Le germanium a atteint 8 500 $ par kilogramme à la mi-2026. C'est plus du double du prix d'il y a deux ans. À ce rythme, chaque dixième de millimètre de perte de matière de lentille en germanium lors de la découpe se traduit directement par des dollars perdus — pas des centimes, pas des fractions, mais de vrais dollars par coupe. Si vous utilisez toujours une lame ou une scie ID pour découper des ébauches de germanium, votre processus de coupe jette probablement 15 à 30 % de matière première en plus que nécessaire.
Nous avons passé des années à optimiser les lignes de découpe du germanium, et le changement le plus rentable que la plupart des ateliers puissent apporter n'est pas une nouvelle machine ou un liquide de refroidissement différent. C'est la réduction de la largeur de la saignée. Voici comment les calculs fonctionnent et ce que vous pouvez faire à ce sujet.
Pourquoi la perte de matière de lentille en germanium coûte plus cher que pour d'autres matériaux
La plupart des matériaux optiques sont chers. Mais le germanium est dans une catégorie à part.
Un lingot de Ge de qualité optique standard (pureté 99,999 %) coûte entre 7 000 et 9 000 $/kg aux prix du marché actuels, tirés par les contrôles d'exportation de la Chine qui sont entrés en vigueur à la mi-2023 et se sont resserrés depuis. Comparez cela au ZnSe à environ 800 à 1 200 $/kg ou au verre BK7 à moins de 50 $/kg. Lorsque vous découpez du ZnSe et perdez 0,5 mm de matière à cause de la saignée, vous perdez quelques centimes par tranche. Lorsque vous perdez 0,5 mm de germanium, vous brûlez de la matière d'une valeur de 3 à 6 $ par coupe, selon le diamètre de l'ébauche.
Cela s'accumule rapidement. Une série de production typique découpant des ébauches de Ge de 50 mm de diamètre en lentilles de 3 mm d'épaisseur produit 15 à 20 coupes par section de lingot. Avec une perte de matière de 4 à 5 $ par coupe, cela représente 60 à 100 $ de poussière de germanium par lot — une matière qui ne peut pas être récupérée à une pureté de qualité optique sans un recyclage coûteux.
Le résultat : la réduction de la perte de matière de lentille en germanium n'est pas une optimisation souhaitable. Aux prix de 2026, c'est une question de survie.

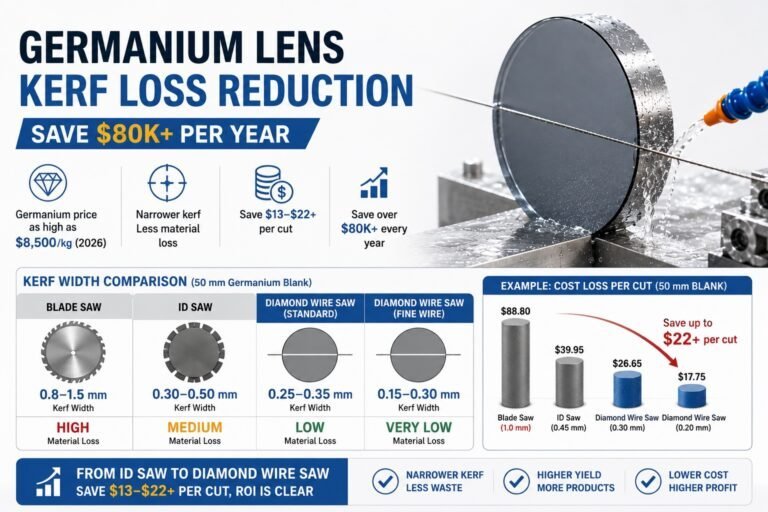
Comparaison de la largeur de la saignée : fil diamanté vs scie ID vs lame
L'outil de coupe que vous choisissez détermine la largeur de votre saignée, qui détermine directement votre perte de matière. Voici ce que nous constatons en pratique :
| Méthode de coupe | Largeur de saignée typique | Perte de germanium par coupe (ébauche de 50 mm) | Perte de matière relative |
|---|---|---|---|
| Scie à lame abrasive | 0,8–1,5 mm | Haut | Référence (pire) |
| Scie à diamètre intérieur (ID) | 0,30–0,50 mm | Modéré | ~60 % de la lame |
| Scie à fil diamanté (standard) | 0,25–0,35 mm | Faible | ~40 % de la lame |
| Scie à fil diamanté (fil fin) | 0,15–0,20 mm | Très faible | ~20 % de la lame |
La différence entre une scie à lame à 1,0 mm de saignée et une scie à fil diamanté à 0,25 mm de saignée est énorme : vous récupérez 0,75 mm de germanium utilisable par coupe. Sur une section de lingot de 100 mm de long découpée en tranches de 3 mm, cela représente environ 25 coupes. Avec une économie de 0,75 mm par coupe, vous économisez 18,75 mm de germanium — assez pour 6 tranches supplémentaires du même lingot.
