Eine Germaniumlinse mit einer Oberflächenrauheit von Ra 50nm besteht eine Eingangsprüfung. Sie wird auch etwa 0,3–0,5% der einfallenden 10-µm-Strahlung an jeder Oberfläche streuen – genug, um die Empfindlichkeit des Wärmebildsystems um einen messbaren Betrag zu reduzieren und in Hochleistungs-Laseranwendungen lokalisierte Absorptions-Hotspots zu erzeugen, die die Linse mit der Zeit verschlechtern. Eine Linse, die auf Ra 5nm poliert ist, streut bei gleicher Wellenlänge weniger als 0,01%. Dieser Unterschied erklärt, warum Spezifikationen für die Oberflächenrauheit von Germaniumlinsen existieren und warum das Erreichen von Ra 5nm in der Produktion ein Verständnis aller Stufen des Herstellungsprozesses erfordert, nicht nur des letzten Polierschritts.
Dieser Leitfaden behandelt, was Ra 5nm physikalisch bedeutet, warum es für IR-Optiken wichtig ist, wie sich die Oberflächenrauheit vom Drahtsägeschnitt bis zur fertigen Linse entwickelt und welche Prozessparameter das Ergebnis in jeder Stufe beeinflussen.

Warum die Oberflächenrauheit von Germaniumlinsen für IR-Optiken wichtig ist
Optiken für sichtbares Licht können oft Oberflächenrauheiten im Bereich von Ra 10–30nm tolerieren, da die Wellenlänge des sichtbaren Lichts (0,4–0,7 µm) im Verhältnis zu den meisten Oberflächenunregelmäßigkeiten groß ist. Bei 8–14 µm – dem thermischen Infrarotband, in dem Germanium das primäre Linsenmaterial ist – ändert sich die Beziehung zwischen Wellenlänge und Oberflächentextur. Oberflächenmerkmale, die bei sichtbaren Wellenlängen sub-Wellenlängen-Störungen waren, werden im LWIR-Band zu signifikanten Streuern.
Die Physik wird durch das Rayleigh-Rice-Streumodell beschrieben. Die gesamte integrierte Streuung (TIS) von einer Oberfläche hängt vom Verhältnis (4π·Ra/λ)² ab. Bei λ = 10 µm und Ra = 5nm beträgt TIS etwa 0,01%. Bei Ra = 50nm steigt TIS auf etwa 0,4% pro Oberfläche – absolut gesehen gering, aber signifikant für Systeme, bei denen die Signal-Rausch-Grenze der limitierende Faktor ist.
Neben der Streuung beeinflusst die Oberflächenrauheit von Germaniumlinsen zwei weitere Leistungsparameter, die für Systemintegratoren wichtig sind:
Laserschadensschwelle. Bei CO₂-Lasersystemen mit Germanium-Passivoptiken ist die Oberflächenrauheit einer der Hauptfaktoren für die Schadensschwelle. Oberflächenspitzen konzentrieren die elektromagnetische Feldintensität – eine Oberfläche mit Ra 50nm hat Spitzen-Tal-Merkmale von etwa 300–400 nm Höhe, die jeweils als Feldverstärkungspunkt wirken. Gut poliertes Germanium (Ra < 5nm) erreicht Laserschadensschwellen von 1–2 J/cm² für gepulste CO₂-Strahlung; rauere Oberflächen können bei 30–50% geringerer Fluenz versagen.
AR-Beschichtungsadhäsion und -gleichmäßigkeit. Germaniumlinsen in Wärmebildsystemen sind fast immer für das 8–12 µm Band AR-beschichtet. Die Beschichtung – typischerweise ein Mehrschichtstapel mit ZnS/Ge oder DLC als äußere Schichten – passt sich der Substratoberfläche an. Auf einer Oberfläche mit Ra 50nm folgt die Beschichtungsdickenvariation der Oberflächentopographie, was eine Variation des optischen Weglängen über die klare Apertur einführt. Auf Ra 5nm Oberflächen ist dieser Effekt vernachlässigbar.
Was Ra 5nm tatsächlich bedeutet
Ra ist der arithmetische Mittelwert der absoluten Oberflächenprofilabweichungen von der Mittellinie, gemessen über eine definierte Abtastlänge. Bei Ra 5nm beträgt die durchschnittliche Abweichung vom Oberflächenmittelwert fünf Nanometer – etwa 1/2000 des Durchmessers eines menschlichen Haares und etwa 1/80 der Wellenlänge des 400nm blauen Lichts, das Ihr Auge sehen kann.
