La fabricación de óptica IR de germanio es el proceso integral de transformar lingotes de cristal de germanio en bruto en componentes ópticos infrarrojos de precisión —lentes, ventanas, prismas y filtros— que transmiten longitudes de onda de 1.8 a 23 μm para aplicaciones de imagen térmica, sistemas FLIR y espectroscopia. A diferencia de la óptica de vidrio para luz visible, la fabricación de óptica IR de germanio requiere equipos especializados y controles de proceso en cada etapa porque la combinación única de alto índice de refracción (n = 4.003 a 11 μm), fragilidad extrema y sensibilidad al daño subsuperficial del germanio exige técnicas de corte, rectificado y pulido específicamente diseñadas para este material.
Esta guía cubre el flujo de trabajo completo de fabricación de óptica IR de germanio, los parámetros de calidad críticos en cada etapa y la configuración del equipo que determina si su óptica terminada cumple con las especificaciones de calidad de superficie y transmisión requeridas por los OEM de imagen térmica.

¿Qué es la fabricación de óptica IR de germanio?
La fabricación de óptica IR de germanio abarca todos los pasos de procesamiento entre un cristal de germanio en bruto y un componente óptico recubierto e inspeccionado, listo para su integración en un sistema infrarrojo. La cadena de procesos incluye: corte de lingotes, corte de planchas, generación de curvas (para lentes), rectificado, lapeado, pulido, recubrimiento y metrología final.
El germanio (Ge) es el material preferido para la óptica infrarroja de onda larga (LWIR) de 8 a 12 μm debido a su alto índice de refracción de 4.003 a 11 μm, el más alto entre los materiales IR de uso común. Según Knight Optical, este alto índice permite diseños de lentes con menos elementos y trayectorias ópticas más cortas en comparación con alternativas de seleniuro de zinc o calcogenuro, lo que reduce el tamaño y el peso del sistema en cámaras térmicas y módulos FLIR.
Propiedades clave del material que definen los requisitos de fabricación de óptica IR de germanio:
| Propiedad | Value | Implicación de fabricación |
|---|---|---|
| Rango de transmisión | 1.8–23 μm | Adecuado para bandas MWIR y LWIR |
| Índice de refracción | 4.003 @ 11 μm | Permite diseños de lentes compactos |
| Densidad | 5.33 g/cm³ | Pesado — requiere fijación estable |
| Dureza Knoop | 780 | Duro pero frágil — riesgo de daño subsuperficial |
| Punto de Fusión | 937°C | Permite procesamiento a alta temperatura |
| Descontrol térmico | Por encima de ~100°C de temperatura de uso | La transmisión disminuye — limita el entorno operativo |
Fabricación de Ópticas IR de Germanio: Proceso Etapa por Etapa
El proceso de fabricación de ópticas IR de germanio sigue una secuencia definida donde la calidad de salida de cada etapa restringe directamente lo que la siguiente etapa puede lograr. Omitir o apresurar las etapas tempranas crea daño subsuperficial que ninguna cantidad de pulido final puede eliminar.
Etapa 1: Preparación del Cristal y Corte del Bloque
El proceso comienza con lingotes de germanio monocristalino cultivados mediante el método Czochralski (CZ). Los lingotes se cortan primero para eliminar las secciones de semilla y cola, luego se cortan en discos que coinciden con el diámetro y el grosor de la óptica objetivo con una tolerancia de material adecuada para el posterior rectificado.
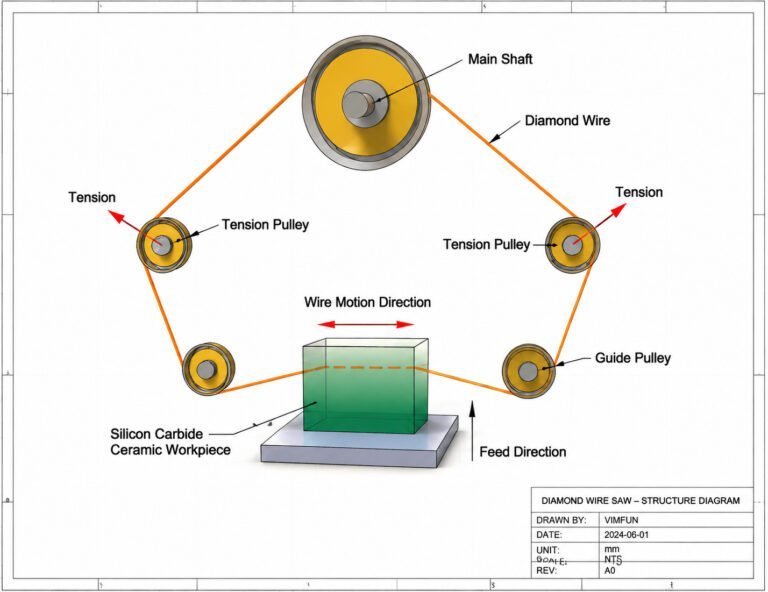
Para ópticas IR de precisión, el corte de discos con máquina de corte de lentes de germanio utilizando tecnología de hilo de diamante es fundamental. El corte con hilo de diamante produce anchos de corte de 0,25–0,35 mm —aproximadamente la mitad de la pérdida de material que el aserrado tradicional con hoja ID— e introduce un daño mínimo en la subsuperficie en comparación con los métodos de hoja abrasiva. Dado que la materia prima de germanio cuesta $1.800–2.400/kg, cada fracción de milímetro de pérdida de corte se traduce directamente en ahorros en el costo del material.
