La fabrication d'optiques infrarouges en germanium est le processus de bout en bout qui transforme des lingots de cristal de germanium bruts en composants optiques infrarouges de précision — lentilles, fenêtres, prismes et filtres — qui transmettent des longueurs d'onde de 1,8 à 23 μm pour l'imagerie thermique, les systèmes FLIR et les applications de spectroscopie. Contrairement aux optiques en verre pour la lumière visible, la fabrication d'optiques infrarouges en germanium nécessite un équipement spécialisé et des contrôles de processus à chaque étape, car la combinaison unique de germanium d'un indice de réfraction élevé (n = 4,003 à 11 μm), de sa fragilité extrême et de sa sensibilité aux dommages de subsurface exige des techniques de découpe, de meulage et de polissage spécifiquement conçues pour ce matériau.
Ce guide couvre le flux de travail complet de la fabrication d'optiques infrarouges en germanium, les paramètres de qualité critiques à chaque étape et la configuration de l'équipement qui détermine si vos optiques finies répondent aux spécifications de qualité de surface et de transmission requises par les OEM d'imagerie thermique.

Qu'est-ce que la fabrication d'optiques infrarouges en germanium ?
La fabrication d'optiques infrarouges en germanium englobe toutes les étapes de traitement entre une boule de cristal de germanium brute et un composant optique revêtu et inspecté, prêt à être intégré dans un système infrarouge. La chaîne de processus comprend : le tronçonnage du lingot, le tranchage de la ébauche, la génération de courbe (pour les lentilles), le meulage, le rodage, le polissage, le revêtement et la métrologie finale.
Le germanium (Ge) est le matériau de choix pour les optiques infrarouges à ondes longues (LWIR) de 8 à 12 μm en raison de son indice de réfraction élevé de 4,003 à 11 μm — le plus élevé parmi les matériaux infrarouges couramment utilisés. Selon Knight Optical, cet indice élevé permet des conceptions de lentilles avec moins d'éléments et des chemins optiques plus courts par rapport aux alternatives en séléniure de zinc ou en chalcogénure, réduisant ainsi la taille et le poids du système dans les caméras thermiques et les modules FLIR.
Propriétés clés du matériau qui définissent les exigences de fabrication des optiques infrarouges en germanium :
| Propriété | Value | Implication de fabrication |
|---|---|---|
| Plage de transmission | 1,8–23 μm | Convient aux bandes MWIR et LWIR |
| Indice de réfraction | 4,003 @ 11 μm | Permet des conceptions de lentilles compactes |
| Densité | 5,33 g/cm³ | Lourd — nécessite un montage stable |
| Dureté Knoop | 780 | Dur mais cassant — risque de dommages en sous-couche |
| Point de fusion | 937°C | Permet un traitement à haute température |
| Emballement thermique | Au-dessus d'environ 100°C, température d'utilisation | La transmission chute — limite l'environnement d'exploitation |
Fabrication d'optiques IR en germanium : Processus étape par étape
Le processus de fabrication d'optiques IR en germanium suit une séquence définie où la qualité de sortie de chaque étape contraint directement ce que l'étape suivante peut réaliser. Sauter ou précipiter les premières étapes crée des dommages en sous-couche qu'aucun polissage final ne peut éliminer.
Étape 1 : Préparation du cristal et découpe de la ébauche
Le processus commence par des lingots de germanium monocristallin cultivés par la méthode Czochralski (CZ). Les lingots sont d'abord coupés pour retirer les sections de graine et de queue, puis tranchés en ébauches correspondant au diamètre et à l'épaisseur de l'optique cible avec une marge appropriée pour le meulage ultérieur.
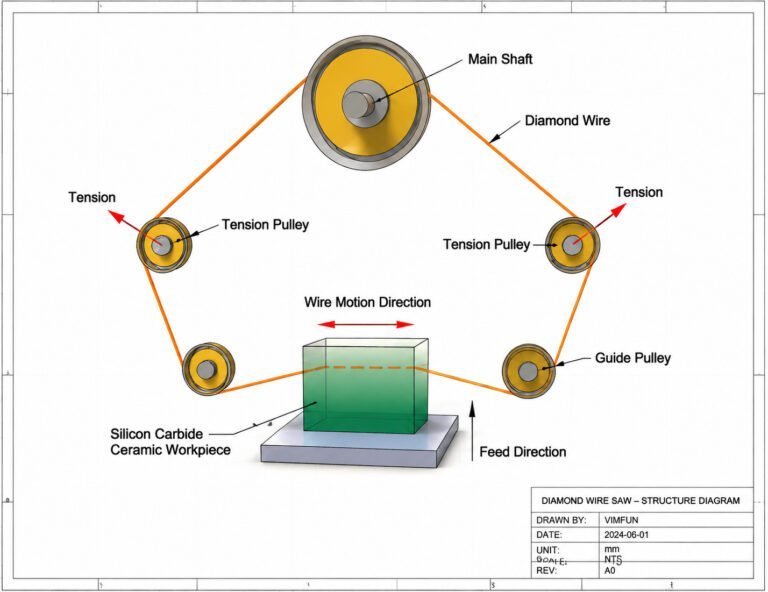
Pour les optiques IR de précision, la découpe de la ébauche avec une machine de découpe de lentilles en germanium l'utilisation de la technologie de fil diamanté est essentielle. La découpe au fil diamanté produit des largeurs de trait de 0,25 à 0,35 mm — soit environ la moitié de la perte de matière par rapport à la découpe traditionnelle à lame ID — et introduit des dommages minimes sous la surface par rapport aux méthodes de découpe à lame abrasive. Le germanium brut coûtant 1 800 à 2 400 $/kg, chaque fraction de millimètre de perte de trait se traduit directement par des économies sur le coût des matériaux.