Praktisch ist Ra 5nm auf Germanium mit etablierter Polierchemie erreichbar. Es ist nichts Exotisches. Was es erfordert, ist ein kontrollierter Prozess vom Rohling bis zur fertigen Linse, da der letzte Polierschritt nur so viel Material entfernen kann, bevor er neue Probleme verursacht. Die durch Schneiden und Schleifen verursachten Schäden unter der Oberfläche bestimmen, wie viel Polieren erforderlich ist, um Ra 5nm zu erreichen – und übermäßiges Polieren von Germanium erzeugt eine “Orangenhaut”-Textur und thermische Degradation der Oberflächenchemie, die das Erreichen von Ra 5nm erschweren, nicht erleichtern.
Wie die Oberflächenrauheit von Germaniumlinsen während der Produktion fortschreitet
Die Herstellung von Germaniumlinsen folgt einer festen Reihenfolge: Rohling schneiden → schleifen → polieren. Jede Stufe hat eine charakteristische Ausgangsoberflächenrauheit, die die Eingangsbedingung für die nächste Stufe festlegt. Das endgültige Ziel Ra 5nm ist nur erreichbar, wenn frühere Stufen ihre spezifizierten Ergebnisse liefern.
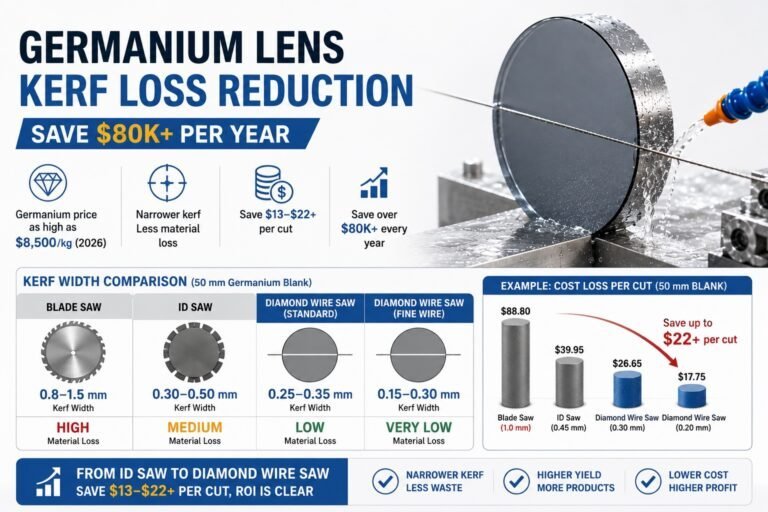
Stufe 1: Drahtsägen – Beginnend bei Ra 0,6–1,2 µm
Die geschnittene Oberfläche einer Diamantdrahtsäge auf Germanium hat eine Oberflächenrauheit im Bereich von Ra 0,6–1,2 µm. Dies ist die Ausgangsbedingung, von der aus alle nachfolgenden Bearbeitungen erfolgen müssen. Die Diamantdrahtsäge Schnitte mit abrasiver Wirkung entlang eines 0,35–0,5 mm dicken Drahtes hinterlassen eine Oberflächentextur, die durch die Drahtkorngröße, Drahtgeschwindigkeit, Vorschubgeschwindigkeit und Kühlmittelzufuhr bestimmt wird.
Dieser Bereich von Ra 0,6–1,2 µm ist ein kritischer Kontext für die endgültige Spezifikation von Ra 5nm: Er stellt eine Rauheitsreduzierung um das 120- bis 240-fache dar, die über Schleif- und Polierstufen erreicht werden muss. Schnittparameter, die die Oberflächenrauheit in den oberen Bereich dieses Spektrums treiben – aggressive Vorschubgeschwindigkeiten, abgenutzter Draht, unzureichendes Kühlmittel – erhöhen die Schleifbelastung und verlängern die gesamte Prozesszeit.
Drahtsägeflächen weisen auch Schäden unter der Oberfläche auf: eine Schicht von 10–30 µm Tiefe, in der das Kristallgitter durch Schnittkräfte gestört wurde. Diese Schadenschicht muss beim Schleifen vollständig entfernt werden, bevor mit dem Polieren begonnen wird. Wenn nicht, dünnt das Polieren die Oberfläche aus, hinterlässt aber die beschädigte Kristallstruktur darunter, die sich in fertigen Linsen als anomale Streuung und reduzierte Transmission zeigt.
