2026년 중반 게르마늄 가격은 킬로그램당 8,500달러에 달했습니다. 이는 2년 전 가격의 두 배 이상입니다. 그 속도로 게르마늄 렌즈 절단 시 발생하는 0.1mm의 게르마늄 손실은 절단당 달러 손실로 직접 이어집니다. 페니도 아니고, 분수도 아닌 실제 달러입니다. 만약 아직도 게르마늄 블랭크를 절단하기 위해 블레이드나 ID 톱을 사용하고 있다면, 귀하의 절단 공정은 필요 이상으로 15-30% 더 많은 원자재를 버리고 있을 가능성이 높습니다.
우리는 수년간 게르마늄 절단 라인을 최적화하는 데 시간을 투자해 왔으며, 대부분의 작업장에서 만들 수 있는 가장 높은 ROI를 가진 단일 변경 사항은 새 기계나 다른 냉각수가 아닙니다. 바로 커프 폭을 줄이는 것입니다. 수학이 어떻게 작동하는지, 그리고 이에 대해 무엇을 할 수 있는지 알려드리겠습니다.
게르마늄 렌즈 커프 손실이 다른 재료보다 더 큰 타격을 주는 이유
대부분의 광학 재료는 비쌉니다. 하지만 게르마늄은 그 자체로 범주에 속합니다.
표준 광학 등급 Ge 잉곳(99.999% 순도)은 2023년 중반에 발효되어 그 이후로 강화된 중국의 수출 통제에 힘입어 현재 현물 가격으로 킬로그램당 7,000-9,000달러에 거래됩니다. 이를 약 킬로그램당 800-1,200달러의 ZnSe 또는 50달러 미만의 BK7 유리와 비교해 보십시오. ZnSe를 절단하고 커프로 인해 0.5mm의 재료를 잃으면 슬라이스당 몇 센트를 잃는 것입니다. 게르마늄 0.5mm를 잃으면 블랭크 직경에 따라 절단당 3-6달러 상당의 재료를 태우는 것입니다.
이는 빠르게 누적됩니다. 50mm 직경의 Ge 블랭크를 3mm 두께의 렌즈로 절단하는 일반적인 생산 라인은 잉곳 섹션당 15-20번의 절단을 생성합니다. 커프 손실로 인한 4-5달러의 낭비는 배치당 60-100달러의 게르마늄 먼지가 되는 것입니다. 이는 값비싼 재활용 없이는 광학 등급 순도로 복구할 수 없는 재료입니다.
결론: 게르마늄 렌즈 커프 손실 감소는 있으면 좋은 최적화가 아닙니다. 2026년 가격에서는 생존을 위한 비용 문제입니다.

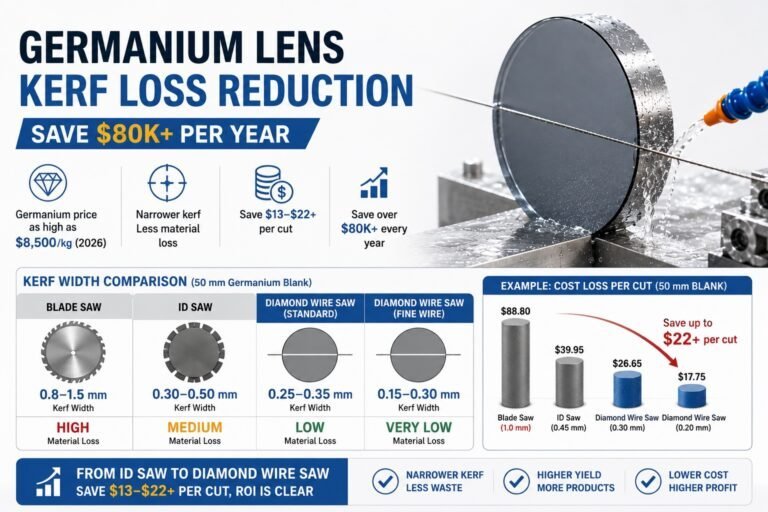
커프 폭 비교: 다이아몬드 와이어 대 ID 톱 대 블레이드
선택하는 절단 도구가 커프 폭을 결정하며, 이는 재료 손실을 직접 결정합니다. 실제에서 우리가 보는 것은 다음과 같습니다.
