Производство германиевой ИК-оптики — это комплексный процесс преобразования необработанных слитков германиевых кристаллов в прецизионные инфракрасные оптические компоненты — линзы, окна, призмы и фильтры — которые пропускают длины волн от 1,8 до 23 мкм для применений в тепловизионной технике, системах FLIR и спектроскопии. В отличие от производства оптических стекол для видимого света, производство германиевой ИК-оптики требует специализированного оборудования и контроля процессов на каждом этапе, поскольку уникальное сочетание высокого показателя преломления германия (n = 4,003 при 11 мкм), чрезвычайной хрупкости и чувствительности к повреждениям под поверхностью требует методов резки, шлифовки и полировки, специально разработанных для этого материала.
Данное руководство охватывает полный рабочий процесс производства германиевой ИК-оптики, критические параметры качества на каждом этапе и конфигурацию оборудования, которая определяет, соответствуют ли готовые оптические компоненты требованиям к качеству поверхности и характеристикам пропускания, предъявляемым производителями тепловизионного оборудования.

Что такое производство германиевой ИК-оптики?
Производство германиевой ИК-оптики охватывает все этапы обработки от необработанного кристалла германия до покрытого и проверенного оптического компонента, готового к интеграции в инфракрасную систему. Технологическая цепочка включает: обрезку слитка, нарезку заготовок, генерацию кривизны (для линз), шлифовку, доводку, полировку, нанесение покрытия и финальную метрологию.
Германий (Ge) является предпочтительным материалом для длинноволновой инфракрасной (LWIR) оптики в диапазоне 8–12 мкм благодаря его высокому показателю преломления 4,003 при 11 мкм — самому высокому среди широко используемых ИК-материалов. Согласно Knight Optical, этот высокий показатель преломления позволяет создавать конструкции линз с меньшим количеством элементов и более короткими оптическими путями по сравнению с альтернативами из селенида цинка или халькогенидов, что уменьшает размер и вес системы в тепловизионных камерах и модулях FLIR.
Ключевые свойства материала, определяющие требования к производству германиевой ИК-оптики:
| Свойство | Value | Производственное значение |
|---|---|---|
| Диапазон пропускания | 1,8–23 мкм | Подходит для диапазонов MWIR и LWIR |
| Показатель преломления | 4.003 @ 11 мкм | Обеспечивает компактные конструкции линз |
| Плотность | 5.33 г/см³ | Тяжелый — требует стабильного крепления |
| Твердость по Кнупу | 780 | Твердый, но хрупкий — риск повреждения под поверхностью |
| Температура плавления | 937°C | Позволяет высокотемпературную обработку |
| Термический разгон | При температуре выше ~100°C | Снижение пропускания — ограничивает рабочую среду |
Производство ИК-оптики из германия: Поэтапный процесс
Процесс производства ИК-оптики из германия следует определенной последовательности, где качество выходного материала каждого этапа напрямую ограничивает возможности следующего этапа. Пропуск или спешка на ранних этапах создают повреждения под поверхностью, которые невозможно устранить никакой финальной полировкой.
Этап 1: Подготовка кристалла и резка заготовок
Процесс начинается с монокристаллических слитков германия, выращенных методом Чохральского (CZ). Слитки сначала обрезаются для удаления затравки и хвостовой части, затем разрезаются на заготовки, соответствующие диаметру и толщине целевой оптики, с соответствующим припуском для последующей шлифовки.
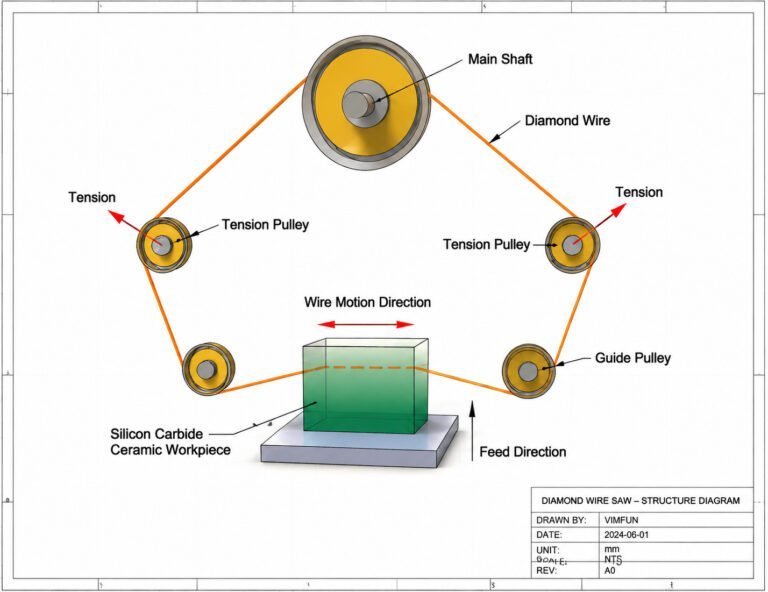
Для прецизионной ИК-оптики резка заготовок с станок для резки германиевых линз использованием технологии алмазной проволоки имеет решающее значение. Резка алмазной проволокой обеспечивает ширину реза 0,25–0,35 мм — примерно вдвое меньше потерь материала по сравнению с традиционной пилой с внутренним диаметром — и вызывает минимальные подповерхностные повреждения по сравнению с абразивными методами пиления. Поскольку стоимость сырья германия составляет $1 800–2 400/кг, каждая доля миллиметра потерь на резку напрямую приводит к экономии затрат на материал.
