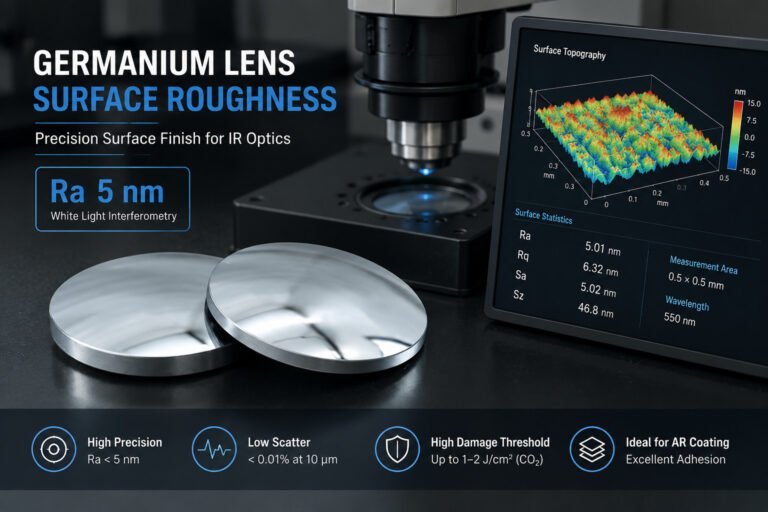
Une lentille en germanium avec une rugosité de surface Ra de 50 nm passera une inspection à réception. Elle diffusera également environ 0,3–0,5% du rayonnement incident de 10 μm à chaque surface — suffisamment pour réduire la sensibilité du système d'imagerie thermique d'une marge mesurable et, dans les applications laser de haute puissance, pour créer des points chauds d'absorption localisés qui dégradent la lentille au fil du temps. Une lentille finie à Ra 5 nm diffuse moins de 0,01% à la même longueur d'onde. Cette différence explique l'existence des spécifications de rugosité de surface des lentilles en germanium, et pourquoi l'obtention constante de Ra 5 nm en production nécessite la compréhension de chaque étape du processus de fabrication, pas seulement de l'étape de polissage finale.
Ce guide couvre ce que signifie Ra 5 nm en termes physiques, pourquoi il est important pour l'optique IR, comment la rugosité de surface évolue de la coupe à la scie à fil à la lentille finie, et quels paramètres de processus influencent le résultat à chaque étape.

Pourquoi la rugosité de surface des lentilles en germanium est importante pour l'optique IR
L'optique visible peut souvent tolérer une rugosité de surface dans la plage Ra 10–30 nm car la longueur d'onde de la lumière visible (0,4–0,7 μm) est grande par rapport à la plupart des irrégularités de surface. À 8–14 μm — la bande infrarouge thermique où le germanium est le principal matériau de lentille — la relation entre la longueur d'onde et la texture de surface change. Les caractéristiques de surface qui étaient des nuisances sub-longueur d'onde aux longueurs d'onde visibles deviennent des diffuseurs importants dans la bande LWIR.
La physique est décrite par le modèle de diffusion Rayleigh-Rice. La diffusion totale intégrée (TIS) d'une surface dépend du rapport (4π·Ra/λ)². À λ = 10 μm et Ra = 5 nm, le TIS est d'environ 0,01%. À Ra = 50 nm, le TIS monte à environ 0,4% par surface — faible en termes absolus, mais significatif pour les systèmes où la marge signal sur bruit est le facteur limitant.
Au-delà de la diffusion, la rugosité de surface des lentilles en germanium affecte deux autres paramètres de performance importants pour les intégrateurs de systèmes :
Seuil de dommages laser. Pour les systèmes laser CO₂ utilisant des optiques passives en germanium, la rugosité de surface est l'un des principaux déterminants du seuil de dommages. Les pics de surface concentrent l'intensité du champ électromagnétique — une surface avec Ra 50 nm présente des caractéristiques pic-vallée d'environ 300–400 nm de haut, chacune agissant comme un point d'amplification de champ. Le germanium bien poli (Ra < 5 nm) atteint des seuils de dommages laser de 1–2 J/cm² pour le rayonnement CO₂ pulsé ; les surfaces plus rugueuses peuvent échouer à une fluence 30–50% plus faible.