| 절단 방법 | 일반적인 커프 폭 | 절단당 게르마늄 손실 (50mm 블랭크) | 상대적 재료 손실 |
|---|---|---|---|
| 연마 블레이드 톱 | 0.8–1.5 mm | 높은 | 기준 (최악) |
| ID (내경) 톱 | 0.30–0.50 mm | 보통 | 블레이드의 약 60% |
| 다이아몬드 와이어 톱 (표준) | 0.25–0.35 mm | 낮은 | 블레이드의 약 40% |
| 다이아몬드 와이어 톱 (가는 와이어) | 15–0.20 mm | 매우 낮음 | 블레이드의 약 20% |
커프가 1.0mm인 블레이드 톱과 다이아몬드 와이어 톱 커프가 0.25mm인 톱의 차이는 엄청납니다. 절단당 0.75mm의 사용 가능한 게르마늄을 회수합니다. 3mm 웨이퍼로 절단되는 100mm 길이의 잉곳 섹션에서 이는 약 25번의 절단입니다. 절단당 0.75mm 절약으로 18.75mm의 게르마늄을 절약하게 됩니다. 이는 동일한 잉곳에서 6개의 추가 웨이퍼를 만들기에 충분합니다.
여섯 개의 추가 웨이퍼. 동일한 잉곳. 단지 더 좁은 절단으로.
실제 계산: 절단당 커프 손실 비용
실제 숫자를 넣어 보겠습니다. 가정:
- 게르마늄 가격: 8,500달러/kg
- 게르마늄 밀도: 5.323 g/cm³
- 블랭크 직경: 50mm (원형 렌즈 블랭크)
절단당 손실되는 재료의 부피 = 커프 폭 × 블랭크의 단면적.
| 커프 폭 | 절단당 손실되는 부피 | 손실되는 질량 | 절단당 손실되는 비용 |
|---|---|---|---|
| 1.0mm (블레이드) | 1,963 mm³ | 45 g | $88.80 |
| 0.45mm (ID 톱) | 883 mm³ | 70 g | $39.95 |
| 0.30mm (와이어 톱) | 589 mm³ | 13 g | $26.65 |
| 0.20mm (가는 와이어) | 393 mm³ | 09 g | $17.75 |
표준 ID 톱(0.45mm)에서 다이아몬드 와이어 톱(0.30mm)으로 전환하면 절단당 13.30달러를 절약할 수 있습니다. 월 500번의 절단 생산 라인에서는 월 6,650달러, 즉 연간 거의 80,000달러의 게르마늄을 회수하는 것입니다.
가는 와이어(0.20mm)로 전환하면 절단당 22.20달러, 즉 연간 133,200달러로 절약액이 증가합니다.
주의: 0.20mm 미만의 가는 와이어는 더 세심한 장력 제어와 느린 공급 속도가 필요합니다. 0.15mm 직경의 재료에 너무 강하게 밀어붙여 와이어를 몇 번 끊었습니다. 대부분의 게르마늄 렌즈 생산에 적합한 지점은 커프 절약과 와이어 파손율 및 절단 속도의 균형을 맞춘 0.25-0.30mm 와이어 직경입니다.
게르마늄 렌즈 커프 손실을 줄이는 다섯 가지 실용적인 방법
더 얇은 다이아몬드 와이어로 전환
이것이 가장 직접적인 방법입니다. 0.35mm 와이어에서 0.25mm 와이어로 전환하면 커프가 약 0.10mm 줄어듭니다. 이는 위에서 보듯이 월 수천 달러에 달합니다.
절충점: 더 얇은 와이어는 더 깨지기 쉽습니다. 공급 속도를 20-30% 줄이고 기계의 장력 시스템이 와이어에 과도한 스트레스를 주지 않고 일관된 힘을 유지할 수 있는지 확인해야 합니다. 당사의 SGSM-40 오실레이팅 와이어 슬라이서, 에서는 일반적으로 0.35mm 와이어의 경우 동일한 직경에서 7-8mm/분 공급 속도에 비해 게르마늄(50mm 블랭크)의 경우 0.25mm 와이어를 5-6mm/분 공급 속도로 실행합니다.
와이어 속도 및 장력 최적화
와이어 속도는 절단 효율성과 표면 품질에 영향을 미치지만 커프에도 영향을 미칩니다. 적절한 장력과 함께 더 높은 와이어 속도(40-60m/s)는 와이어가 공작물을 통해 더 똑바로 추적하기 때문에 더 깨끗하고 좁은 절단을 생성합니다. 낮은 와이어 속도는 와이어가 흔들리게 하여 유효 커프를 넓힙니다.
