ゲルマニウムIR光学部品製造は、生のゲルマニウム結晶インゴットを、熱画像処理、FLIRシステム、分光分析アプリケーション向けに1.8~23μmの波長を透過するレンズ、窓、プリズム、フィルターなどの精密赤外線光学部品に加工するエンドツーエンドのプロセスです。可視光用ガラス光学部品とは異なり、ゲルマニウムIR光学部品製造では、ゲルマニウム特有の高い屈折率(11μmでn=4.003)、極度の脆性、表面下の損傷に対する感度により、あらゆる段階で特殊な装置とプロセス制御が必要となります。そのため、この材料専用に設計された切断、研削、研磨技術が求められます。.
このガイドでは、ゲルマニウムIR光学部品製造の完全なワークフロー、各段階における重要な品質パラメータ、そして熱画像処理OEMが必要とする表面品質と透過率仕様を満たすかどうかを決定する装置構成について説明します。.

ゲルマニウムIR光学部品製造とは?
ゲルマニウムIR光学部品製造は、生のゲルマニウム結晶ブールから、コーティングされ検査された、赤外線システムへの組み込み準備ができた光学部品までのすべての加工工程を網羅します。プロセスチェーンには、インゴット切断、ブランクスライス、カーブ生成(レンズ用)、研削、ラップ、研磨、コーティング、最終計測が含まれます。.
ゲルマニウム(Ge)は、11μmで4.003という高い屈折率を持つため、8~12μmの長波長赤外線(LWIR)光学部品に最適な材料です。これは、一般的に使用されるIR材料の中で最も高い値です。 Knight Optical, によると、この高い屈折率により、セレン化亜鉛やカルコゲナイドなどの代替材料と比較して、レンズ設計で部品点数を少なくし、光学経路を短くすることが可能になり、サーマルカメラやFLIRモジュールのシステムサイズと重量を削減できます。.
ゲルマニウムIR光学部品製造の要件を定義する主要な材料特性:
| 特性 | Value | 製造上の意味合い |
|---|---|---|
| 透過範囲 | 1.8~23μm | MWIR帯およびLWIR帯に適しています |
| 屈折率 | 4.003 @ 11μm | コンパクトレンズ設計を可能にする |
| 密度 | 5.33 g/cm³ | 重い — 安定した固定が必要 |
| クヌープ硬度 | 780 | 硬いが脆い — サブサーフェスダメージのリスク |
| 融点 | 937°C | 高温処理を可能にする |
| 熱暴走 | 約100°C以上の使用温度 | 透過率が低下 — 動作環境を制限する |
ゲルマニウムIR光学機器製造:段階的プロセス
ゲルマニウムIR光学機器の製造プロセスは定義されたシーケンスに従い、各ステージの出力品質が次のステージで達成できることを直接制約します。初期ステージをスキップしたり急いだりすると、最終的な研磨では除去できないサブサーフェスダメージが発生します。.
ステージ1:結晶準備とブランク切断
プロセスは、チョクラルスキー(CZ)法で成長させた単結晶ゲルマニウムインゴットから始まります。インゴットはまず、種子部と尾部を取り除くために切り取られ、その後、後続の研削のための適切な余裕を持たせて、目標とする光学部品の直径と厚さに合わせたブランクにスライスされます。.
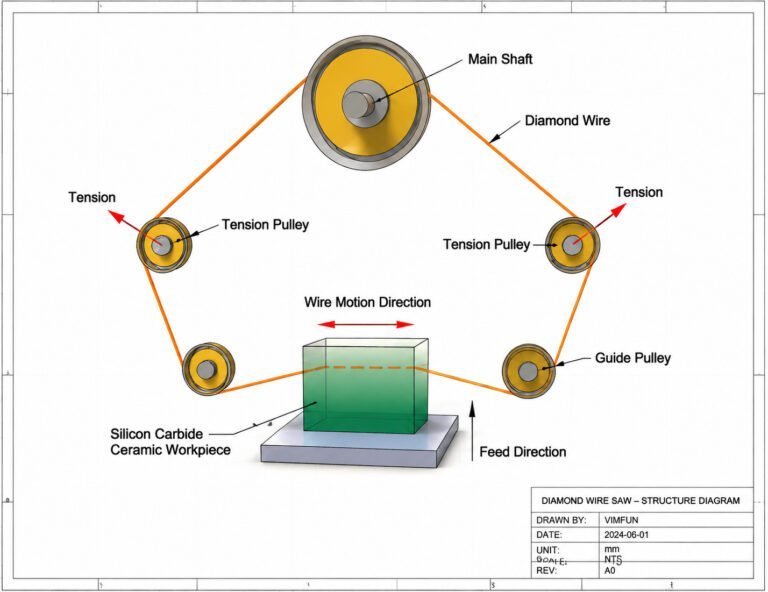
精密赤外線光学部品の場合、ブランク切断は ゲルマニウムレンズ切断機 ダイヤモンドワイヤー技術を使用して行うことが重要です。ダイヤモンドワイヤー切断は、カーフ幅を0.25〜0.35 mmに抑え、従来のIDブレードソーイングと比較して材料損失が約半分になり、研磨ブレード法と比較してサブサーフェスダメージを最小限に抑えます。ゲルマニウム原料のコストが1kgあたり1,800〜2,400円であるため、カーフ損失のわずかなミリメートルでも材料コストの節約に直接つながります。.
