Sản xuất quang học IR bằng Germanium là quy trình khép kín từ việc biến đổi các thỏi tinh thể germanium thô thành các bộ phận quang học hồng ngoại chính xác — ống kính, cửa sổ, lăng kính và bộ lọc — truyền tải các bước sóng từ 1,8 đến 23 μm cho các ứng dụng chụp ảnh nhiệt, hệ thống FLIR và quang phổ. Không giống như quang học thủy tinh ánh sáng nhìn thấy, sản xuất quang học IR bằng germanium đòi hỏi thiết bị chuyên dụng và kiểm soát quy trình ở mọi giai đoạn vì sự kết hợp độc đáo của germanium với chỉ số khúc xạ cao (n = 4,003 ở 11 μm), độ giòn cực cao và độ nhạy với hư hỏng dưới bề mặt đòi hỏi các kỹ thuật cắt, mài và đánh bóng được thiết kế đặc biệt cho vật liệu này.
Hướng dẫn này bao gồm toàn bộ quy trình sản xuất quang học IR bằng germanium, các thông số chất lượng quan trọng ở mỗi giai đoạn và cấu hình thiết bị quyết định xem quang học hoàn thiện của bạn có đáp ứng các thông số kỹ thuật về chất lượng bề mặt và truyền tải mà các OEM chụp ảnh nhiệt yêu cầu hay không.

Sản xuất quang học IR bằng Germanium là gì?
Sản xuất quang học IR bằng Germanium bao gồm tất cả các bước xử lý giữa một thỏi tinh thể germanium thô và một bộ phận quang học đã được phủ, kiểm tra, sẵn sàng để tích hợp vào hệ thống hồng ngoại. Chuỗi quy trình bao gồm: cắt thỏi, cắt phôi, tạo đường cong (cho ống kính), mài, đánh bóng, phủ và đo lường cuối cùng.
Germanium (Ge) là vật liệu được ưa chuộng cho quang học hồng ngoại sóng dài (LWIR) 8–12 μm do chỉ số khúc xạ cao 4,003 ở 11 μm — cao nhất trong số các vật liệu IR được sử dụng phổ biến. Theo Knight Optical, chỉ số cao này cho phép thiết kế ống kính với ít phần tử hơn và đường đi quang học ngắn hơn so với các lựa chọn thay thế kẽm selenide hoặc chalcogenide, giảm kích thước và trọng lượng hệ thống trong máy ảnh nhiệt và mô-đun FLIR.
Các đặc tính vật liệu chính xác định các yêu cầu sản xuất quang học IR bằng germanium:
| Thuộc tính | Value | Ý nghĩa sản xuất |
|---|---|---|
| Dải truyền tải | 1,8–23 μm | Phù hợp với các dải MWIR và LWIR |
| Chỉ số khúc xạ | 4.003 @ 11 μm | Cho phép thiết kế ống kính nhỏ gọn |
| Mật độ | 5.33 g/cm³ | Nặng — yêu cầu gá kẹp ổn định |
| Độ cứng Knoop | 780 | Cứng nhưng giòn — rủi ro hư hỏng dưới bề mặt |
| Điểm nóng chảy | 937°C | Cho phép xử lý nhiệt độ cao |
| Chạy trốn nhiệt | Trên ~100°C nhiệt độ sử dụng | Độ truyền giảm — giới hạn môi trường hoạt động |
Sản xuất Quang học IR Germanium: Quy trình từng giai đoạn
Quy trình sản xuất quang học IR germanium tuân theo một trình tự xác định, trong đó chất lượng đầu ra của mỗi giai đoạn trực tiếp giới hạn những gì giai đoạn tiếp theo có thể đạt được. Bỏ qua hoặc vội vàng các giai đoạn đầu tạo ra hư hỏng dưới bề mặt mà không có lượng đánh bóng cuối cùng nào có thể loại bỏ được.
Giai đoạn 1: Chuẩn bị tinh thể và cắt phôi
Quy trình bắt đầu với các thỏi gecmani đơn tinh thể được nuôi bằng phương pháp Czochralski (CZ). Các thỏi đầu tiên được cắt bỏ phần đầu và đuôi, sau đó được cắt thành các phôi phù hợp với đường kính và độ dày của thấu kính mục tiêu, có tính đến phần dư cho quá trình mài sau này.
