Die Herstellung von Germanium-IR-Optiken ist der End-to-End-Prozess, bei dem rohe Germanium-Kristallbarren in präzise Infrarot-Optikkomponenten – Linsen, Fenster, Prismen und Filter – umgewandelt werden, die Wellenlängen von 1,8 bis 23 μm für Wärmebildgebung, FLIR-Systeme und Spektroskopieanwendungen übertragen. Im Gegensatz zu Glasoptiken für sichtbares Licht erfordert die Herstellung von Germanium-IR-Optiken in jeder Phase spezialisierte Geräte und Prozesskontrollen, da die einzigartige Kombination von Germanium aus einem hohen Brechungsindex (n = 4,003 bei 11 μm), extremer Sprödigkeit und Empfindlichkeit gegenüber Oberflächenschäden Schneide-, Schleif- und Poliertechniken erfordert, die speziell für dieses Material entwickelt wurden.
Dieser Leitfaden behandelt den vollständigen Workflow der Germanium-IR-Optikherstellung, die kritischen Qualitätsparameter in jeder Phase und die Gerätekonfiguration, die bestimmt, ob Ihre fertigen Optiken die Oberflächenqualität und Transmissionsspezifikationen erfüllen, die von OEMs für Wärmebildgebung gefordert werden.

Was ist die Herstellung von Germanium-IR-Optiken?
Die Herstellung von Germanium-IR-Optiken umfasst alle Verarbeitungsschritte von einem rohen Germanium-Kristallbarren bis zu einer beschichteten, inspizierten optischen Komponente, die für die Integration in ein Infrarotsystem bereit ist. Die Prozesskette umfasst: Barrenschneiden, Zuschnitt von Rohlingen, Erzeugung von Wölbungen (für Linsen), Schleifen, Läppen, Polieren, Beschichten und abschließende Messtechnik.
Germanium (Ge) ist das bevorzugte Material für langwellige Infrarotoptiken (LWIR) im Bereich von 8–12 μm aufgrund seines hohen Brechungsindex von 4,003 bei 11 μm – dem höchsten unter den gängigen IR-Materialien. Laut Knight Optical, ermöglicht dieser hohe Index Linsendesigns mit weniger Elementen und kürzeren optischen Pfaden im Vergleich zu Zinkselenid- oder Chalkogenid-Alternativen, wodurch die Systemgröße und das Gewicht von Wärmebildkameras und FLIR-Modulen reduziert werden.
Wichtige Materialeigenschaften, die die Anforderungen an die Herstellung von Germanium-IR-Optiken definieren:
| Eigenschaft | Value | Fertigungsimplikation |
|---|---|---|
| Übertragungsbereich | 1,8–23 μm | Geeignet für MWIR- und LWIR-Bänder |
| Brechungsindex | 4,003 @ 11 μm | Ermöglicht kompakte Linsendesigns |
| Dichte | 5,33 g/cm³ | Schwer – erfordert stabile Spannvorrichtungen |
| Knoop-Härte | 780 | Hart, aber spröde – Risiko von Untergrundschäden |
| Schmelzpunkt | 937°C | Ermöglicht Hochtemperaturverarbeitung |
| Thermisches Durchgehen | Über ~100°C Gebrauchstemperatur | Transmission sinkt – begrenzt die Betriebsumgebung |
Herstellung von Germanium-IR-Optiken: Schritt-für-Schritt-Prozess
Der Herstellungsprozess von Germanium-IR-Optiken folgt einer definierten Sequenz, bei der die Qualitätsausgabe jeder Stufe direkt einschränkt, was die nächste Stufe erreichen kann. Das Überspringen oder überstürzte Durchlaufen früherer Stufen erzeugt Untergrundschäden, die durch kein noch so intensives Endpolieren entfernt werden können.
Stufe 1: Kristallvorbereitung und Zuschnitt der Rohlinge
Der Prozess beginnt mit Einkristall-Germanium-Ingots, die nach dem Czochralski-Verfahren (CZ) gezüchtet werden. Die Ingots werden zunächst beschnitten, um die Keim- und Schwanzabschnitte zu entfernen, und dann in Rohlinge geschnitten, die dem Zieldurchmesser und der Dicke der Optik entsprechen, mit einem angemessenen Aufmaß für das nachfolgende Schleifen.