Adhérence et uniformité du revêtement AR. Les lentilles en germanium dans les systèmes d'imagerie thermique sont presque toujours revêtues d'AR pour la bande 8–12 μm. Le revêtement — généralement un empilement multicouche avec ZnS/Ge ou DLC comme couches externes — épouse la surface du substrat. Sur une surface avec Ra 50 nm, la variation de l'épaisseur du revêtement suit la topographie de la surface, introduisant une variation de la longueur du trajet optique sur l'ouverture claire. Sur les surfaces Ra 5 nm, cet effet est négligeable.
Ce que signifie réellement Ra 5 nm
Ra est la moyenne arithmétique des déviations absolues du profil de surface par rapport à la ligne moyenne, mesurées sur une longueur d'échantillonnage définie. À Ra 5 nm, la déviation moyenne par rapport à la moyenne de surface est de cinq nanomètres — environ 1/2000ème du diamètre d'un cheveu humain, et environ 1/80ème de la longueur d'onde de la lumière bleue de 400 nm que votre œil peut voir.
En pratique, Ra 5 nm est réalisable sur le germanium avec une chimie de polissage établie. Ce n'est pas exotique. Ce qui est requis, c'est un processus contrôlé du brut à la lentille finie, car l'étape de polissage finale ne peut enlever qu'une certaine quantité de matière avant de créer de nouveaux problèmes. Les dommages de subsurface laissés par la coupe et le meulage déterminent la quantité de polissage nécessaire pour atteindre Ra 5 nm — et un polissage excessif du germanium produit une texture “peau d'orange” et une dégradation thermique de la chimie de surface qui peuvent rendre Ra 5 nm plus difficile à atteindre, pas plus facile.
Comment la rugosité de surface des lentilles en germanium évolue tout au long de la production
La fabrication de lentilles en germanium suit une séquence fixe : coupe du brut → meulage → polissage. Chaque étape a une rugosité de surface de sortie caractéristique qui définit la condition d'entrée pour l'étape suivante. L'objectif final de Ra 5 nm n'est réalisable que lorsque les étapes précédentes fournissent leurs sorties spécifiées.
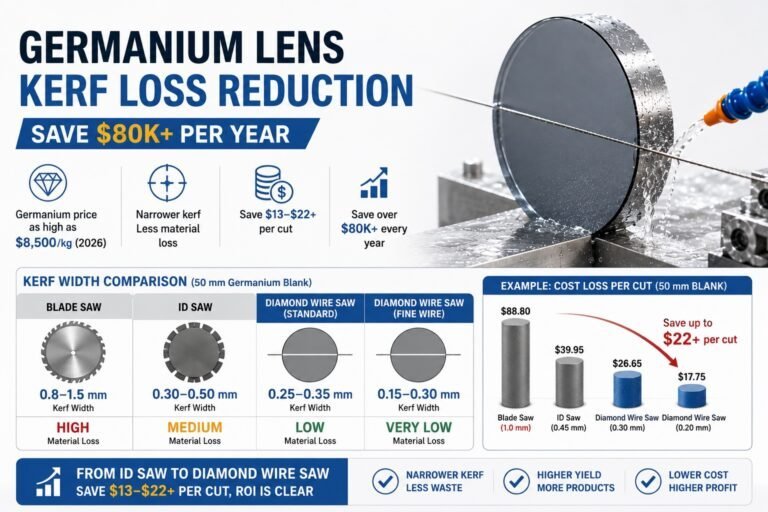
Étape 1 : Coupe à la scie à fil — À partir de Ra 0,6–1,2 μm
La surface brute d'une scie à fil diamantée sur le germanium a une rugosité de surface dans la plage Ra 0,6–1,2 μm. C'est la condition de départ sur laquelle tout le traitement ultérieur doit travailler. La scie à fil diamanté coupe avec action abrasive le long d'un fil de 0,35–0,5 mm de diamètre, laissant une texture de surface déterminée par la taille du grain du fil, la vitesse du fil, le taux d'avance et la livraison du liquide de refroidissement.