특히 게르마늄의 경우:
- 와이어 속도: 40-55m/s (게르마늄은 부서지기 쉬우므로 너무 빠르면 칩이 발생합니다)
- 와이어 장력: 0.25-0.30mm 와이어의 경우 100-140N (일반적으로 110N)
- 장력을 와이어의 정격 파단 강도의 80-90% 이내로 유지
초기에 우리를 당황하게 했던 한 가지: 게르마늄을 유리와 같은 속도로 실행하는 것. 게르마늄의 파괴 인성은 약 0.6 MPa·m^0.5에 불과하며, 이는 표준 유리의 약 절반입니다. 속도를 너무 높이면 가장자리 칩이 발생하여 커프 자체를 넘어 손상된 영역이 효과적으로 넓어집니다. 커프는 0.30mm로 측정될 수 있지만, 표면 아래 손상은 각 면에서 0.05-0.10mm 더 확장됩니다.

적절한 유량의 수성 냉각수 사용
냉각수는 스와프 제거와 열 축적 방지라는 두 가지 역할을 합니다. 게르마늄의 경우 열 전도율(60W/m·K)은 괜찮지만, 절단 영역의 국부적인 가열은 커프 너머의 웨이퍼를 손상시키는 미세 균열을 유발할 수 있으므로 열 제어가 중요합니다.
와이어 진입 및 출구 지점에 모두 지향된 2-4L/min의 유량으로 수성 냉각수를 권장합니다. 유성 냉각수도 작동하지만 다이아몬드 와이어에 더 빨리 쌓이는 경향이 있어 와이어 수명이 단축됩니다. 이는 두 번째 비용 문제를 야기합니다.
절단 후 연삭 여유 최소화
커프 손실은 방정식의 일부일 뿐입니다. 절단 후 대부분의 게르마늄 렌즈는 표면 아래 손상층을 제거하기 위해 표면 연삭이 필요합니다. 블레이드 톱의 경우 이 손상층은 50-100μm 깊이가 될 수 있으며 연삭 중에 상당한 재료 제거가 필요합니다.
다이아몬드 와이어 톱은 훨씬 얕은 손상층(일반적으로 5-15μm)을 생성합니다. 이는 다음을 의미합니다.
- 연삭 중 제거되는 재료 감소(각 면당 0.05-0.10mm 추가 절약)
- 연삭 단계 감소(시간 및 소모품 비용 절약)
- 연마를 위한 더 나은 시작 표면
양면 절단된 렌즈의 경우 연삭 여유를 각 면당 0.10mm에서 0.02mm로 줄이면 총 재료 0.16mm를 절약할 수 있습니다. 게르마늄 가격으로 볼 때 렌즈당 2-3달러가 추가됩니다.
게르마늄 스와프 회수 및 재활용
최적화된 커프에도 불구하고 게르마늄 먼지와 슬러리가 계속 생성됩니다. 대부분의 재료와 달리 게르마늄 스와프는 실제 재판매 가치가 있습니다. 재활용업체는 고순도 게르마늄 스크랩에 대해 오염 수준에 따라 kg당 2,000-4,000달러를 지불합니다.
게르마늄 입자를 여과하고 수집하는 폐쇄 루프 냉각수 시스템을 설정하십시오. 스와프를 다른 재료와 분리하십시오(이는 중요합니다. 혼합 스와프는 회수 가치가 훨씬 낮습니다). 우리가 작업한 일부 작업에서는 적절한 스와프 수집을 통해 커프 폐기물의 60-70%를 회수합니다.
이것은 커프 손실을 줄이지는 않지만 남아 있는 손실에서 가치를 회수합니다.
다이아몬드 와이어 절단으로 해결되지 않는 것
다이아몬드 와이어 톱은 게르마늄 커프 손실을 최소화하는 데 사용할 수 있는 최고의 기술이지만 마법은 아닙니다.
기하학적 제약. 와이어 톱은 직선을 자릅니다. 곡선 또는 윤곽 절단이 필요한 경우 커프가 더 넓거나 폐기물 프로필이 다른 다른 방법(CNC 밀링, 레이저)이 여전히 필요합니다.
매우 얇은 웨이퍼. 약 0.5mm 웨이퍼 두께 이하에서는 다이아몬드 와이어 절단조차 게르마늄으로 위험해집니다. 재료의 취성으로 인해 얇은 웨이퍼는 커프 너비에 관계없이 절단 중에 균열이 발생하는 경향이 있습니다. 25mm 미만의 소형 블랭크에서 0.3mm 두께의 절단을 관리했지만 수율이 상당히 떨어졌습니다.