Spécifications de découpe des ébauches pour les optiques IR typiques en germanium :
| Type d'optique | Diamètre du blanc | Épaisseur de l'ébauche | Méthode de coupe | Largeur de saignée |
|---|---|---|---|---|
| Lentille FLIR (25 mm) | 28–30 mm | 5–8 mm | Diamond wire | 0,25–0,30 mm |
| Fenêtre thermique (50 mm) | 54–56 mm | 3–5 mm | Diamond wire | 0,28–0,35 mm |
| Prisme ATR | Personnalisé | 8–15 mm | Diamond wire | 0,30–0,35 mm |
| Objectif grand format (100 mm+) | 105–110 mm | 10–20 mm | Fil diamanté / scie ID | 0,35–0,50 mm |
Une préparation adéquate des ébauches à ce stade soutient directement découpe de flans de lentilles en germanium l'efficacité — obtenir une uniformité d'épaisseur constante (TTV 8–15 μm pour les ébauches de Φ50 mm) à partir de la scie réduit l'enlèvement de matière requis lors du meulage ultérieur. La rugosité de surface brute de la découpe au fil diamanté se situe généralement dans la plage Ra 0,6–1,2 μm, ce qui constitue un point de départ approprié pour le meulage ultérieur sans enlèvement de matière excessif.

Étape 2 : Génération de courbe et meulage grossier
Pour les optiques planes (fenêtres, filtres), les ébauches passent directement au rodage. Pour les lentilles, les générateurs de courbes CNC produisent les surfaces sphériques ou asphériques à l'aide d'outils diamantés.
La génération de courbe établit la géométrie de la surface optique à 5–10 μm du rayon de courbure final. Le processus introduit une couche de dommages subsurfaciques d'une profondeur de 10–30 μm qui doit être éliminée lors du meulage fin et du polissage ultérieurs.
Paramètres critiques lors de la génération de courbe :
- Vitesse de la broche: 2 000–4 000 tr/min selon le diamètre de l'ébauche
- Taille de grain de l'outil diamanté: 20–40 μm pour la génération grossière, 5–10 μm pour la génération fine
- Liquide de refroidissement: à base d'eau, flux continu pour éviter les dommages thermiques
- Objectif de précision de forme: < 5 μm d'écart par rapport au rayon nominal
Étape 3 : Rectification fine et rodage
La rectification fine élimine les dommages sous-jacents de la génération de courbe tout en rapprochant la forme de surface de la spécification finale. Pour les optiques plates en germanium, le rodage double face à l'aide d'un équipement de meulage de lentilles en germanium montage permet d'obtenir simultanément le parallélisme et la planéité.
La séquence de rodage progresse généralement par 3 à 4 étapes de grain :
| Step | Abrasif | Taille du grain | Rugosité de surface après | Subsurface Damage |
|---|---|---|---|---|
| Rodage grossier | Al₂O₃ | 20 μm | Ra 1,0–1,5 μm | 15–20 μm |
| Rodage moyen | Al₂O₃ | 9 μm | Ra 0,4–0,6 μm | 8–12 μm |
| Rodage fin | Al₂O₃ | 3 μm | Ra 0,15–0,25 μm | 3–5 μm |
| Rodage de pré-polissage | CeO₂ | 1 μm | Ra 0,05–0,10 μm | < 2 μm |
For window-type optics requiring tight parallelism, du double rodage processes both surfaces simultaneously, achieving TTV < 5 μm across 50 mm diameter parts.
Stage 4: Polishing
Polishing is the final material removal step in germanium IR optics manufacturing, responsible for achieving the surface roughness and form accuracy that directly determine optical transmission and wavefront performance.
A dedicated machine de polissage d'optiques en germanium configuration uses polyurethane or pitch polishing pads with colloidal silica or diamond slurry to achieve:
- Rugosité de la surface: Ra ≤ 0.01 μm (10 nm) for precision optics
- Form accuracy: < 0.5 fringes (λ/4 at 633 nm) for standard; < 0.1 fringes for high-precision
- Scratch-dig: 40-20 for standard; 20-10 for high-performance applications
- Surface figure: < 0.25 waves for FLIR lens elements
The polishing process must balance removal rate against surface quality. Excessive pressure or speed generates heat that can alter the germanium surface chemistry, creating absorption sites that reduce IR transmission.
