Германий достиг 8 500 долларов за килограмм в середине 2026 года. Это более чем вдвое превышает цену двухлетней давности. При таком темпе каждая десятая доля миллиметра потерь германия на резке линз напрямую означает потерянные доллары — не центы, не доли, а реальные доллары за рез. Если вы все еще используете лезвие или внутреннюю пилу для резки германиевых заготовок, ваш процесс резки, вероятно, выбрасывает на 15–30% больше сырья, чем необходимо.
Мы годами оптимизировали линии резки германия, и самое выгодное изменение, которое большинство мастерских могут внести, — это не новая машина или другой охладитель. Это уменьшение ширины реза. Вот как это работает и что вы можете с этим сделать.
Почему потери германия на резке линз более значительны, чем у других материалов
Большинство оптических материалов дороги. Но германий стоит особняком.
Стандартный слиток Ge оптического качества (чистота 99,999%) стоит 7 000–9 000 долларов за кг по текущим спотовым ценам, чему способствуют экспортные ограничения Китая, вступившие в силу в середине 2023 года и с тех пор ужесточившиеся. Сравните это с ZnSe примерно за 800–1 200 долларов за кг или стеклом BK7 менее чем за 50 долларов за кг. Когда вы режете ZnSe и теряете 0,5 мм материала на рез, вы теряете несколько центов за рез. Когда вы теряете 0,5 мм германия, вы сжигаете материал стоимостью 3–6 долларов за рез в зависимости от диаметра заготовки.
Это быстро накапливается. Типичный производственный цикл резки германиевых заготовок диаметром 50 мм на линзы толщиной 3 мм производит 15–20 резов на секцию слитка. При потерях на рез в 4–5 долларов это 60–100 долларов германия в виде пыли на партию — материал, который нельзя восстановить до оптического качества без дорогостоящей переработки.
Итог: сокращение потерь германия на резке линз — это не желательная оптимизация. При ценах 2026 года это вопрос выживания.

Сравнение ширины реза: алмазная проволока против внутренней пилы против лезвия
Выбор режущего инструмента определяет ширину реза, которая напрямую определяет потери материала. Вот что мы видим на практике:
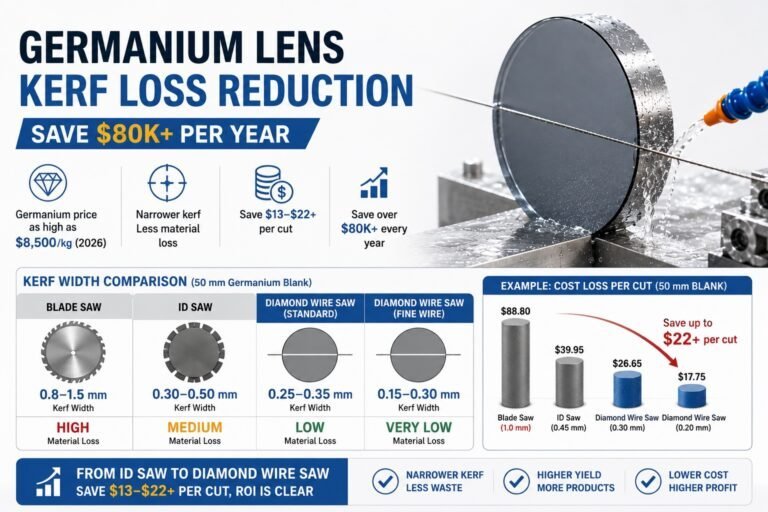
| Метод резки | Типичная ширина реза | Потери германия за рез (заготовка 50 мм) | Относительные потери материала |
|---|---|---|---|
| Абразивный пильный станок | 0,8–1,5 мм | Высокий | Базовый уровень (худший) |
| Внутренняя пила (ID) | 0,30–0,50 мм | Умеренный | ~60% от лезвия |
| Алмазно-проволочная пила (стандартная) | 0,25–0,35 мм | Низкий | ~40% от лезвия |
| Алмазно-проволочная пила (тонкая проволока) | 0,15–0,20 мм | Очень низкие | ~20% от лезвия |
Разница между пилой с лезвием шириной 1,0 мм и алмазная проволочная пила шириной 0,25 мм огромна: вы получаете 0,75 мм полезного германия за рез. На секции слитка длиной 100 мм, разрезаемой на пластины толщиной 3 мм, это примерно 25 резов. При экономии 0,75 мм за рез вы экономите 18,75 мм германия — достаточно для 6 дополнительных пластин из того же слитка.