Especificaciones de corte de discos para ópticas IR de germanio típicas:
| Tipo de óptica | Diámetro en blanco | Grosor del disco | Método de corte | Ancho de ranura |
|---|---|---|---|---|
| Lente FLIR (25 mm) | 28–30 mm | 5–8 mm | Diamond wire | 0,25–0,30 mm |
| Ventana térmica (50 mm) | 54–56 mm | 3–5 mm | Diamond wire | 0,28–0,35 mm |
| Prisma ATR | Personalizado | 8–15 mm | Diamond wire | 0.30–0.35 mm |
| Lente de gran formato (100 mm+) | 105–110 mm | 10–20 mm | Alambre de diamante / sierra ID | 0.35–0.50 mm |
La preparación adecuada del blanco en esta etapa apoya directamente corte de lentes de germanio la eficiencia: lograr una uniformidad de espesor constante (TTV de 8 a 15 μm para blancos de Φ50 mm) desde la sierra reduce la eliminación de material requerida durante el rectificado posterior. La rugosidad de la superficie cortada del aserrado con alambre de diamante generalmente cae en el rango de Ra de 0.6 a 1.2 μm, lo que proporciona un punto de partida adecuado para el rectificado posterior sin una eliminación excesiva de material.

Etapa 2: Generación de Curva y Rectificado Grueso
Para ópticas planas (ventanas, filtros), los blancos proceden directamente al pulido. Para lentes, los generadores de curvas CNC producen las superficies esféricas o asféricas utilizando herramientas unidas con diamante.
La generación de curvas establece la geometría de la superficie óptica dentro de 5–10 μm del radio de curvatura final. El proceso introduce una capa de daño subsuperficial de 10–30 μm de profundidad que debe eliminarse durante el rectificado fino y el pulido posteriores.
Parámetros críticos durante la generación de curvas:
- Velocidad del husillo: 2,000–4,000 RPM según el diámetro del blanco
- Tamaño de grano de la herramienta de diamante: 20–40 μm para generación gruesa, 5–10 μm para generación fina
- Refrigerante: A base de agua, flujo continuo para prevenir daños térmicos
- Objetivo de precisión de forma: < 5 μm de desviación del radio nominal
Etapa 3: Rectificado fino y pulido
El rectificado fino elimina el daño subsuperficial de la generación de curvas, acercando la forma de la superficie a la especificación final. Para ópticas planas de germanio, el pulido de doble cara utilizando un equipo de rectificado de lentes de germanio sistema logra paralelismo y planitud simultáneamente.
La secuencia de pulido generalmente progresa a través de 3-4 pasos de grano:
| Step | Abrasivo | Tamaño de grano | Rugosidad superficial después de | Daños en el subsuelo |
|---|---|---|---|---|
| Rectificado grueso | Al₂O₃ | 20 μm | Ra 1.0–1.5 μm | 15–20 μm |
| Rectificado medio | Al₂O₃ | 9 μm | Ra 0.4–0.6 μm | 8–12 μm |
| Rectificado fino | Al₂O₃ | 3 μm | Ra 0.15–0.25 μm | 3–5 μm |
| Pulido previo | CeO₂ | 1 μm | Ra 0.05–0.10 μm | < 2 μm |
Para ópticas de ventana que requieren un paralelismo estricto, el pulido de doble cara procesa ambas superficies simultáneamente, logrando TTV < 5 μm en piezas de 50 mm de diámetro.
Etapa 4: Pulido
El pulido es el paso final de eliminación de material en la fabricación de óptica IR de germanio, responsable de lograr la rugosidad superficial y la precisión de forma que determinan directamente la transmisión óptica y el rendimiento de la onda.
Una dedicada máquina de pulido de óptica de germanio configuración utiliza almohadillas de pulido de poliuretano o brea con sílice coloidal o suspensión de diamante para lograr:
- Rugosidad de la superficie: Ra ≤ 0.01 μm (10 nm) para óptica de precisión
- Precisión de forma: < 0.5 franjas (λ/4 a 633 nm) para estándar; < 0.1 franjas para alta precisión
- Rayadura-muesca: 40-20 para estándar; 20-10 para aplicaciones de alto rendimiento
- Figura de superficie: < 0.25 ondas para elementos de lente FLIR
El proceso de pulido debe equilibrar la tasa de remoción con la calidad de la superficie. La presión o velocidad excesivas generan calor que puede alterar la química de la superficie del germanio, creando sitios de absorción que reducen la transmisión IR.