Six tranches supplémentaires. Même lingot. Juste une coupe plus fine.
Les vrais calculs : coût de la perte de matière par coupe
Mettons des chiffres concrets. Supposons :
- Prix du germanium : 8 500 $/kg
- Densité du germanium : 5,323 g/cm³
- Diamètre de l'ébauche : 50 mm (ébauche de lentille ronde)
Le volume de matière perdue par coupe = largeur de la saignée × aire de la section transversale de l'ébauche.
| Largeur de saignée | Volume perdu par coupe | Masse perdue | Coût perdu par coupe |
|---|---|---|---|
| 1,0 mm (lame) | 1 963 mm³ | 10,45 g | $88.80 |
| 0,45 mm (scie ID) | 883 mm³ | 4,70 g | $39.95 |
| 0,30 mm (scie à fil) | 589 mm³ | 3,13 g | $26.65 |
| 0,20 mm (fil fin) | 393 mm³ | 2,09 g | $17.75 |
Passer d'une scie ID standard (0,45 mm) à une scie à fil diamanté (0,30 mm) permet d'économiser 13,30 $ par coupe. Sur une série de production de 500 coupes par mois, cela représente 6 650 $/mois — près de 80 000 $/an de germanium récupéré.
Passez au fil fin à 0,20 mm, et les économies grimpent à 22,20 $ par coupe, soit 133 200 $/an.
Avertissement : le fil fin en dessous de 0,20 mm nécessite un contrôle de tension plus précis et des vitesses d'avance plus lentes. Nous avons cassé plus d'un fil en forçant trop sur un stock de 0,15 mm de diamètre. Le point idéal pour la plupart des productions de lentilles en germanium est un fil de 0,25–0,30 mm de diamètre, équilibrant les économies de saignée par rapport au taux de rupture du fil et à la vitesse de coupe.
Cinq façons pratiques de réduire la perte de matière des lentilles en germanium
Passer à un fil diamanté plus fin
C'est le levier le plus direct. Passer d'un fil de 0,35 mm à un fil de 0,25 mm réduit la largeur de coupe d'environ 0,10 mm — ce qui, comme montré ci-dessus, représente des milliers de dollars par mois.
Le compromis : un fil plus fin est plus fragile. Vous devrez réduire la vitesse d'avance de 20 à 30 % et vous assurer que le système de tension de votre machine peut maintenir une force constante sans sursolliciter le fil. Sur notre trancheuse à fil oscillant SGSM-40, nous utilisons généralement un fil de 0,25 mm à une vitesse d'avance de 5 à 6 mm/min pour le germanium (ébauches de 50 mm), contre 7 à 8 mm/min pour un fil de 0,35 mm sur le même diamètre.
Optimiser la vitesse et la tension du fil
La vitesse du fil affecte l'efficacité de la coupe et la qualité de la surface, mais elle affecte également la largeur de coupe. Une vitesse de fil plus élevée (40-60 m/s) avec une tension appropriée produit une coupe plus nette et plus étroite car le fil suit une trajectoire plus droite à travers la pièce. Une faible vitesse de fil provoque un débattement du fil, élargissant la largeur de coupe effective.
Pour le germanium spécifiquement :
- Vitesse du fil : 40-55 m/s (le germanium est cassant — trop rapide provoque des éclats)
- Tension du fil : 100-140 N pour un fil de 0,25-0,30 mm (typiquement 110 N)
- Maintenir la tension dans la plage de 80 à 90 % de la résistance à la rupture nominale du fil
Une chose qui nous a posé problème au début : travailler le germanium à la même vitesse que le verre. La ténacité à la fracture du germanium n'est que d'environ 0,6 MPa·m^0,5 — environ la moitié de celle du verre standard. Si vous augmentez trop la vitesse, vous obtenez des éclats sur les bords qui élargissent la zone endommagée au-delà de la largeur de coupe elle-même. La largeur de coupe peut mesurer 0,30 mm, mais les dommages sous-jacents s'étendent sur 0,05 à 0,10 mm supplémentaires de chaque côté.