Étape 5 : Revêtement
Le germanium non revêtu réfléchit environ 36 % du rayonnement infrarouge incident par surface en raison de son indice de réfraction élevé. Les revêtements antireflets (AR) sont essentiels pour la fabrication pratique d'optiques infrarouges en germanium — sans revêtement, une simple lentille en germanium ne transmettrait qu'environ 41 % du rayonnement entrant.
Options de revêtement standard pour les optiques infrarouges en germanium :
| Coating Type | Transmission | Bande | Durabilité | Typical Application |
|---|---|---|---|---|
| AR monocouche | > 85 % | 8–12 μm | Modéré | Optiques de laboratoire |
| AR multicouche | > 95% | 3–12 μm | Good | Caméras thermiques industrielles |
| DLC (Diamond-Like Carbon) | > 90 % | 7–14 μm | Excellent | FLIR militaires / extérieurs |
| AR au carbone dur | > 92 % | 8–12 μm | Excellent | Optiques pour environnements difficiles |
Les revêtements DLC sont particulièrement importants pour les optiques en germanium utilisées dans des environnements exposés, car le germanium est relativement mou par rapport aux verres pour la lumière visible et se raye facilement sans protection.
Contrôle qualité dans la fabrication d'optiques infrarouges en germanium
Chaque étape de la fabrication d'optiques infrarouges en germanium nécessite une mesure en cours de processus. Attendre l'inspection finale pour découvrir des défauts gaspille du matériel et du temps de traitement sur des pièces qui auraient dû être rejetées plus tôt.
Points d'inspection critiques :
- Après la découpe en blanc: Uniformité de l'épaisseur (TTV), inspection des éclats de bord, vérification de l'orientation cristalline
- Après la génération de courbe: Mesure du rayon de courbure, évaluation des dommages sous-jacents
- Après rodage: Planéité / précision de forme, parallélisme (pour les fenêtres), rugosité de surface
- Après polissage: Figure de surface interférométrique, mesure de diffusion, inspection des rayures et des défauts
- Après revêtement: Mesure de transmission spectrale, test d'adhérence du revêtement, cyclage environnemental
Selon Matériaux de réseau, les installations de fabrication d'optiques IR en germanium maintiennent généralement la certification ISO 9001:2015 avec une traçabilité complète de la source du cristal à l'optique finie — une exigence pour les programmes d'imagerie thermique de défense et aérospatiale.
Configuration de l'équipement de fabrication d'optiques IR en germanium
La chaîne d'équipement pour la fabrication d'optiques IR en germanium doit être adaptée aux propriétés spécifiques du germanium. Les équipements de traitement du verre standard manquent souvent de la rigidité, du contrôle de la vitesse et de la gestion du liquide de refroidissement requis pour la combinaison de haute densité, de fragilité et de sensibilité thermique du germanium.
Une ligne complète de fabrication d'optiques IR en germanium comprend généralement :
- Scie à fil diamanté pour le blank cutting — adapté à la dureté et aux caractéristiques de fracture du germanium
- Générateur de courbes CNC pour la création de surfaces de lentilles — avec des outils diamantés classés pour une dureté Knoop de 780
- Machine de rodage double face pour l'optique plane — avec contrôle de charge pour la densité du germanium (5,33 g/cm³)
- Machine de polissage CNC — avec surveillance de la température pour éviter l'emballement thermique pendant le traitement
- Système de revêtement à couches minces — configuré pour les recettes de revêtement AR de la bande IR du germanium
- Interféromètre + spectrophotomètre — pour la vérification finale de la figure de surface et de la transmission
La page Pilier sur équipement de fabrication d'optique infrarouge fournit des spécifications détaillées pour chaque catégorie d'équipement dans une installation complète de traitement du germanium.
Comment évaluer un partenaire de fabrication d'optiques IR en germanium
Lors de l'approvisionnement en optiques IR en germanium auprès d'un fabricant sous contrat, vérifiez ces capacités :
- Traçabilité de la source cristalline: Peuvent-ils confirmer l'orientation monocristalline et le grade de pureté ?
- Contrôle des dommages de surface: Mesurent-ils les SSD à chaque étape du traitement, ou seulement lors de l'inspection finale ?
- Capacité de revêtement: Revêtement interne par rapport à l'externalisation — affecte le délai de livraison et la continuité du contrôle qualité
- Plage de métrologie: Peuvent-ils mesurer la précision de la forme à la longueur d'onde de fonctionnement (10,6 μm), et pas seulement dans le visible (633 nm) ?
- Tests environnementaux: Effectuent-ils des tests de cyclage thermique et d'humidité sur les optiques revêtues ?
Pour la production en volume de lentilles d'imagerie thermique en germanium, demandez des données sur la capacité du processus (valeurs Cpk) pour vos spécifications critiques — pas seulement un rapport d'inspection unique d'un échantillon choisi avec soin.
Besoin d'équipement pour la fabrication interne d'optiques infrarouges en germanium ? Contactez notre équipe d'ingénierie → pour une consultation sur les équipements de découpe, de meulage, de rodage et de polissage configurés spécifiquement pour la production d'optiques en germanium.