Etapa 5: Recubrimiento
El germanio sin recubrimiento refleja aproximadamente el 36% de la radiación infrarroja incidente por superficie debido a su alto índice de refracción. Los recubrimientos antirreflectantes (AR) son esenciales para la fabricación práctica de óptica IR de germanio; sin recubrimiento, una lente de germanio simple transmitiría solo alrededor del 41% de la radiación entrante.
Opciones de recubrimiento estándar para óptica IR de germanio:
| Coating Type | Transmisión | Banda | Durabilidad | Typical Application |
|---|---|---|---|---|
| AR de capa única | > 85% | 8–12 μm | Moderado | Óptica de laboratorio |
| AR multicapa | > 95% | 3–12 μm | Good | Cámaras térmicas industriales |
| DLC (Carbono tipo diamante) | > 90% | 7–14 μm | Excelente | FLIR militar / exterior |
| AR de carbono duro | > 92% | 8–12 μm | Excelente | Óptica para entornos hostiles |
Los recubrimientos DLC son particularmente importantes para la óptica de germanio utilizada en entornos expuestos porque el germanio es relativamente blando en comparación con los vidrios de luz visible y se raya fácilmente sin protección.
Control de Calidad en la Fabricación de Ópticas IR de Germanio
Cada etapa de la fabricación de ópticas IR de germanio requiere mediciones en proceso. Esperar hasta la inspección final para descubrir defectos desperdicia material y tiempo de procesamiento en piezas que deberían haber sido rechazadas anteriormente.
Puntos de inspección críticos:
- Después del corte en bruto: Uniformidad de espesor (TTV), inspección de astillas en el borde, verificación de la orientación del cristal
- Después de la generación de la curva: Medición del radio de curvatura, evaluación del daño subsuperficial
- Después del pulido: Planitud / precisión de la forma, paralelismo (para ventanas), rugosidad de la superficie
- Después del pulido: Figura de superficie interferométrica, medición de dispersión, inspección de rayaduras y picaduras
- Después del recubrimiento: Medición de transmisión espectral, prueba de adhesión del recubrimiento, ciclado ambiental
Según Materiales de Red, las instalaciones de fabricación de ópticas IR de germanio suelen mantener la certificación ISO 9001:2015 con trazabilidad completa desde la fuente del cristal hasta la óptica terminada, un requisito para los programas de imagen térmica de defensa y aeroespacial.
Configuración del Equipo de Fabricación de Ópticas IR de Germanio
La cadena de equipos para la fabricación de óptica IR de germanio debe adaptarse a las propiedades específicas del material del germanio. El equipo de procesamiento de vidrio estándar a menudo carece de la rigidez, el control de velocidad y la gestión del refrigerante necesarios para la combinación de alta densidad, fragilidad y sensibilidad térmica del germanio.
Una línea completa de fabricación de óptica IR de germanio típicamente incluye:
- Sierra de hilo diamantado para el corte de desbaste — adaptado a la dureza y las características de fractura del germanio
- Generador de curvas CNC para la creación de superficies de lentes — con herramientas de diamante clasificadas para una dureza Knoop de 780
- Máquina de pulido de doble cara para óptica plana — con control de carga para la densidad del germanio (5,33 g/cm³)
- Máquina de pulido CNC — con monitoreo de temperatura para prevenir la descontrol térmico durante el procesamiento
- Sistema de recubrimiento de película delgada — configurado para recetas de recubrimiento antirreflectante de banda IR de germanio
- Interferómetro + espectrofotómetro — para la verificación final de la figura de la superficie y la transmisión
La página Pilar en fabricación de óptica infrarroja proporciona especificaciones detalladas para cada categoría de equipo en una instalación completa de procesamiento de germanio.
Cómo evaluar un socio de fabricación de óptica IR de germanio
Al obtener óptica IR de germanio de un fabricante por contrato, verifique estas capacidades:
- Trazabilidad de la fuente de cristal: ¿Pueden confirmar la orientación monocristalina y el grado de pureza?
- Control de daño subsuperficial: ¿Miden el SSD en cada etapa de procesamiento, o solo en la inspección final?
- Capacidad de recubrimiento: Recubrimiento interno frente a subcontratado: afecta el tiempo de entrega y la continuidad del control de calidad
- Rango de metrología: ¿Pueden medir la precisión de la forma en la longitud de onda de operación (10,6 μm), no solo en el visible (633 nm)?
- Pruebas ambientales: ¿Realizan pruebas de ciclado térmico y humedad en óptica recubierta?
Para la producción en volumen de lentes de imagen térmica de germanio, solicite datos de capacidad de proceso (valores Cpk) para sus especificaciones críticas, no solo un informe de inspección único de una muestra seleccionada.
¿Necesita equipo para la fabricación interna de óptica IR de germanio? Póngase en contacto con nuestro equipo de ingeniería → para una consulta sobre equipos de corte, rectificado, pulido y acabado configurados específicamente para la producción de óptica de germanio.