Utiliser un liquide de refroidissement à base d'eau avec un débit approprié
Le liquide de refroidissement remplit deux fonctions : éliminer les débris et prévenir l'accumulation de chaleur. Pour le germanium, le contrôle thermique est essentiel car la conductivité thermique du germanium (60 W/m·K) est décente, mais le chauffage localisé dans la zone de coupe peut provoquer des micro-fissures qui ruinent la tranche au-delà de la largeur de coupe.
Nous recommandons un liquide de refroidissement à base d'eau à un débit de 2 à 4 L/min, dirigé aux points d'entrée et de sortie du fil. Les liquides de refroidissement à base d'huile fonctionnent également, mais ils ont tendance à charger plus rapidement le fil diamanté, réduisant sa durée de vie — ce qui introduit un problème de coût secondaire.
Minimiser la marge de rectification post-coupe
La perte due à la largeur de coupe n'est qu'une partie de l'équation. Après la coupe, la plupart des lentilles en germanium nécessitent une rectification de surface pour éliminer la couche de dommages sous-jacents. Avec une scie à lame, cette couche de dommages peut avoir une profondeur de 50 à 100 μm, nécessitant un retrait important de matière lors de la rectification.
Les scies à fil diamanté produisent une couche de dommages beaucoup moins profonde — généralement de 5 à 15 μm. Cela signifie :
- Moins de matière retirée lors de la rectification (économisant 0,05 à 0,10 mm supplémentaires par face)
- Moins d'étapes de rectification (économisant du temps et des coûts de consommables)
- Meilleure surface de départ pour le polissage
Pour une lentille coupée des deux côtés, réduire la marge de rectification de 0,10 mm à 0,02 mm par face permet d'économiser 0,16 mm de matière totale. Aux prix du germanium, cela représente 2 à 3 $ supplémentaires par lentille.
Récupérer et recycler les débris de germanium
Même avec une largeur de coupe optimisée, vous produirez toujours de la poussière et de la boue de germanium. Contrairement à la plupart des matériaux, les débris de germanium ont une valeur de revente réelle — les recycleurs paieront 2 000 à 4 000 $/kg pour les rebuts de germanium de haute pureté, en fonction du niveau de contamination.
Mettez en place un système de liquide de refroidissement en boucle fermée qui filtre et collecte les particules de germanium. Gardez les débris séparés des autres matériaux (c'est essentiel — les débris mélangés ont une valeur de récupération beaucoup plus faible). Certaines opérations avec lesquelles nous avons travaillé récupèrent 60 à 70 % de leurs déchets de largeur de coupe grâce à une collecte appropriée des débris.
Cela ne réduit pas la perte due à la largeur de coupe, mais permet de récupérer la valeur de ce qui reste.
Ce que la coupe au fil diamanté ne résoudra pas
Les scies à fil diamanté sont la meilleure technologie disponible pour minimiser la perte de largeur de coupe du germanium, mais elles ne sont pas magiques.
Limitations géométriques. Les scies à fil coupent des lignes droites. Si vous avez besoin de coupes courbes ou profilées, vous aurez toujours besoin d'autres méthodes (fraisage CNC, laser) qui peuvent avoir une largeur de coupe plus importante ou des profils de déchets différents.
Tranches extrêmement fines. En dessous d'environ 0,5 mm d'épaisseur de tranche, même la coupe au fil diamanté devient risquée avec le germanium. La fragilité du matériau fait que les tranches fines ont tendance à se fissurer pendant la coupe, quelle que soit la largeur de coupe. Nous avons réussi des coupes de 0,3 mm d'épaisseur sur des ébauches de petit diamètre (moins de 25 mm), mais les rendements chutent considérablement.
Sensibilité à la contamination. Pour le germanium de qualité détecteur (applications de spectroscopie gamma), même une contamination trace provenant du fil diamanté ou du liquide de refroidissement peut être rédhibitoire. Ces applications acceptent parfois une perte de largeur de coupe plus importante de la part de l'électroérosion à fil ou de la scie ID en échange de surfaces de coupe plus propres.
Coût du fil. Un fil plus fin coûte plus cher au mètre, casse plus souvent et coupe plus lentement. Il y a un point où l'augmentation du coût du fil dépasse les économies de germanium — généralement autour d'un diamètre de fil de 0,15 mm pour des volumes de production. Pour la plupart des opérations, un fil de 0,20 à 0,30 mm représente l'optimum économique.