Stufe 2: Schleifen – Ra 0,6 µm bis Ra 20–50 nm
Das Schleifen erfüllt zwei Funktionen: Es entfernt die Schadenschicht unter der Oberfläche vom Schneiden und erzeugt die optische Oberflächengeometrie – Krümmungsradius für Linsen, Ebenheit für Fenster. Für Germanium verwendet das Schleifen typischerweise eine Abfolge von gebundenen Diamant-Pellet-Werkzeugen mit zunehmend feinerer Körnung:
| Schleifstufe | Korngröße | Oberflächenrauheit Ausgang | Abgetragenes Material |
|---|---|---|---|
| Grobschliff | 40–60 µm | Ra 1–3 µm | 200–500 µm pro Seite |
| Mittelschliff | 15–25 µm | Ra 0,3–0,8 µm | 50–150 µm pro Seite |
| Feinschliff | 6–9 µm | Ra 80–150 nm | 20–50 µm pro Seite |
| Vorpolierlap | 1–3 µm | Ra 20–50 nm | 5–15 µm pro Seite |
Der Übergang vom Feinschleifen zum Vorpolierläppen ist der Punkt, an dem die Entfernung von Untergrundschäden überprüft wird. Wenn die Ra nach dem Feinschleifen lokalisierte Hochpunkte oder ein nicht einheitliches Muster aufweist, deutet dies darauf hin, dass Untergrundschäden vom Schneiden noch vorhanden sind und zusätzliches Material entfernt werden muss, bevor mit dem Polieren begonnen wird.
Unser Infrarotoptik-Schleifmaschine bearbeitet Germaniumkomponenten mit CNC-gesteuerten Abtragsraten, die speziell für die Kombination von Härte und Sprödigkeit von Germanium kalibriert sind – die Maschine wendet einfach keine Glasparameter auf ein härteres Material an.
Stufe 3: Polieren — Ra 50 nm bis Ra < 5 nm
Germanium lässt sich effizient polieren im Vergleich zu härteren IR-Materialien wie Saphir oder Siliziumkarbid. Die Herausforderung besteht nicht darin, Material zu entfernen – sondern es gleichmäßig über die gesamte Apertur zu entfernen, ohne neue Defekte einzubringen. Drei Fehlermodi verhindern, dass Ra 5 nm erreicht wird:
Orangenhaut. Eine Textur aus flachen, eng beieinander liegenden Unebenheiten, die sich entwickelt, wenn die Polierabtragsrate die Oberflächenentspannungsrate übersteigt. Orangenhaut ist unter schrägem Lichteinfall sichtbar und interferometrisch nachweisbar. Sie tritt typischerweise auf, wenn der Polierdruck für die verwendete Paste zu hoch ist oder wenn die Temperatur des Polierkissens bei längerem Polieren über ~35°C steigt. Sobald sich Orangenhaut entwickelt hat, muss sie durch Rückkehr zum Feinschleifen entfernt werden – Polieren kann Orangenhaut nicht glätten.
Pechkontamination. Pechpolierkissen für Germanium können Schleifpartikel aus früheren Schleifstufen einbetten, wenn das Reinigungsprotokoll zwischen den Stufen unzureichend ist. Eingebettete Partikel erzeugen zufällige tiefe Kratzer auf der endgültigen Oberfläche, die mit den Ra 5nm-Spezifikationen unvereinbar sind.
Verbleibende subsurfaciale Schäden. Wenn mit noch vorhandenen subsurfacialen Schäden aus dem Schleifen begonnen wird, entfernt der Polierprozess die Oberflächenschicht und legt schließlich die Schadensfront frei – die sich bei interferometrischer Inspektion als Mikropitting und anomale Oberflächentopographie zeigt. Die Lösung besteht immer darin, zur Schleifstufe zurückzukehren.
Die Polierchemie für Germanium verwendet typischerweise 50–100 nm kolloidale Silika-Slurry oder 0,1–0,3 μm Ceroxid auf einem Polyurethan- oder Pechkissen. Die endgültige Ra-Messung wird an mehreren Stellen über die Apertur genommen – Mitte, mittlerer Radius und Randbereich –, da die dn/dT von Germanium die Abtragsrate in Abhängigkeit von der lokalen Temperatur variiert, was bei großen Aperturen zu einem Gradienten von Mitte zu Rand führen kann.