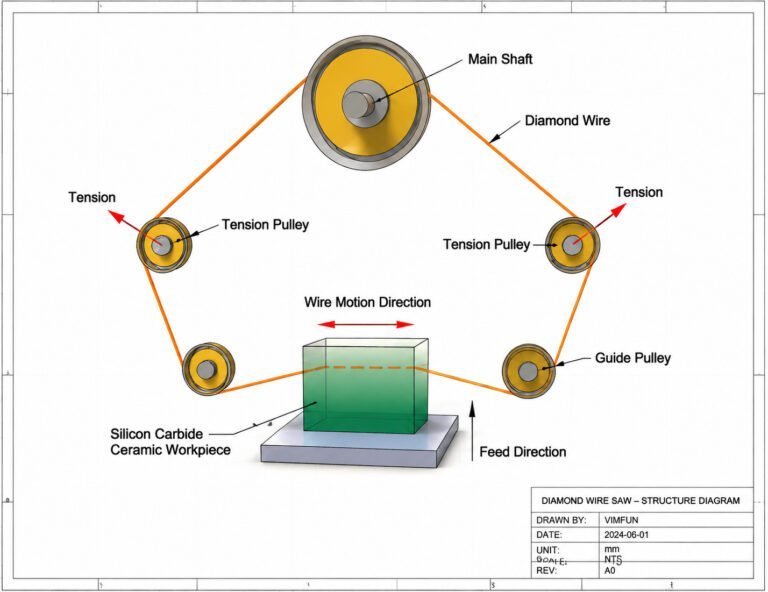
Đối với các bộ phận quang học IR chính xác, việc cắt phôi bằng máy cắt kính germanium sử dụng công nghệ dây kim cương là rất quan trọng. Cắt bằng dây kim cương tạo ra các rãnh cắt có chiều rộng 0,25–0,35 mm — khoảng một nửa lượng vật liệu hao hụt so với phương pháp cưa lưỡi ID truyền thống — và gây ra ít hư hại dưới bề mặt hơn so với các phương pháp lưỡi mài mòn. Với nguyên liệu gecmani có giá $1.800–2.400/kg, mỗi phần nhỏ của milimet hao hụt do rãnh cắt đều mang lại khoản tiết kiệm chi phí vật liệu trực tiếp.
Thông số kỹ thuật cắt phôi cho các bộ phận quang học IR gecmani điển hình:
| Loại bộ phận quang học | Đường kính phôi | Độ dày phôi | Cutting Method | Chiều rộng Kerf |
|---|---|---|---|---|
| Ống kính FLIR (25 mm) | 28–30 mm | 5–8 mm | Diamond wire | 0,25–0,30 mm |
| Cửa sổ nhiệt (50 mm) | 54–56 mm | 3–5 mm | Diamond wire | 0,28–0,35 mm |
| Lăng kính ATR | Tùy chỉnh | 8–15 mm | Diamond wire | 0.30–0.35 mm |
| Ống kính khổ lớn (100 mm+) | 105–110 mm | 10–20 mm | Dây kim cương / cưa ID | 0,35–0,50 mm |
Việc chuẩn bị phôi đúng cách ở giai đoạn này trực tiếp hỗ trợ germanium lens blank cutting hiệu quả — đạt được độ đồng đều về độ dày nhất quán (TTV 8–15 μm cho phôi Φ50 mm) từ máy cưa giúp giảm lượng vật liệu cần loại bỏ trong quá trình mài tiếp theo. Độ nhám bề mặt sau khi cắt từ máy cưa dây kim cương thường nằm trong khoảng Ra 0.6–1.2 μm, đây là điểm khởi đầu phù hợp cho quá trình mài tiếp theo mà không cần loại bỏ quá nhiều vật liệu.