Спецификации резки заготовок для типичной германиевой ИК-оптики:
| Тип оптики | Диаметр заготовки | Толщина заготовки | Метод резки | Ширина пропила |
|---|---|---|---|---|
| Линза FLIR (25 мм) | 28–30 мм | 5–8 мм | Diamond wire | 0,25–0,30 мм |
| Тепловое окно (50 мм) | 54–56 мм | 3–5 мм | Diamond wire | 0,28–0,35 мм |
| Призма ATR | Индивидуальный | 8–15 мм | Diamond wire | 0.30–0.35 мм |
| Объектив большого формата (100 мм+) | 105–110 мм | 10–20 мм | Алмазный провод / ID-пила | 0,35–0,50 мм |
Правильная подготовка заготовки на этом этапе напрямую способствует резка заготовок линз из германия эффективности — достижение равномерной толщины (TTV 8–15 мкм для заготовок Φ50 мм) после пилы снижает объем снимаемого материала, необходимого для последующего шлифования. Шероховатость поверхности после резки алмазным проводом обычно находится в диапазоне Ra 0,6–1,2 мкм, что обеспечивает подходящую отправную точку для последующего шлифования без чрезмерного снятия материала.

Этап 2: Формирование кривизны и черновая шлифовка
Для плоской оптики (окон, фильтров) заготовки направляются непосредственно на притирку. Для линз генераторы кривизны с ЧПУ создают сферические или асферические поверхности с использованием алмазных инструментов.
Формирование кривизны устанавливает геометрию оптической поверхности в пределах 5–10 мкм от конечного радиуса кривизны. Процесс создает подповерхностный слой повреждений глубиной 10–30 мкм, который должен быть удален во время последующей чистовой шлифовки и полировки.
Критические параметры при формировании кривизны:
- Скорость вращения шпинделя: 2 000–4 000 об/мин в зависимости от диаметра заготовки
- Размер зерна алмазного инструмента: 20–40 мкм для черновой генерации, 5–10 мкм для чистовой генерации
- Охлаждающая жидкость: Водная, непрерывная подача для предотвращения термического повреждения
- Целевая точность формы: отклонение от номинального радиуса < 5 мкм
Этап 3: Чистовая шлифовка и полировка
Чистовая шлифовка удаляет подповерхностные повреждения, полученные при формировании кривизны, приближая форму поверхности к окончательной спецификации. Для плоских германиевых оптических элементов двусторонняя полировка с использованием оборудование для шлифования германиевых линз установки обеспечивает одновременное достижение параллельности и плоскостности.
Последовательность полировки обычно проходит через 3–4 этапа зернистости:
| Step | Абразив | Размер зерна | Шероховатость поверхности после | Подземные повреждения |
|---|---|---|---|---|
| Грубая полировка | Al₂O₃ | 20 мкм | Ra 1,0–1,5 мкм | 15–20 мкм |
| Средняя полировка | Al₂O₃ | 9 мкм | Ra 0,4–0,6 мкм | 8–12 мкм |
| Чистовая полировка | Al₂O₃ | 3 мкм | Ra 0,15–0,25 мкм | 3–5 мкм |
| Полировка | CeO₂ | 1 мкм | Ra 0,05–0,10 мкм | < 2 мкм |
Для оптики оконного типа, требующей точного параллелизма, двустороннем притирке обрабатывает обе поверхности одновременно, достигая TTV < 5 мкм для деталей диаметром 50 мм.
Этап 4: Полировка
Полировка — это заключительный этап удаления материала при производстве германиевой ИК-оптики, отвечающий за достижение шероховатости поверхности и точности формы, которые напрямую определяют оптическую пропускаемость и характеристики волнового фронта.
Специальная станок для полировки германиевой оптики конфигурация использует полировальные круги из полиуретана или пека с суспензией коллоидного кремнезема или алмазной суспензией для достижения:
- Шероховатость поверхности: Ra ≤ 0,01 мкм (10 нм) для прецизионной оптики
- Точность формы: < 0,5 полос (λ/4 при 633 нм) для стандартных; < 0,1 полосы для высокоточных
- Царапины-вмятины: 40-20 для стандартных; 20-10 для высокопроизводительных применений
- Точность поверхности: < 0.25 волны для элементов линз FLIR
Процесс полировки должен обеспечивать баланс между скоростью удаления и качеством поверхности. Чрезмерное давление или скорость создают тепло, которое может изменить химический состав поверхности германия, создавая участки поглощения, снижающие ИК-пропускание.