Cette plage Ra 0,6–1,2 μm est un contexte critique pour la spécification finale Ra 5 nm : elle représente une réduction de rugosité de 120–240× qui doit être réalisée lors des étapes de meulage et de polissage. Les paramètres de coupe qui poussent la rugosité de surface vers l'extrémité supérieure de cette plage — taux d'avance agressifs, fil usé, liquide de refroidissement inadéquat — augmentent la charge de meulage et prolongent le temps total du processus.
Les surfaces coupées à la scie à fil portent également des dommages de subsurface : une couche de 10–30 μm de profondeur où le réseau cristallin a été perturbé par les forces de coupe. Cette couche de dommages doit être entièrement éliminée lors du meulage avant le début du polissage. Sinon, le polissage amincit la surface mais laisse la structure cristalline endommagée en dessous, ce qui se traduit par une diffusion anormale et une transmission réduite dans les lentilles finies.
Étape 2 : Meulage — Ra 0,6 μm à Ra 20–50 nm
Le meulage remplit deux fonctions : il élimine la couche de dommages de subsurface de la coupe et il génère la géométrie de la surface optique — rayon de courbure pour les lentilles, planéité pour les fenêtres. Pour le germanium, le meulage utilise généralement une séquence d'outils à pastilles diamantées liés avec des grains de plus en plus fins :
| Étape de meulage | Taille du grain | Rugosité de surface de sortie | Matériau retiré |
|---|---|---|---|
| Meulage grossier | 40–60 µm | Ra 1–3 µm | 200–500 μm par face |
| Meulage moyen | 15–25 µm | Ra 0,3–0,8 μm | 50–150 μm par face |
| Meulage fin | 6–9 µm | Ra 80–150 nm | 20–50 μm par face |
| Pierre de pré-polissage | 1–3 µm | Ra 20–50 nm | 5–15 μm par face |
La transition entre le meulage fin et le polissage de pré-finition est l'endroit où l'élimination des dommages de subsurface est vérifiée. Si la Ra après le meulage fin présente des points hauts localisés ou un motif non uniforme, cela indique que les dommages de subsurface dus à la coupe sont toujours présents et qu'une élimination supplémentaire de matière est nécessaire avant le début du polissage.
Notre machine de rectification d'optiques infrarouges traite les composants en germanium avec des taux d'élimination contrôlés par CNC, calibrés spécifiquement pour la combinaison de dureté et de fragilité du germanium — la machine n'applique pas simplement des paramètres de verre à un matériau plus dur.
Étape 3 : Polissage — Ra 50 nm à Ra < 5 nm
Le germanium se polit efficacement par rapport aux matériaux IR plus durs comme le saphir ou le carbure de silicium. Le défi n'est pas d'éliminer la matière — c'est de l'éliminer uniformément sur toute l'ouverture sans introduire de nouveaux défauts. Trois modes de défaillance empêchent d'atteindre la Ra 5 nm :
Peau d'orange. Une texture de bosses peu profondes et rapprochées qui se développe lorsque le taux d'enlèvement par polissage dépasse le taux de relaxation de surface. La peau d'orange est visible sous un éclairage oblique et détectable par interférométrie. Elle apparaît généralement lorsque la pression de polissage est trop élevée pour le composé utilisé, ou lorsque la température de la lunette de polissage dépasse ~35°C pendant un polissage prolongé. Une fois que la peau d'orange s'est développée, il faut revenir au meulage fin pour l'éliminer — le polissage ne peut pas lisser la peau d'orange.