Шесть дополнительных пластин. Тот же слиток. Просто более узкий рез.
Реальная математика: стоимость потерь на резку за рез
Давайте подставим реальные цифры. Предположим:
- Цена германия: 8 500 долларов за кг
- Плотность германия: 5,323 г/см³
- Диаметр заготовки: 50 мм (круглая заготовка для линзы)
Объем материала, потерянного за рез = ширина реза × площадь поперечного сечения заготовки.
| Ширина пропила | Потерянный объем за рез | Потерянная масса | Потерянная стоимость за рез |
|---|---|---|---|
| 1,0 мм (лезвие) | 1 963 мм³ | 10,45 г | $88.80 |
| 0,45 мм (внутренняя пила) | 883 мм³ | 4,70 г | $39.95 |
| 0,30 мм (проволочная пила) | 589 мм³ | 3,13 г | $26.65 |
| 0,20 мм (тонкая проволока) | 393 мм³ | 2,09 г | $17.75 |
Переход от стандартной внутренней пилы (0,45 мм) к алмазно-проволочной пиле (0,30 мм) экономит 13,30 долларов за рез. При объеме производства 500 резов в месяц это 6 650 долларов в месяц — почти 80 000 долларов в год восстановленного германия.
Переход на тонкую проволоку толщиной 0,20 мм увеличивает экономию до 22,20 долларов за рез, или 133 200 долларов в год.
Предупреждение: тонкая проволока толщиной менее 0,20 мм требует более тщательного контроля натяжения и более медленных скоростей подачи. Мы сломали немало проволок, слишком сильно надавливая на материал диаметром 0,15 мм. Оптимальный вариант для большинства производств германиевых линз — проволока диаметром 0,25–0,30 мм, балансирующая экономию на ширине реза с частотой обрыва проволоки и скоростью резки.
Пять практических способов сократить потери германия на резке линз
Переключитесь на более тонкую алмазную проволоку
Это самый прямой рычаг. Переход от проволоки диаметром 0,35 мм к проволоке диаметром 0,25 мм уменьшает ширину реза примерно на 0,10 мм, что, как показано выше, составляет тысячи долларов в месяц.
Компромисс: более тонкая проволока более хрупкая. Вам нужно будет снизить скорость подачи на 20–30% и убедиться, что система натяжения вашей машины может поддерживать постоянное усилие без чрезмерного натяжения проволоки. На нашем осциллирующем проволочном резаке SGSM-40, мы обычно используем проволоку диаметром 0,25 мм со скоростью подачи 5–6 мм/мин для германия (заготовки диаметром 50 мм) по сравнению с 7–8 мм/мин для проволоки диаметром 0,35 мм того же диаметра.
Оптимизируйте скорость и натяжение проволоки
Скорость проволоки влияет на эффективность резки и качество поверхности, но также влияет на ширину реза. Более высокая скорость проволоки (40–60 м/с) при правильном натяжении обеспечивает более чистый и узкий рез, поскольку проволока идет прямо через заготовку. Низкая скорость проволоки вызывает ее отклонение, увеличивая эффективную ширину реза.
Специально для германия:
- Скорость проволоки: 40–55 м/с (германий хрупкий — слишком высокая скорость вызывает сколы)
- Натяжение проволоки: 100–140 Н для проволоки диаметром 0,25–0,30 мм (обычно 110 Н)
- Поддерживайте натяжение в пределах 80–90% от номинальной прочности проволоки на разрыв
Одна вещь, которая нас сбила с толку вначале: обработка германия с той же скоростью, что и стекло. Трещиностойкость германия составляет всего около 0,6 МПа·м^0,5 — примерно половину от стандартного стекла. Увеличьте скорость слишком сильно, и вы получите сколы по краям, которые фактически расширяют поврежденную зону за пределы самого реза. Ширина реза может составлять 0,30 мм, но подповерхностное повреждение простирается еще на 0,05–0,10 мм с каждой стороны.