Le facteur de contrôle des exportations : pourquoi l'optimisation de la largeur de coupe est urgente en 2026
La Chine produit environ 60 % du germanium raffiné mondial. Depuis juillet 2023, Pékin exige des licences d'exportation pour les produits à base de germanium, et les taux d'approbation ont été incohérents. Le résultat : les prix au comptant ont doublé entre début 2025 et mi-2026, et les délais de livraison pour les ébauches de germanium de qualité optique sont passés de 4 à 6 semaines à 10 à 16 semaines dans certains cas.
Cette restriction de l'offre modifie considérablement l'équation de la perte due à la largeur de coupe. Il y a deux ans, économiser 0,15 mm de largeur de coupe par coupe était une optimisation marginale. Aujourd'hui, ces mêmes 0,15 mm représentent une valeur monétaire double — et la différence entre le respect des engagements de livraison et le manque de matière.
Plusieurs clients avec lesquels nous travaillons ont réagi en détenant des stocks de germanium plus importants, ce qui immobilise du capital. Une approche plus intelligente : extraire plus de lentilles de chaque ébauche en coupant plus finement. La matière que vous économisez grâce à la réduction de la largeur de coupe devient effectivement un inventaire supplémentaire “gratuit” sans achat supplémentaire.
Combien pouvez-vous réellement économiser ?
Voici un scénario réaliste pour un fabricant de lentilles en germanium à volume moyen :
| Paramètre | Avant (Scie ID) | Après (Fil diamanté) |
|---|---|---|
| Largeur de trait de scie | 0,45 mm | 0,25 mm |
| Marge de rectification par face | 0,08 mm | 0,02 mm |
| Perte totale de matière par lentille | 0,61 mm | 0,29 mm |
| Coupes mensuelles | 500 | 500 |
| Économies mensuelles de matériaux | — | 160 mm de longueur de Ge économisés |
| Économies mensuelles de coûts | — | ~$6,800 |
| Économies annuelles | — | ~$81,600 |
Et c'est conservateur — cela n'inclut pas la valeur de récupération des copeaux ni la réduction des coûts des consommables de rectification.
Pour les opérations de coupe de plus grandes ébauches (diamètre de 75–100 mm), les économies sont proportionnelles au carré du diamètre. Une ébauche de 100 mm perd 4 fois plus de matériau par mm de kerf qu'une ébauche de 50 mm. Les économies annuelles pour les opérations de 100 mm dépassent facilement 200 000 $.
Où commencer
Si vous évaluez le passage de la coupe par scie ID ou lame au fil diamanté pour le germanium :
- Établissez une référence de votre kerf actuel. Mesurez la largeur réelle du kerf sur 10 coupes consécutives (pas le chiffre de la fiche technique — le chiffre réel). La plupart des scies ID fonctionnent avec un kerf plus large que leur kerf nominal après l'usure de la lame.
- Calculez votre coût par coupe en utilisant la formule ci-dessus avec les prix actuels du germanium spot.
- Effectuez un essai sur fil diamanté de 0,25–0,30 mm à des paramètres conservateurs (avance faible, vitesse modérée) et mesurez le kerf résultant et la qualité de surface.
- Prenez en compte l'ensemble du tableau: économies de kerf + réduction de la rectification + récupération des copeaux – augmentation du coût du fil.
Pour un examen détaillé de la manière dont l'équipement de coupe au fil diamanté s'intègre dans un flux de fabrication d'optiques infrarouges. flux de travail complet — de la découpe de l'ébauche au polissage final — nous avons documenté le processus complet et les options d'équipement sur notre page de solutions.
Pour des données de référence sur les propriétés optiques et la densité du germanium utilisées dans les calculs ci-dessus, la fiche technique du germanium de Crystran fournit des valeurs vérifiées. Pour le contexte de la chaîne d'approvisionnement, le rapport statistique sur le germanium de l'USGS suit la production, la tarification et les développements de contrôle des exportations.
Paramètres SEO (copier dans Rank Math)
- Titre SEO : Réduction de la perte de trait de lentille en germanium — Économisez 80 000 $/an
- Méta Description : Réduction de la perte de matière dans les lentilles en germanium grâce au fil diamanté, économies de $80K+/an. Comparez les largeurs de trait, calculez le coût par coupe et voyez le retour sur investissement du passage de la scie ID.
- Slug Permalink : réduction-de-la-perte-de-copeaux-de-germanium
- Mot-clé principal : réduction de la perte de kerf de lentille en germanium
- Texte alternatif d'image suggéré : comparaison de la réduction de la perte de kerf de lentille en germanium entre les méthodes de coupe par scie à fil diamanté et par scie ID