Giai đoạn 2: Tạo đường cong và Mài thô
Đối với quang học phẳng (cửa sổ, bộ lọc), phôi sẽ được đưa trực tiếp đến quá trình đánh bóng. Đối với ống kính, máy tạo đường cong CNC tạo ra các bề mặt hình cầu hoặc phi cầu bằng các dụng cụ gắn kim cương.
Việc tạo đường cong thiết lập hình học bề mặt quang học trong phạm vi 5–10 μm của bán kính cong cuối cùng. Quá trình này tạo ra một lớp hư hỏng dưới bề mặt có độ sâu 10–30 μm, lớp này phải được loại bỏ trong quá trình mài tinh và đánh bóng tiếp theo.
Các thông số quan trọng trong quá trình tạo đường cong:
- Tốc độ trục chính: 2.000–4.000 RPM tùy thuộc vào đường kính phôi
- Kích thước hạt của dụng cụ kim cương: 20–40 μm cho tạo thô, 5–10 μm cho tạo tinh
- Chất làm mát: Dựa trên nước, dòng chảy liên tục để ngăn ngừa hư hỏng do nhiệt
- Mục tiêu độ chính xác hình dạng: sai lệch < 5 μm so với bán kính danh định
Giai đoạn 3: Mài tinh và đánh bóng
Mài tinh loại bỏ hư hỏng dưới bề mặt từ quá trình tạo đường cong, đồng thời đưa hình dạng bề mặt gần hơn với thông số kỹ thuật cuối cùng. Đối với các quang học germanium phẳng, đánh bóng hai mặt bằng thiết bị mài thấu kính germanium thiết bị đạt được độ song song và độ phẳng đồng thời.
Chuỗi đánh bóng thường tiến triển qua 3–4 bước hạt mài:
| Step | Vật liệu mài | Kích thước hạt | Độ nhám bề mặt sau | Subsurface Damage |
|---|---|---|---|---|
| Mài thô | Al₂O₃ | 20 μm | Ra 1.0–1.5 μm | 15–20 μm |
| Mài trung bình | Al₂O₃ | 9 μm | Ra 0.4–0.6 μm | 8–12 μm |
| Mài tinh | Al₂O₃ | 3 μm | Ra 0,15–0,25 μm | 3–5 μm |
| Đánh bóng sơ bộ | CeO₂ | 1 μm | Ra 0.05–0.10 μm | < 2 μm |
Đối với các bộ phận quang học dạng cửa sổ yêu cầu độ song song chặt chẽ, mài hai mặt xử lý cả hai bề mặt đồng thời, đạt được TTV < 5 μm trên các bộ phận có đường kính 50 mm.
Giai đoạn 4: Đánh bóng
Đánh bóng là bước loại bỏ vật liệu cuối cùng trong sản xuất quang học hồng ngoại bằng gecmani, chịu trách nhiệm đạt được độ nhám bề mặt và độ chính xác hình dạng quyết định trực tiếp đến khả năng truyền ánh sáng và hiệu suất sóng mặt.
Một máy đánh bóng quang học germanium cấu hình chuyên dụng sử dụng các miếng đánh bóng polyurethane hoặc nhựa đường với huyền phù silica hoặc kim cương để đạt được:
- Surface roughness: Ra ≤ 0,01 μm (10 nm) cho quang học chính xác
- Độ chính xác hình dạng: < 0,5 vạch (λ/4 ở 633 nm) cho tiêu chuẩn; < 0,1 vạch cho độ chính xác cao
- Vết xước-lỗ: 40-20 cho tiêu chuẩn; 20-10 cho các ứng dụng hiệu suất cao
- Hình dạng bề mặt: < 0.25 sóng cho các phần tử thấu kính FLIR
Quá trình đánh bóng phải cân bằng tốc độ loại bỏ với chất lượng bề mặt. Áp suất hoặc tốc độ quá mức tạo ra nhiệt có thể làm thay đổi hóa học bề mặt gecmani, tạo ra các điểm hấp thụ làm giảm sự truyền IR.
Giai đoạn 5: Tráng phủ
Gecmani chưa tráng phủ phản xạ khoảng 36% bức xạ hồng ngoại tới trên mỗi bề mặt do chỉ số khúc xạ cao. Lớp tráng chống phản xạ (AR) là cần thiết cho việc sản xuất quang học IR gecmani thực tế — nếu không có lớp tráng, một thấu kính gecmani đơn giản sẽ chỉ truyền khoảng 41% bức xạ tới.
