецификации увеличивает общее время и стоимость процесса.
Наиболее надежный путь к получению стабильных результатов Ra 5 нм — это начать с хорошо контролируемой резаной поверхности, полученной на станке, предназначенном для ИК-оптических материалов, использовать документированную последовательность шлифовки с проверенными глубинами удаления и поддерживать параметры полировки — концентрацию компаунда, температуру круга и давление — в пределах проверенных диапазонов.
Полную цепочку оборудования, охватывающую резку и полировку для производства германиевой ИК-оптики, см. в нашем центре оборудования для производства инфракрасной оптики обзоре.