Contamination par le brai. Les lunettes de polissage en brai pour le germanium peuvent incorporer des particules abrasives des étapes de meulage précédentes si le protocole de nettoyage entre les étapes est insuffisant. Les particules incorporées produisent des rayures profondes aléatoires dans la surface finale qui sont incompatibles avec les spécifications Ra 5nm.
Dommages sous-jacents résiduels. Si le polissage commence avec des dommages sous-jacents encore présents du meulage, le processus de polissage enlève la couche de surface et finit par exposer le front de dommage — qui apparaît comme des micro-piqûres et une topographie de surface anormale lors de l'inspection interférométrique. La solution consiste toujours à revenir à l'étape de meulage.
La chimie de polissage pour le germanium utilise généralement une suspension de silice colloïdale de 50–100 nm ou de l'oxyde de cérium de 0,1–0,3 μm sur une lunette en polyuréthane ou en brai. La mesure finale de Ra est effectuée à plusieurs endroits sur l'ouverture — centre, mi-rayon et près du bord — car le dn/dT du germanium provoque une variation du taux d'enlèvement avec la température locale, ce qui peut produire un gradient de Ra centre-à-bord sur de grandes ouvertures.

Mesure de la rugosité de surface des lentilles en germanium
À Ra 5nm, deux techniques de mesure conviennent :
Interférométrie à lumière blanche (WLI). Mesure la topographie de surface sur un champ de 0,3–5 mm avec une résolution verticale à l'échelle du nm. Fournit des cartes topographiques complètes de Ra, Rq et qui révèlent la peau d'orange, les piqûres et les rayures qui n'apparaîtraient pas dans une mesure Ra à un seul chiffre. Préférée pour le contrôle de production car elle est sans contact et rapide (mesure de 5 à 30 secondes).
Microscopie à force atomique (AFM). Fournit une résolution verticale sub-nm sur un champ de 1 à 50 μm. Utilisée pour les mesures de référence et pour résoudre les résultats WLI ambigus. Trop lente pour la production (5 à 30 minutes par point de mesure) mais définitive pour la vérification de la conformité aux spécifications sur les pièces critiques.
La profilométrie de contact (stylet) n'est pas appropriée à Ra 5nm sur le germanium — le rayon de la pointe du stylet (typiquement 2 μm) est trop grand par rapport aux caractéristiques de surface mesurées, et le contact du stylet sur le germanium mou peut lui-même créer des rayures.
Par normes de dessin optique ISO 10110, la rugosité de surface sur les dessins optiques doit spécifier la bande passante de mesure (limites de fréquence spatiale basse et haute) en plus de la valeur Ra. Une optique en germanium spécifiée comme “ Ra ≤ 5nm ” sans limites de bande passante est sous-spécifiée — une surface qui passe sur un échantillon de 0,5 mm peut échouer sur un échantillon de 5 mm, ou vice versa.
Le contexte de production complet
Obtenir une rugosité de surface de lentille en germanium de Ra 5nm de manière constante en production dépend de chaque étape en amont qui livre son résultat dans les spécifications. Une coupe à la scie à fil qui produit Ra 1,5 μm au lieu de 0,8 μm ajoute une étape de meulage supplémentaire. Une séquence de meulage qui laisse des dommages sous-jacents nécessite des passes de meulage fin supplémentaires avant que le polissage puisse commencer. Chaque écart par rapport aux spécifications augmente le temps et le coût total du processus.
La voie la plus fiable pour obtenir des résultats constants de Ra 5nm est de commencer par une surface coupée bien contrôlée à partir d'une machine conçue pour les matériaux optiques IR, d'utiliser une séquence de meulage documentée avec des profondeurs d'enlèvement vérifiées, et de maintenir les paramètres de polissage — concentration du composé, température de la lunette et pression — dans des fenêtres validées.
Pour la chaîne d'équipement complète couvrant la coupe jusqu'au polissage pour la production d'optiques IR en germanium, voir notre équipement de fabrication d'optique infrarouge aperçu.