一般的なゲルマニウム赤外線光学部品のブランク切断仕様:
| 光学部品の種類 | ブランク直径 | ブランク厚 | 切断方法 | 切り口幅 |
|---|---|---|---|---|
| FLIRレンズ(25 mm) | 28–30 mm | 5–8 mm | Diamond wire | 0.25–0.30 mm |
| サーマルウィンドウ(50 mm) | 54–56 mm | 3–5 mm | Diamond wire | 0.28–0.35 mm |
| ATRプリズム | カスタム | 8–15 mm | Diamond wire | 0.30–0.35 mm |
| 大判レンズ (100 mm以上) | 105–110 mm | 10–20 mm | ダイヤモンドワイヤー / IDソー | 0.35〜0.50 mm |
この段階での適切なブランク準備は、直接的に ゲルマニウムレンズブランク切断 効率をサポートします — ソーイングによる一貫した厚み均一性 (Φ50 mmブランクでTTV 8–15 μm) の達成は、後続の研削に必要な除去量を削減します。ダイヤモンドワイヤーソーイングからのカット面粗さは通常、Ra 0.6–1.2 μmの範囲に収まり、過剰な除去量を必要とせずに後続の研削の適切な出発点となります。.

ステージ 2: 曲面生成と粗研削
フラット光学部品 (窓、フィルター) の場合、ブランクは直接ラッピングに進みます。レンズの場合、CNC曲面ジェネレーターはダイヤモンド結合工具を使用して球面または非球面表面を生成します。.
曲面生成は、最終的な曲率半径から5〜10 μm以内で光学表面形状を確立します。このプロセスにより、後続の精密研削および研磨中に除去する必要がある10〜30 μmの深さのサブサーフェスダメージ層が導入されます。.
曲面生成中の重要パラメータ:
- スピンドル速度: ブランク径に応じて 2,000–4,000 RPM
- ダイヤモンド工具の粒度: 粗生成用 20–40 μm、精密生成用 5–10 μm
- クーラント: 熱損傷を防ぐための水性、連続フロー
- 形状精度目標: 公称半径からの 5 μm 未満のずれ
ステージ 3: ファイングラインディングとラッピング
ファイングラインディングは、カーブ生成によるサブサーフェスダメージを除去し、表面形状を最終仕様に近づけます。フラットなゲルマニウム光学部品の場合、両面ラッピングは ゲルマニウムレンズ研磨装置 セットアップで平行度と平面度を同時に実現します。.
ラッピングシーケンスは通常、3〜4回のグリットステップで進行します。
| Step | 研磨材 | 粒度 | 表面粗さ(後) | 地下の損傷 |
|---|---|---|---|---|
| ラフラップ | Al₂O₃ | 20 μm | Ra 1.0–1.5 μm | 15–20 μm |
| ミディアムラップ | Al₂O₃ | 9 μm | Ra 0.4–0.6 μm | 8~12 μm |
| ファインラップ | Al₂O₃ | 3 μm | Ra 0.15–0.25 μm | 3–5 μm |
| 前研磨ラップ | CeO₂ | 1 μm | Ra 0.05–0.10 μm | < 2 μm |
タイトな平行度を必要とする窓型光学部品の場合、, 両面ラップ 両面を同時に加工し、直径50mmの部品でTTV < 5 μmを達成します。.
ステージ 4: ポリッシング
ポリッシングは、ゲルマニウムIR光学部品製造における最終的な材料除去工程であり、光学透過率と波面性能を直接決定する表面粗さと形状精度を達成する役割を担います。.
専用の ゲルマニウム光学研磨機 ポリウレタンまたはピッチ研磨パッドとコロイダルシリカまたはダイヤモンドスラリーを使用する構成により、以下を達成します。
- 表面粗さ: 精密光学部品の場合 Ra ≤ 0.01 μm (10 nm)
- 形状精度: 標準品は < 0.5 フリンジ (633 nm で λ/4); 高精度品は < 0.1 フリンジ
- スクラッチ・ディグ: 標準品は 40-20; 高性能アプリケーションは 20-10
- 面精度: FLIRレンズエレメントの場合 < 0.25 波長
研磨工程では、除去率と表面品質のバランスを取る必要があります。過度の圧力や速度は熱を発生させ、ゲルマニウム表面の化学組成を変化させ、IR透過率を低下させる吸収サイトを生成する可能性があります。.