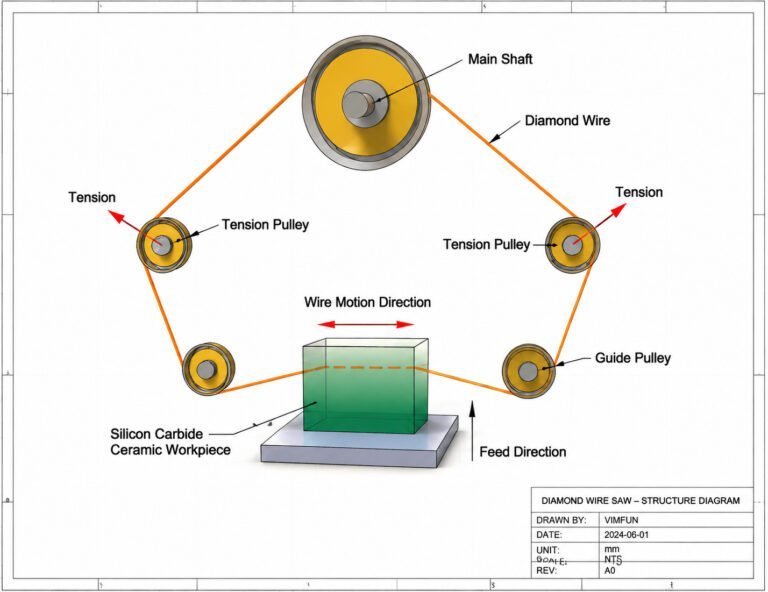
Für präzise IR-Optiken ist das Zuschneiden von Rohlingen mit Germanium-Linsen-Schneidemaschine unter Verwendung der Diamantdrahttechnologie entscheidend. Das Schneiden mit Diamantdraht erzeugt Schnittfugenbreiten von 0,25–0,35 mm – etwa die Hälfte des Materialverlusts beim herkömmlichen ID-Sägen – und verursacht im Vergleich zu abrasiven Sägeblattverfahren minimale Oberflächenschäden. Bei Rohmaterial aus Germanium, das $1.800–2.400/kg kostet, bedeutet jeder Bruchteil eines Millimeters an Schnittfugenverlust eine direkte Materialkosteneinsparung.
Spezifikationen für das Zuschneiden von Rohlingen für typische Germanium-IR-Optiken:
| Optiktyp | Rohrdurchmesser | Rohlingdicke | Schnittmethode | Schnittfugenbreite |
|---|---|---|---|---|
| FLIR-Linse (25 mm) | 28–30 mm | 5–8 mm | Diamond wire | 0,25–0,30 mm |
| Thermisches Fenster (50 mm) | 54–56 mm | 3–5 mm | Diamond wire | 0,28–0,35 mm |
| ATR-Prisma | Kundenspezifisch | 8–15 mm | Diamond wire | 0,30–0,35 mm |
| Großformatobjektiv (100 mm+) | 105–110 mm | 10–20 mm | Diamantdraht / ID-Säge | 0,35–0,50 mm |
Die richtige Vorbereitung des Rohlings in dieser Phase unterstützt direkt Germanium-Linsenrohling-Schneiden die Effizienz – die Erzielung einer gleichmäßigen Dicke (TTV 8–15 μm für Φ50 mm Rohlinge) von der Säge reduziert den Materialabtrag, der bei nachfolgendem Schleifen erforderlich ist. Die Oberflächenrauheit nach dem Schneiden mit Diamantdrahtsägen liegt typischerweise im Bereich von Ra 0,6–1,2 μm, was einen geeigneten Ausgangspunkt für das nachfolgende Schleifen ohne übermäßigen Materialabtrag darstellt.

Phase 2: Kurvengenerierung und Grobschleifen
Bei Flachoptiken (Fenster, Filter) werden die Rohlinge direkt geläppt. Bei Linsen erzeugen CNC-Kurvengeneratoren die sphärischen oder asphärischen Oberflächen mit diamantgebundenen Werkzeugen.
Die Kurvengenerierung etabliert die Geometrie der optischen Oberfläche innerhalb von 5–10 μm des endgültigen Krümmungsradius. Der Prozess führt eine Subsurface-Schadenschicht mit einer Tiefe von 10–30 μm ein, die während des nachfolgenden Feinschleifens und Polierens entfernt werden muss.
