Germanium hit $8,500 per kilogram in mid-2026. That’s more than double the price two years ago. At that rate, every tenth of a millimeter of germanium lens kerf loss during slicing translates directly into dollars lost — not pennies, not fractions, but real dollars per cut. If you’re still using a blade or ID saw to slice germanium blanks, your cutting process is likely throwing away 15–30% more raw material than it needs to.
We’ve spent years optimizing germanium cutting lines, and the single highest-ROI change most shops can make isn’t a new machine or a different coolant. It’s reducing kerf width. Here’s how the math works and what you can do about it.
Why Germanium Lens Kerf Loss Hits Harder Than Other Materials
Most optical materials are expensive. But germanium sits in a category of its own.
A standard optical-grade Ge ingot (99.999% purity) runs $7,000–$9,000/kg at current spot prices, driven by China’s export controls that took effect in mid-2023 and have tightened since. Compare that to ZnSe at roughly $800–$1,200/kg or BK7 glass at under $50/kg. When you cut ZnSe and lose 0.5 mm of material to kerf, you lose a few cents per slice. When you lose 0.5 mm of germanium, you’re burning through material worth $3–$6 per cut depending on blank diameter.
That adds up fast. A typical production run slicing 50 mm diameter Ge blanks into 3 mm thick lenses produces 15–20 cuts per ingot section. At $4–$5 of kerf waste per cut, that’s $60–$100 of germanium dust per batch — material that cannot be recovered to optical-grade purity without expensive recycling.
The bottom line: germanium lens kerf loss reduction isn’t a nice-to-have optimization. At 2026 prices, it’s a cost-of-survival issue.

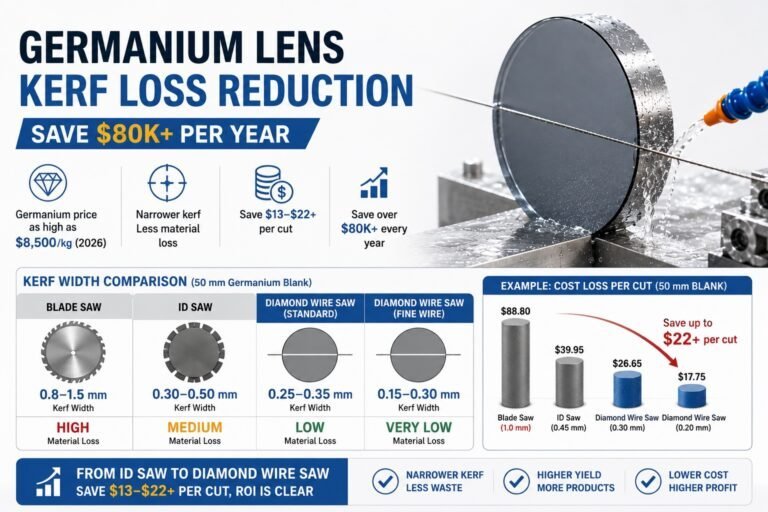
Kerf Width Comparison: Diamond Wire vs. ID Saw vs. Blade
The cutting tool you choose determines your kerf width, which directly determines your material loss. Here’s what we see in practice:
| Cutting Method | Typical Kerf Width | Germanium Waste per Cut (50 mm blank) | Relative Material Loss |
|---|---|---|---|
| Abrasive blade saw | 0.8–1.5 mm | High | Baseline (worst) |
| ID (inner diameter) saw | 0.30–0.50 mm | Moderate | ~60% of blade |
| Diamond wire saw (standard) | 0.25–0.35 mm | Low | ~40% of blade |
| Diamond wire saw (fine wire) | 0.15–0.20 mm | Very low | ~20% of blade |
The difference between a blade saw at 1.0 mm kerf and a diamond wire saw at 0.25 mm kerf is massive: you recover 0.75 mm of usable germanium per cut. On a 100 mm long ingot section being sliced into 3 mm wafers, that’s roughly 25 cuts. At 0.75 mm savings per cut, you save 18.75 mm of germanium — enough for 6 additional wafers from the same ingot.
Six extra wafers. Same ingot. Just a narrower cut.