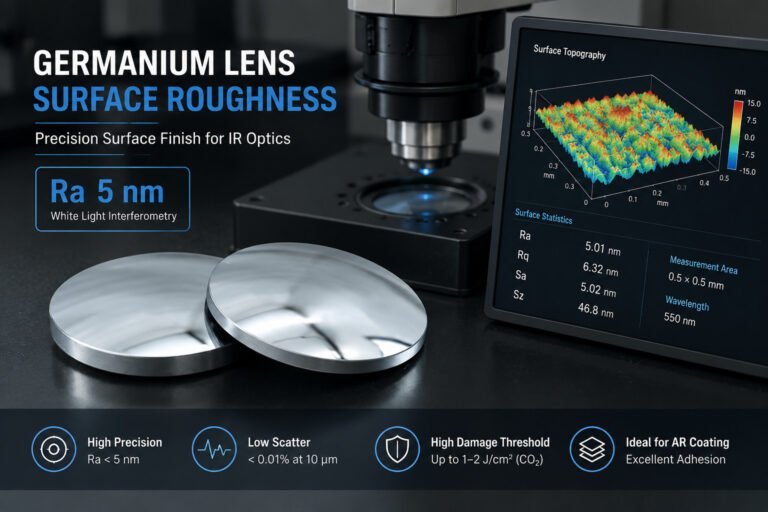
Messung der Oberflächenrauheit von Germaniumlinsen
Bei Ra 5nm sind zwei Messtechniken geeignet:
Weißlichtinterferometrie (WLI). Misst die Oberflächentopographie über ein Feld von 0,3–5 mm mit einer vertikalen Auflösung im nm-Bereich. Liefert Ra, Rq und vollständige topographische Karten, die Orangenhaut, Pits und Kratzer aufzeigen, die in einer einzelnen Ra-Messung nicht erscheinen würden. Bevorzugt für die Produktionsüberwachung, da sie berührungslos und schnell ist (5–30 Sekunden Messzeit).
Rasterkraftmikroskopie (AFM). Bietet eine vertikale Auflösung im Sub-nm-Bereich über ein Feld von 1–50 μm. Wird für Referenzmessungen und zur Auflösung mehrdeutiger WLI-Ergebnisse verwendet. Zu langsam für die Produktion (5–30 Minuten pro Messpunkt), aber entscheidend für die Überprüfung der Spezifikationskonformität bei kritischen Teilen.
Kontaktprofilometrie (Taststift) ist bei Ra 5nm auf Germanium nicht geeignet – der Spitzenradius des Taststifts (typischerweise 2 μm) ist im Verhältnis zu den gemessenen Oberflächenmerkmalen zu groß, und der Taststiftkontakt auf weichem Germanium kann selbst Kratzer verursachen.
Pro ISO 10110, sollte die Oberflächenrauheit auf optischen Zeichnungen die Messbandbreite (untere und obere Grenzwerte für räumliche Frequenzen) neben dem Ra-Wert angeben. Ein Germanium-Optikteil, das als “Ra ≤ 5nm” ohne Bandbreitenbegrenzungen spezifiziert ist, ist unterbestimmt – eine Oberfläche, die auf einem 0,5 mm großen Probenfeld bestanden wird, kann auf einem 5 mm großen Feld versagen oder umgekehrt.
Der vollständige Produktionskontext
Die Erzielung einer Oberflächenrauheit von Germaniumlinsen von Ra 5nm in der Produktion hängt davon ab, dass jede vorgelagerte Stufe ihre Ausgabe innerhalb der Spezifikation liefert. Ein Drahtsägeschnitt, der Ra 1,5 μm anstelle von 0,8 μm erzeugt, erfordert eine zusätzliche Schleifstufe. Eine Schleifsequenz, die subsurfaciale Schäden hinterlässt, erfordert zusätzliche Feinschleifdurchgänge, bevor mit dem Polieren begonnen werden kann. Jede Abweichung von der Spezifikation erhöht die gesamte Prozesszeit und die Kosten.
Der zuverlässigste Weg zu konsistenten Ra 5nm-Ergebnissen ist, mit einer gut kontrollierten Schnittfläche von einer für IR-Optikmaterialien entwickelten Maschine zu beginnen, eine dokumentierte Schleifsequenz mit verifizierten Abtrags tiefen zu verwenden und die Polierparameter – Pastenkonzentration, Kissentemperatur und Druck – innerhalb validierter Fenster zu halten.
Die vollständige Ausrüstung Kette, die vom Schneiden bis zum Polieren für die Germanium-IR-Optikproduktion abdeckt, finden Sie in unserem Ausrüstung für die Herstellung von Infrarotoptiken Übersicht.