Kritische Parameter während der Kurvengenerierung:
- Spindeldrehzahl: 2.000–4.000 U/min je nach Rohlingsdurchmesser
- Diamantwerkzeug-Korngröße: 20–40 μm für Grobgenerierung, 5–10 μm für Feingenerierung
- Kühlmittel: Wasserbasiert, kontinuierlicher Fluss zur Vermeidung von thermischen Schäden
- Ziel der Formgenauigkeit: < 5 μm Abweichung vom Nennradius
Stufe 3: Feinbearbeitung und Läppen
Die Feinbearbeitung entfernt die subsurfacen Schäden aus der Kurvengenerierung und bringt die Oberflächenform näher an die Endspezifikation. Für flache Germaniumoptiken wird beidseitiges Läppen mit einem Germaniumlinsen-Schleifausrüstung Setup erreicht Parallelität und Ebenheit gleichzeitig.
Die Läppsequenz durchläuft typischerweise 3–4 Körnungsschritte:
| Step | Schleifmittel | Korngröße | Oberflächenrauheit nach | Unterirdische Schäden |
|---|---|---|---|---|
| Grober Läufer | Al₂O₃ | 20 μm | Ra 1,0–1,5 μm | 15–20 μm |
| Mittlerer Läufer | Al₂O₃ | 9 μm | Ra 0,4–0,6 μm | 8–12 μm |
| Feiner Läufer | Al₂O₃ | 3 μm | Ra 0,15–0,25 µm | 3–5 µm |
| Vorpolitur-Läppen | CeO₂ | 1 μm | Ra 0,05–0,10 μm | < 2 μm |
Für Fensteroptiken, die eine enge Parallelität erfordern, doppelseitiges Läppen bearbeitet beide Oberflächen gleichzeitig und erreicht TTV < 5 µm bei Teilen mit 50 mm Durchmesser.
Stufe 4: Polieren
Das Polieren ist der letzte Materialabtragsschritt in der Herstellung von Germanium-IR-Optiken und verantwortlich für die Erzielung der Oberflächenrauheit und Formgenauigkeit, die direkt die optische Transmission und die Wellenfrontleistung bestimmen.
Eine spezielle Germaniumoptik-Poliermaschine Konfiguration verwendet Polyurethan- oder Pechpolierpads mit kolloidalem Siliziumdioxid oder Diamantschlämmen, um Folgendes zu erreichen:
- Oberflächenrauhigkeit: Ra ≤ 0,01 µm (10 nm) für Präzisionsoptiken
- Formgenauigkeit: < 0,5 Fringe (λ/4 bei 633 nm) für Standard; < 0,1 Fringe für Hochpräzisionsanwendungen
- Kratzer-Schmutz-Klassifizierung: 40-20 für Standard; 20-10 für Hochleistungsanwendungen
- Oberflächenform: < 0,25 Wellen für FLIR-Linsenelemente
Der Polierprozess muss die Abtragsrate gegen die Oberflächenqualität abwägen. Übermäßiger Druck oder Geschwindigkeit erzeugt Wärme, die die chemische Zusammensetzung der Germaniumoberfläche verändern kann, wodurch Absorptionsstellen entstehen, die die IR-Transmission verringern.
Stufe 5: Beschichtung
Unbeschichtetes Germanium reflektiert aufgrund seines hohen Brechungsindexes etwa 36% der einfallenden Infrarotstrahlung pro Oberfläche. Antireflexionsbeschichtungen (AR) sind für die praktische Herstellung von Germanium-IR-Optiken unerlässlich – ohne Beschichtung würde eine einfache Germaniumlinse nur etwa 41% der einfallenden Strahlung übertragen.
Standard-Beschichtungsoptionen für Germanium-IR-Optiken:
| Art der Beschichtung | Transmission | Band | Dauerhaftigkeit | Typical Application |
|---|---|---|---|---|
| Einzelschicht-AR | > 85% | 8–12 μm | Mäßig | Laboroptiken |
| Mehrschicht-AR | > 95% | 3–12 μm | Good | Industrielle Wärmebildkameras |
| DLC (Diamond-Like Carbon) | > 90% | 7–14 μm | Ausgezeichnet | Militärische / Outdoor-FLIR |
| Hartkohlenstoff-AR | > 92% | 8–12 μm | Ausgezeichnet | Optiken für raue Umgebungen |
DLC-Beschichtungen sind besonders wichtig für Germaniumoptiken, die in exponierten Umgebungen eingesetzt werden, da Germanium im Vergleich zu Gläsern für sichtbares Licht relativ weich ist und ohne Schutz leicht zerkratzt.
Qualitätskontrolle in der Herstellung von Germanium-IR-Optiken
Jede Phase der Herstellung von Germanium-IR-Optiken erfordert In-Prozess-Messungen. Wenn man bis zur Endkontrolle wartet, um Fehler zu entdecken, verschwendet man Material und Bearbeitungszeit für Teile, die bereits früher hätten aussortiert werden sollen.