ステージ5:コーティング
コーティングされていないゲルマニウムは、その高い屈折率により、表面ごとに約36%の入射赤外線を反射します。反射防止(AR)コーティングは、実用的なゲルマニウムIR光学機器の製造に不可欠です。コーティングなしでは、単純なゲルマニウムレンズは、入射放射線の約41%しか透過しません。.
ゲルマニウムIR光学機器の標準的なコーティングオプション:
| Coating Type | 透過率 | バンド | 耐久性 | Typical Application |
|---|---|---|---|---|
| 単層AR | > 85% | 8~12 μm | 中程度 | 実験室用光学機器 |
| 多層 AR | > 95% | 3–12 μm | Good | 産業用サーマルカメラ |
| DLC(ダイヤモンドライクカーボン) | > 90% | 7–14 μm | 素晴らしい | 軍用/屋外用FLIR |
| ハードカーボンAR | > 92% | 8~12 μm | 素晴らしい | 過酷な環境用光学機器 |
DLCコーティングは、ゲルマニウムが可視光ガラスに比べて比較的柔らかく、保護なしでは傷つきやすいため、露出した環境で使用されるゲルマニウム光学機器にとって特に重要です。.
ゲルマニウムIR光学機器製造における品質管理
ゲルマニウム赤外光学部品の製造のあらゆる段階で、工程内測定が必要です。最終検査まで欠陥発見を待つと、早期に却下されるべき部品に材料と加工時間を浪費することになります。.
クリティカルな検査ポイント:
- ブランク切断後:厚さ均一性(TTV)、エッジチップ検査、結晶方位確認
- カーブ生成後:曲率半径測定、サブサーフェスダメージ評価
- ラッピング後:平面度/形状精度、平行度(窓材の場合)、表面粗さ
- ポリッシング後:干渉法による表面形状、散乱測定、スクラッチ・ディグ検査
- コーティング後:分光透過率測定、コーティング密着性試験、環境サイクル試験
によると ラティス・マテリアルズ, 、ゲルマニウム赤外光学部品製造施設は通常、ISO 9001:2015認証を取得しており、結晶源から完成した光学部品まで完全なトレーサビリティを備えています。これは、防衛および航空宇宙分野のサーマルイメージングプログラムに要求される要件です。.
ゲルマニウム赤外光学部品製造装置の構成
ゲルマニウム赤外光学部品製造のための装置チェーンは、ゲルマニウム特有の材料特性に合わせて調整する必要があります。標準的なガラス加工装置は、ゲルマニウムの高い密度、脆性、熱感度の組み合わせに必要な剛性、速度制御、およびクーラント管理を欠いていることがよくあります。.
完全なゲルマニウムIR光学機器製造ラインには、通常以下のものが含まれます。
- ダイヤモンドワイヤーソー ブランク切断用 — ゲルマニウムの硬度と破壊特性に適合したもの
- CNCカーブジェネレーター レンズ表面作成用 — クヌープ硬度780に対応したダイヤモンド工具付き
- 両面ラップ盤 平坦光学部品用 — ゲルマニウムの密度(5.33 g/cm³)に対応した荷重制御付き
- CNC研磨機 — 処理中の熱暴走を防ぐための温度監視付き
- 薄膜コーティングシステム — ゲルマニウムのIRバンドARコーティングレシピに合わせて構成されたもの
- 干渉計 + 分光光度計 — 最終的な表面形状と透過率の検証用
のピラーページには 赤外線光学製造装置 完全なゲルマニウム加工施設における各機器カテゴリの詳細な仕様が記載されています。.
ゲルマニウムIR光学機器製造パートナーの評価方法
契約製造業者からゲルマニウムIR光学機器を調達する際は、これらの能力を確認してください。
- クリスタルソースのトレーサビリティ: 単結晶の配向と純度グレードを確認できますか?
- サブサーフェスダメージ制御: 各加工段階でSSDを測定しますか、それとも最終検査のみですか?
- コーティング能力: 自社コーティングか外部委託か — リードタイムと品質管理の継続性に影響します
- メトロジー範囲: 可視光(633 nm)だけでなく、動作波長(10.6 μm)での形状精度を測定できますか?
- 環境試験: コーティングされた光学部品に対して熱サイクル試験や湿度試験を実施しますか?
ゲルマニウム熱画像レンズの量産には、単一の抜き取りサンプルからの検査レポートだけでなく、重要な仕様に対するプロセス能力データ(Cpk値)を要求してください。.
自社でゲルマニウムIR光学部品を製造するための装置が必要ですか? エンジニアリングチームにお問い合わせください → ゲルマニウム光学部品の製造に特化して構成された切断、研削、ラップ、研磨装置に関するコンサルテーションについては、.