오염 민감도. 검출기 등급 게르마늄(감마 분광 응용 분야)의 경우 다이아몬드 와이어 또는 냉각수에서 미량의 오염 물질조차도 부적격 사유가 될 수 있습니다. 이러한 응용 분야에서는 때때로 더 깨끗한 절단 표면을 위해 와이어 EDM 또는 ID 톱에서 더 높은 커프 손실을 수용합니다.
와이어 비용. 더 가는 와이어는 미터당 비용이 더 비싸고 더 자주 끊어지며 더 느리게 절단됩니다. 와이어 비용 증가가 게르마늄 절약을 초과하는 지점이 있습니다. 일반적으로 생산량의 경우 약 0.15mm 와이어 직경입니다. 대부분의 작업에서는 0.20-0.30mm 와이어가 경제적 최적점을 나타냅니다.
수출 통제 요인: 2026년에 커프 최적화가 시급한 이유
중국은 세계 정제 게르마늄의 약 60%를 생산합니다. 2023년 7월부터 베이징은 게르마늄 제품에 대한 수출 허가를 요구했으며 승인율은 일정하지 않았습니다. 결과: 2025년 초와 2026년 중반 사이에 현물 가격이 두 배가 되었고, 광학 등급 게르마늄 블랭크의 리드 타임은 일부 경우 4-6주에서 10-16주로 늘어났습니다.
이 공급 압박은 커프 손실 방정식을 극적으로 변화시킵니다. 2년 전에는 절단당 0.15mm의 커프를 절약하는 것이 사소한 최적화였습니다. 오늘날에는 동일한 0.15mm가 두 배의 달러 가치를 나타내며, 납품 약속을 이행하는 것과 재료 부족 사이의 차이입니다.
우리가 협력하는 여러 고객은 더 큰 게르마늄 재고를 보유함으로써 이에 대응했으며, 이는 자본을 묶습니다. 더 현명한 접근 방식: 더 좁게 절단하여 각 블랭크에서 더 많은 렌즈를 추출합니다. 커프 감소를 통해 절약한 재료는 추가 구매 없이 “무료” 추가 재고가 됩니다.
실제로 얼마나 절약할 수 있습니까?
다음은 중간 규모의 게르마늄 렌즈 제조업체를 위한 현실적인 시나리오입니다.
| 매개변수 | 이전 (ID 톱) | 이후 (다이아몬드 와이어) |
|---|---|---|
| 절단 폭 | 45mm | 25mm |
| 면당 연삭 여유 | 08mm | 02 mm |
| Total material loss per lens | 0.61 mm | 0.29 mm |
| Monthly cuts | 500 | 500 |
| Monthly material savings | — | 160 mm of Ge length saved |
| Monthly cost savings | — | ~$6,800 |
| Annual savings | — | ~$81,600 |
And that’s conservative — it doesn’t include swarf recovery value or the reduction in grinding consumable costs.
For operations cutting larger blanks (75–100 mm diameter), the savings scale with the square of the diameter. A 100 mm blank loses 4x more material per mm of kerf than a 50 mm blank. Annual savings for 100 mm operations easily exceed $200,000.
Where to Start
If you’re evaluating a switch from ID saw or blade cutting to diamond wire for germanium:
- Benchmark your current kerf. Measure actual kerf width on 10 consecutive cuts (not the spec sheet number — the real number). Most ID saws run wider than their rated kerf after the blade wears.
- Calculate your cost per cut using the formula above with current germanium spot prices.
- Run a trial on 0.25–0.30 mm diamond wire at conservative parameters (low feed, moderate speed) and measure the resulting kerf and surface quality.
- Factor in the full picture: kerf savings + grinding reduction + swarf recovery – wire cost increase.
For a detailed look at how diamond wire cutting equipment fits into a complete 적외선 광학 부품 제조 workflow — from blank slicing through final polishing — we’ve documented the full process and equipment options on our solutions page.
For reference data on germanium optical properties and density used in the calculations above, Crystran’s germanium material datasheet provides verified values. For supply chain context, the USGS germanium statistics report tracks production, pricing, and export control developments.
SEO Settings (copy to Rank Math)
- SEO Title: 게르마늄 렌즈 커프 손실 감소 — 연간 $80K+ 절약
- Meta Description: 다이아몬드 와이어를 이용한 게르마늄 렌즈 절단 손실 감소로 연간 $80K+ 절약. 절단 폭, 절단당 비용 계산, ID 톱에서 전환 시 ROI 확인.
- Permalink Slug: germanium-kerf-loss-reduction
- Focus Keyword: germanium lens kerf loss reduction
- Suggested Image Alt Text: germanium lens kerf loss reduction comparison between diamond wire saw and ID saw cutting methods