Kritische Inspektionspunkte:
- Nach dem Zuschnitt des Rohlings: Dickengleichmäßigkeit (TTV), Inspektion von Kantenabplatzungen, Überprüfung der Kristallorientierung
- Nach der Kurvengenerierung: Messung des Krümmungsradius, Beurteilung von Oberflächenschäden
- Nach dem Läppen: Ebenheit / Formgenauigkeit, Parallelität (für Fenster), Oberflächenrauheit
- Nach dem Polieren: Interferometrische Oberflächenform, Streulichtmessung, Kratzer- und Fehlstelleninspektion
- Nach der Beschichtung: Messung der spektralen Transmission, Haftprüfung der Beschichtung, Umwelttests
Laut Gittermaterialien, Germanium-IR-Optik-Fertigungsanlagen verfügen in der Regel über eine ISO 9001:2015-Zertifizierung mit vollständiger Rückverfolgbarkeit von der Kristallquelle bis zur fertigen Optik – eine Anforderung für Programme zur Wärmebildgebung in Verteidigung und Luft- und Raumfahrt.
Konfiguration der Fertigungsanlagen für Germanium-IR-Optiken
Die Ausrüstungskette für die Herstellung von Germanium-IR-Optiken muss auf die spezifischen Materialeigenschaften von Germanium abgestimmt sein. Standardausrüstungen für die Glasbearbeitung verfügen oft nicht über die Steifigkeit, Geschwindigkeitsregelung und Kühlmittelverwaltung, die für die Kombination von hoher Dichte, Sprödigkeit und thermischer Empfindlichkeit von Germanium erforderlich sind.
Eine komplette Fertigungslinie für Germanium-IR-Optiken umfasst typischerweise:
- Diamantseilsäge zum Blankschneiden – abgestimmt auf die Härte und Bruchfestigkeit von Germanium
- CNC-Kurzengenerator zur Erzeugung der Linsenoberfläche – mit Diamantwerkzeugen, die für eine Knoop-Härte von 780 ausgelegt sind
- Doppelseitige Läppmaschine für flache Optiken – mit Lastregelung für die Dichte von Germanium (5,33 g/cm³)
- CNC-Poliermaschine – mit Temperaturüberwachung zur Vermeidung von thermischem Durchgehen während der Bearbeitung
- Dünnschicht-Beschichtungssystem – konfiguriert für AR-Beschichtungsrezepte für Germanium im IR-Bereich
- Interferometer + Spektrophotometer – zur abschließenden Überprüfung der Oberflächenform und Transmission
Die Pillar-Seite auf Ausrüstung für die Herstellung von Infrarotoptiken bietet detaillierte Spezifikationen für jede Ausrüstungskategorie in einer kompletten Germanium-Bearbeitungsanlage.
So bewerten Sie einen Fertigungspartner für Germanium-IR-Optiken
Wenn Sie Germanium-IR-Optiken von einem Lohnfertiger beziehen, überprüfen Sie diese Fähigkeiten:
- Kristallquellen-Rückverfolgbarkeit: Können sie die Einkristallorientierung und Reinheitsklasse bestätigen?
- Kontrolle von Untergrundschäden: Messen sie SSD in jeder Verarbeitungsphase oder nur bei der Endkontrolle?
- Beschichtungsfähigkeit: Inhouse-Beschichtung im Vergleich zu externer Beschaffung – beeinflusst Lieferzeit und Kontinuität der Qualitätskontrolle
- Metrologiebereich: Können sie die Formgenauigkeit bei der Betriebswellenlänge (10,6 μm) messen, nicht nur im sichtbaren Bereich (633 nm)?
- Umwelttests: Führen sie thermische Zyklen und Feuchtigkeitstests an beschichteten Optiken durch?
Fordern Sie für die Volumenproduktion von Germanium-Wärmebildobjektiven Prozessfähigkeitsdaten (Cpk-Werte) für Ihre kritischen Spezifikationen an – nicht nur einen einzelnen Inspektionsbericht von einer sorgfältig ausgewählten Stichprobe.
Benötigen Sie Geräte für die Inhouse-Fertigung von Germanium-IR-Optiken? Kontaktieren Sie unser Ingenieurteam → für eine Beratung zu Schneide-, Schleif-, Läpp- und Poliergeräten, die speziell für die Produktion von Germanium-Optiken konfiguriert sind.