Этап 5: Нанесение покрытия
Непокрытый германий отражает примерно 36% падающего инфракрасного излучения на каждую поверхность из-за его высокого показателя преломления. Антибликовые (AR) покрытия необходимы для практического производства германиевой ИК-оптики — без покрытия простая германиевая линза пропускала бы только около 4% входящего излучения.
Стандартные варианты покрытий для германиевой ИК-оптики:
| Coating Type | Пропускание | Диапазон | Долговечность | Typical Application |
|---|---|---|---|---|
| Однослойное AR | > 85% | 8–12 мкм | Умеренный | Лабораторная оптика |
| Многослойное АР | > 95% | 3–12 мкм | Good | Промышленные тепловизоры |
| DLC (алмазоподобное углеродное покрытие) | > 90% | 7–14 мкм | Превосходно | Военные / наружные FLIR |
| Твердое углеродное AR | > 92% | 8–12 мкм | Превосходно | Оптика для суровых условий эксплуатации |
DLC-покрытия особенно важны для германиевой оптики, используемой в открытых условиях, поскольку германий относительно мягок по сравнению со стеклами для видимого света и легко царапается без защиты.
Контроль качества при производстве германиевой ИК-оптики
Каждый этап производства германиевой ИК-оптики требует контроля в процессе изготовления. Ожидание окончательной проверки для выявления дефектов приводит к потере материала и времени обработки деталей, которые должны были быть забракованы раньше.
Критические точки контроля:
- После резки заготовок: Равномерность толщины (TTV), проверка сколов на кромке, проверка ориентации кристалла
- После генерации кривизны: Измерение радиуса кривизны, оценка повреждений под поверхностью
- После шлифовки: Точность плоскостности / формы, параллельность (для окон), шероховатость поверхности
- После полировки: Интерферометрическая точность поверхности, измерение рассеяния, проверка царапин и дефектов
- После нанесения покрытия: Измерение спектральной пропускающей способности, тест на адгезию покрытия, циклические испытания в различных условиях
Согласно Материалы решетки, предприятия по производству германиевой ИК-оптики обычно имеют сертификат ISO 9001:2015 с полным отслеживанием от источника кристалла до готовой оптики — это требование для программ тепловизионной визуализации в оборонной и аэрокосмической промышленности.
Конфигурация оборудования для производства германиевой ИК-оптики
Оборудование для производства германиевой ИК-оптики должно соответствовать специфическим свойствам германия как материала. Стандартное оборудование для обработки стекла часто не обладает необходимой жесткостью, контролем скорости и управлением охлаждающей жидкостью, требуемыми для германия из-за его высокой плотности, хрупкости и тепловой чувствительности.
Полная производственная линия по изготовлению германиевой ИК-оптики обычно включает:
- Алмазная проволочная пила для резки заготовок — соответствующая твердости и характеристикам разрушения германия
- КМОП-генератор кривых для создания поверхности линз — с алмазным инструментом, рассчитанным на твердость по Кнупу 780
- Двусторонний шлифовальный станок для плоской оптики — с контролем нагрузки для плотности германия (5,33 г/см³)
- КМОП-полировальный станок — с мониторингом температуры для предотвращения теплового разгона во время обработки
- Система нанесения тонких пленок — настроенная для рецептов просветляющих покрытий для германия в ИК-диапазоне
- Интерферометр + спектрофотометр — для окончательной проверки формы поверхности и пропускания
Страница Pillar на центре оборудования для производства инфракрасной оптики содержит подробные спецификации для каждой категории оборудования на полном предприятии по обработке германия.
Как оценить партнера по производству германиевой ИК-оптики
При заказе германиевой ИК-оптики у контрактного производителя убедитесь в наличии следующих возможностей:
- Прослеживаемость источника кристалла: Могут ли они подтвердить монокристальную ориентацию и класс чистоты?
- Контроль подповерхностных повреждений: Измеряют ли они СПП на каждом этапе обработки или только при окончательной проверке?
- Возможности нанесения покрытий: Собственное производство покрытий или аутсорсинг — влияет на сроки выполнения и непрерывность контроля качества
- Диапазон метрологии: Могут ли они измерять точность формы на рабочей длине волны (10,6 мкм), а не только в видимом диапазоне (633 нм)?
- Экологические испытания: Проводят ли они испытания на термическое циклирование и влажность для оптики с покрытиями?
Для серийного производства германиевых тепловизионных линз запрашивайте данные о производственных возможностях (значения Cpk) для ваших критических спецификаций — а не только отчет об одном осмотре выборочного образца.
Нужны станки для собственного производства германиевой ИК-оптики? Свяжитесь с нашей инженерной командой → для консультации по оборудованию для резки, шлифовки, притирки и полировки, специально настроенному для производства германиевой оптики.