The Real Math: Kerf Loss Cost per Cut
Let’s put actual numbers on this. Assume:
- Germanium price: $8,500/kg
- Germanium density: 5.323 g/cm³
- Blank diameter: 50 mm (round lens blank)
The volume of material lost per cut = kerf width × cross-sectional area of the blank.
| Kerf Width | Volume Lost per Cut | Mass Lost | Cost Lost per Cut |
|---|---|---|---|
| 1.0 mm (blade) | 1,963 mm³ | 10.45 g | $88.80 |
| 0.45 mm (ID saw) | 883 mm³ | 4.70 g | $39.95 |
| 0.30 mm (wire saw) | 589 mm³ | 3.13 g | $26.65 |
| 0.20 mm (fine wire) | 393 mm³ | 2.09 g | $17.75 |
Switching from a standard ID saw (0.45 mm) to a diamond wire saw (0.30 mm) saves $13.30 per cut. Over a production run of 500 cuts per month, that’s $6,650/month — almost $80,000/year in recovered germanium.
Switch to fine wire at 0.20 mm, and the savings jump to $22.20 per cut, or $133,200/year.
Fair warning: fine wire below 0.20 mm requires more careful tension control and slower feed rates. We’ve broken more than a few wires pushing too hard on 0.15 mm diameter stock. The sweet spot for most germanium lens production is 0.25–0.30 mm wire diameter, balancing kerf savings against wire breakage rate and cutting speed.
Five Practical Ways to Reduce Germanium Lens Kerf Loss
1. Switch to Thinner Diamond Wire
This is the most direct lever. Going from 0.35 mm wire to 0.25 mm wire reduces kerf by roughly 0.10 mm — which, as shown above, adds up to thousands of dollars per month.
The trade-off: thinner wire is more fragile. You’ll need to reduce feed rate by 20–30% and ensure your machine’s tension system can maintain consistent force without over-stressing the wire. On our SGSM-40 oscillating wire slicer, we typically run 0.25 mm wire at 5–6 mm/min feed rate for germanium (50 mm blanks), compared to 7–8 mm/min for 0.35 mm wire on the same diameter.
2. Optimize Wire Speed and Tension
Wire speed affects cutting efficiency and surface quality, but it also affects kerf. Higher wire speed (40–60 m/s) with proper tension produces a cleaner, narrower cut because the wire tracks straighter through the workpiece. Low wire speed causes the wire to wander, widening the effective kerf.
For germanium specifically:
- Wire speed: 40–55 m/s (germanium is brittle — too fast causes chipping)
- Wire tension: 100–140 N for 0.25–0.30 mm wire (typically 110 N)
- Keep tension within 80–90% of wire’s rated breaking strength
One thing that tripped us up early: running germanium at the same speed as glass. Germanium’s fracture toughness is only about 0.6 MPa·m^0.5 — roughly half that of standard glass. Push the speed too high, and you get edge chipping that effectively widens the damaged zone beyond the kerf itself. The kerf might measure 0.30 mm, but the subsurface damage extends another 0.05–0.10 mm on each side.

3. Use Water-Based Coolant with Proper Flow
Coolant does two jobs: removing swarf and preventing thermal buildup. For germanium, thermal control is critical because germanium’s thermal conductivity (60 W/m·K) is decent, but localized heating at the cut zone can cause micro-cracking that ruins the wafer beyond the kerf.
We recommend water-based coolant at 2–4 L/min flow rate, directed at both the wire entry and exit points. Oil-based coolants work too, but they tend to load the diamond wire faster, shortening wire life — which introduces a secondary cost issue.
4. Minimize Post-Cut Grinding Allowance
Kerf loss is only part of the equation. After cutting, most germanium lenses need surface grinding to remove the subsurface damage layer. With a blade saw, this damage layer can be 50–100 μm deep, requiring significant material removal during grinding.
Diamond wire saws produce a much shallower damage layer — typically 5–15 μm. That means:
- Less material removed during grinding (saving another 0.05–0.10 mm per face)
- Fewer grinding steps (saving time and consumable costs)
- Better starting surface for polishing
For a lens cut from both sides, reducing the grinding allowance from 0.10 mm to 0.02 mm per face saves 0.16 mm of total material. At germanium prices, that’s another $2–$3 per lens.
5. Recover and Recycle Germanium Swarf
Even with optimized kerf, you’ll still produce germanium dust and slurry. Unlike most materials, germanium swarf has real resale value — recyclers will pay $2,000–$4,000/kg for high-purity germanium scrap, depending on contamination level.
Set up a closed-loop coolant system that filters and collects germanium particles. Keep the swarf separate from other materials (this is critical — mixed swarf has much lower recovery value). Some operations we’ve worked with recover 60–70% of their kerf waste through proper swarf collection.
This doesn’t reduce kerf loss, but it does recover value from whatever loss remains.