Используйте водорастворимый охлаждающий раствор с надлежащим расходом
Охлаждающий раствор выполняет две функции: удаление стружки и предотвращение теплового накопления. Для германия контроль температуры имеет решающее значение, поскольку теплопроводность германия (60 Вт/м·К) неплохая, но локальный нагрев в зоне резки может вызвать микротрещины, которые разрушают пластину за пределами реза.
Мы рекомендуем водорастворимый охлаждающий раствор со скоростью потока 2–4 л/мин, направленный как на точки входа, так и на точки выхода проволоки. Масляные охлаждающие растворы тоже работают, но они быстрее загрязняют алмазную проволоку, сокращая срок ее службы, что создает вторичную проблему стоимости.
Минимизируйте припуск на шлифовку после резки
Потери на ширину реза — это только часть уравнения. После резки большинству германиевых линз требуется шлифовка поверхности для удаления слоя подповерхностного повреждения. При использовании пилы с лезвием этот слой повреждения может достигать 50–100 мкм в глубину, что требует значительного удаления материала при шлифовке.
Алмазные проволочные пилы создают гораздо более мелкий слой повреждения — обычно 5–15 мкм. Это означает:
- Меньше материала удаляется при шлифовке (экономия еще 0,05–0,10 мм с каждой стороны)
- Меньше этапов шлифовки (экономия времени и затрат на расходные материалы)
- Лучшая исходная поверхность для полировки
Для линзы, вырезанной с обеих сторон, уменьшение припуска на шлифовку с 0,10 мм до 0,02 мм с каждой стороны экономит 0,16 мм общего материала. При ценах на германий это еще 2–3 доллара за линзу.
Восстанавливайте и перерабатывайте германиевую стружку
Даже при оптимизированной ширине реза вы все равно будете производить германиевую пыль и шлам. В отличие от большинства материалов, германиевая стружка имеет реальную стоимость при перепродаже — переработчики заплатят 2000–4000 долларов за кг лома высокочистого германия, в зависимости от уровня загрязнения.
Настройте замкнутую систему охлаждения, которая фильтрует и собирает германиевые частицы. Держите стружку отдельно от других материалов (это критически важно — смешанная стружка имеет гораздо более низкую стоимость восстановления). Некоторые предприятия, с которыми мы работали, восстанавливают 60–70% отходов резки за счет надлежащего сбора стружки.
Это не уменьшает потери на ширину реза, но позволяет вернуть стоимость от любых оставшихся потерь.
Что алмазная резка проволокой не исправит
Алмазные проволочные пилы — это лучшая из доступных технологий для минимизации потерь германия на ширину реза, но они не волшебные.
Геометрические ограничения. Проволочные пилы режут прямые линии. Если вам нужны изогнутые или контурные резы, вам все равно понадобятся другие методы (фрезерование с ЧПУ, лазер), которые могут иметь большую ширину реза или другие профили отходов.
Чрезвычайно тонкие пластины. При толщине пластины менее 0,5 мм даже резка алмазной проволокой становится рискованной для германия. Хрупкость материала означает, что тонкие пластины имеют тенденцию трескаться во время резки независимо от ширины реза. Нам удалось сделать разрезы толщиной 0,3 мм на заготовках малого диаметра (менее 25 мм), но выход продукции значительно снижается.
Чувствительность к загрязнению. Для германия детекторного класса (приложения для гамма-спектроскопии) даже следовые количества загрязнений от алмазной проволоки или охлаждающего раствора могут быть недопустимы. В этих приложениях иногда принимают большие потери на ширину реза от проволочной электроэрозионной обработки или ID-пилы в обмен на более чистые поверхности реза.
Стоимость проволоки. Более тонкая проволока стоит дороже за метр, чаще рвется и режет медленнее. Существует точка, когда увеличение стоимости проволоки превышает экономию на германии — обычно около 0,15 мм диаметра проволоки для производственных объемов. Для большинства операций проволока диаметром 0,20–0,30 мм представляет собой экономический оптимум.