What Diamond Wire Cutting Won’t Fix
Diamond wire saws are the best available technology for minimizing germanium kerf loss, but they’re not magic.
Geometry limitations. Wire saws cut straight lines. If you need curved or contoured cuts, you’ll still need other methods (CNC milling, laser) that may have wider kerf or different waste profiles.
Extremely thin wafers. Below about 0.5 mm wafer thickness, even diamond wire cutting becomes risky with germanium. The material’s brittleness means thin wafers tend to crack during cutting regardless of kerf width. We’ve managed 0.3 mm thick cuts on small-diameter blanks (under 25 mm), but yields drop significantly.
Contamination sensitivity. For detector-grade germanium (gamma spectroscopy applications), even trace contamination from the diamond wire or coolant can be disqualifying. These applications sometimes accept higher kerf loss from wire EDM or ID saw in exchange for cleaner cut surfaces.
Wire cost. Finer wire costs more per meter, breaks more often, and cuts slower. There’s a point where the wire cost increase exceeds the germanium savings — typically somewhere around 0.15 mm wire diameter for production volumes. For most operations, 0.20–0.30 mm wire represents the economic optimum.
The Export Control Factor: Why Kerf Optimization Is Urgent in 2026
China produces roughly 60% of the world’s refined germanium. Since July 2023, Beijing has required export licenses for germanium products, and approval rates have been inconsistent. The result: spot prices doubled between early 2025 and mid-2026, and lead times for optical-grade germanium blanks stretched from 4–6 weeks to 10–16 weeks in some cases.
This supply squeeze changes the kerf loss equation dramatically. Two years ago, saving 0.15 mm of kerf per cut was a marginal optimization. Today, that same 0.15 mm represents twice the dollar value — and the difference between meeting delivery commitments and falling short on material.
Several customers we work with have reacted by holding larger germanium inventories, which ties up capital. A smarter approach: extract more lenses from each blank by cutting narrower. The material you save through kerf reduction effectively becomes “free” additional inventory without additional purchasing.
How Much Can You Actually Save?
Here’s a realistic scenario for a mid-volume germanium lens manufacturer:
| Parameter | Before (ID Saw) | After (Diamond Wire) |
|---|---|---|
| Kerf width | 0.45 mm | 0.25 mm |
| Grinding allowance per face | 0.08 mm | 0.02 mm |
| Total material loss per lens | 0.61 mm | 0.29 mm |
| Monthly cuts | 500 | 500 |
| Monthly material savings | — | 160 mm of Ge length saved |
| Monthly cost savings | — | ~$6,800 |
| Annual savings | — | ~$81,600 |
And that’s conservative — it doesn’t include swarf recovery value or the reduction in grinding consumable costs.
For operations cutting larger blanks (75–100 mm diameter), the savings scale with the square of the diameter. A 100 mm blank loses 4x more material per mm of kerf than a 50 mm blank. Annual savings for 100 mm operations easily exceed $200,000.
Where to Start
If you’re evaluating a switch from ID saw or blade cutting to diamond wire for germanium:
- Benchmark your current kerf. Measure actual kerf width on 10 consecutive cuts (not the spec sheet number — the real number). Most ID saws run wider than their rated kerf after the blade wears.
- Calculate your cost per cut using the formula above with current germanium spot prices.
- Run a trial on 0.25–0.30 mm diamond wire at conservative parameters (low feed, moderate speed) and measure the resulting kerf and surface quality.
- Factor in the full picture: kerf savings + grinding reduction + swarf recovery – wire cost increase.
For a detailed look at how diamond wire cutting equipment fits into a complete infrared optics manufacturing workflow — from blank slicing through final polishing — we’ve documented the full process and equipment options on our solutions page.
For reference data on germanium optical properties and density used in the calculations above, Crystran’s germanium material datasheet provides verified values. For supply chain context, the USGS germanium statistics report tracks production, pricing, and export control developments.
SEO Settings (copy to Rank Math)
- SEO Title: Germanium Lens Kerf Loss Reduction — Save $80K+/Year
- Meta Description: Germanium lens kerf loss reduction with diamond wire saves $80K+/year. Compare kerf widths, calculate cost per cut, and see the ROI of switching from ID saw.
- Permalink Slug: germanium-kerf-loss-reduction
- Focus Keyword: germanium lens kerf loss reduction
- Suggested Image Alt Text: germanium lens kerf loss reduction comparison between diamond wire saw and ID saw cutting methods