Фактор экспортного контроля: почему оптимизация ширины реза срочна в 2026 году
Китай производит около 60% рафинированного германия в мире. С июля 2023 года Пекин требует экспортные лицензии на германиевую продукцию, а ставки одобрения были непостоянными. Результат: спотовые цены удвоились между началом 2025 года и серединой 2026 года, а сроки поставки оптических германиевых заготовок в некоторых случаях увеличились с 4–6 недель до 10–16 недель.
Этот дефицит предложения резко меняет уравнение потерь на ширину реза. Два года назад экономия 0,15 мм ширины реза на резку была незначительной оптимизацией. Сегодня те же 0,15 мм представляют удвоенную долларовую стоимость — и разницу между выполнением обязательств по поставке и нехваткой материала.
Несколько клиентов, с которыми мы работаем, отреагировали, увеличив запасы германия, что связывает капитал. Более разумный подход: извлекать больше линз из каждой заготовки, разрезая их тоньше. Материал, который вы экономите за счет уменьшения ширины реза, фактически становится “бесплатным” дополнительным запасом без дополнительных закупок.
Сколько вы можете реально сэкономить?
Вот реалистичный сценарий для производителя германиевых линз среднего объема:
| Параметр | До (ID-пила) | После (алмазная проволока) |
|---|---|---|
| Ширина реза | 0,45 мм | 0,25 мм |
| Припуск на шлифовку с каждой стороны | 0,08 мм | 0,02 мм |
| Общие потери материала на линзу | 0,61 мм | 0,29 мм |
| Ежемесячные разрезы | 500 | 500 |
| Ежемесячная экономия материала | — | Сэкономлено 160 мм длины Ge |
| Ежемесячная экономия затрат | — | ~$6,800 |
| Годовая экономия | — | ~$81,600 |
И это консервативно — сюда не входит стоимость утилизации стружки или снижение затрат на расходные материалы для шлифовки.
Для операций, связанных с резкой более крупных заготовок (диаметром 75–100 мм), экономия масштабируется с квадратом диаметра. Заготовка диаметром 100 мм теряет в 4 раза больше материала на мм реза, чем заготовка диаметром 50 мм. Годовая экономия для операций с заготовками диаметром 100 мм легко превышает 200 000 фунтов стерлингов.
С чего начать
Если вы оцениваете переход от резки пилой ID или лезвием к алмазной проволоке для германия:
- Оцените ваш текущий рез. Измерьте фактическую ширину реза на 10 последовательных разрезах (не число из спецификации, а реальное число). Большинство пил ID работают шире заявленного реза после износа лезвия.
- Рассчитайте стоимость одного разреза используя приведенную выше формулу с текущими спотовыми ценами на германий.
- Проведите испытание на алмазной проволоке 0,25–0,30 мм при консервативных параметрах (низкая подача, умеренная скорость) и измерьте полученный рез и качество поверхности.
- Учтите полную картину: экономия на резе + снижение шлифовки + утилизация стружки – увеличение стоимости проволоки.
Для подробного рассмотрения того, как оборудование для резки алмазной проволокой вписывается в полный производстве инфракрасной оптики рабочий процесс — от нарезки заготовок до окончательной полировки — мы задокументировали полный процесс и варианты оборудования на нашей странице решений.
Для справочных данных о германиевых оптических свойствах и плотности, использованных в приведенных выше расчетах, в техническом описании германиевого материала Crystran приведены проверенные значения. Для контекста цепочки поставок, отчет USGS по статистике германия отслеживает производство, ценообразование и разработки в области экспортного контроля.
Настройки SEO (скопировать в Rank Math)
- SEO-заголовок: Снижение потерь на пропиле линз из германия — Экономия 80 тыс. долларов в год+
- Мета-описание: Уменьшение потерь на пропил германиевых линз с помощью алмазной проволоки экономит 80 000 долларов США в год. Сравните ширину пропила, рассчитайте стоимость одного реза и оцените рентабельность инвестиций при переходе с пилы ID.
- Постоянная ссылка: уменьшение потерь от стружки германия
- Ключевое слово: уменьшение потерь на резе германиевой линзы
- Предлагаемый альтернативный текст изображения: сравнение уменьшения потерь на резе германиевой линзы между методами резки алмазной проволокой и пилой ID