Các tùy chọn tráng phủ tiêu chuẩn cho quang học IR gecmani:
| Coating Type | Truyền qua | Dải | Durability | Ứng dụng điển hình |
|---|---|---|---|---|
| AR một lớp | > 85% | 8–12 μm | Vừa phải | Quang học phòng thí nghiệm |
| AR đa lớp | > 95% | 3–12 μm | Good | Máy ảnh nhiệt công nghiệp |
| DLC (Carbon giống kim cương) | > 90% | 7–14 μm | Excellent | FLIR quân sự / ngoài trời |
| AR Carbon cứng | > 92% | 8–12 μm | Excellent | Quang học môi trường khắc nghiệt |
Lớp tráng DLC đặc biệt quan trọng đối với quang học gecmani được sử dụng trong môi trường tiếp xúc vì gecmani tương đối mềm so với kính ánh sáng nhìn thấy và dễ bị trầy xước nếu không được bảo vệ.
Kiểm soát chất lượng trong sản xuất quang học IR bằng Germanium
Mọi giai đoạn sản xuất quang học IR bằng Germanium đều yêu cầu đo lường trong quá trình. Chờ đến khi kiểm tra cuối cùng mới phát hiện lỗi sẽ lãng phí vật liệu và thời gian xử lý cho các bộ phận lẽ ra phải bị loại bỏ sớm hơn.
Các điểm kiểm tra quan trọng:
- Sau khi cắt phôi: Độ đồng đều độ dày (TTV), kiểm tra mẻ cạnh, xác minh định hướng tinh thể
- Sau khi tạo hình cong: Đo bán kính cong, đánh giá hư hỏng dưới bề mặt
- Sau khi mài phẳng: Độ phẳng / độ chính xác hình dạng, độ song song (đối với cửa sổ), độ nhám bề mặt
- Sau khi đánh bóng: Hình dạng bề mặt giao thoa kế, đo tán xạ, kiểm tra vết xước-lỗ
- Sau khi phủ: Đo truyền phổ, kiểm tra độ bám dính lớp phủ, chu kỳ môi trường
Theo Vật liệu mạng tinh thể, các cơ sở sản xuất quang học IR bằng Germanium thường duy trì chứng nhận ISO 9001:2015 với khả năng truy xuất nguồn gốc đầy đủ từ nguồn tinh thể đến quang học hoàn chỉnh — một yêu cầu đối với các chương trình chụp ảnh nhiệt quốc phòng và hàng không vũ trụ.
Cấu hình thiết bị sản xuất quang học IR bằng Germanium
Chuỗi thiết bị sản xuất quang học hồng ngoại bằng germanium phải phù hợp với các đặc tính vật liệu đặc thù của germanium. Thiết bị xử lý kính tiêu chuẩn thường thiếu độ cứng, khả năng kiểm soát tốc độ và quản lý chất làm mát cần thiết cho sự kết hợp giữa mật độ cao, tính giòn và độ nhạy nhiệt của germanium.
Một dây chuyền sản xuất quang học hồng ngoại bằng germanium hoàn chỉnh thường bao gồm:
- Cưa dây kim cương để cắt phôi — phù hợp với độ cứng và đặc tính gãy vỡ của germanium
- Máy tạo đường cong CNC để tạo bề mặt thấu kính — với dụng cụ kim cương được đánh giá cho độ cứng Knoop 780
- Máy mài hai mặt cho quang học phẳng — với kiểm soát tải trọng cho mật độ của germanium (5,33 g/cm³)
- Máy đánh bóng CNC — với giám sát nhiệt độ để ngăn chặn sự tăng nhiệt mất kiểm soát trong quá trình xử lý
- Hệ thống phủ màng mỏng — được cấu hình cho các công thức phủ AR dải hồng ngoại của germanium
- Máy đo giao thoa + máy đo quang phổ — để xác minh hình dạng bề mặt cuối cùng và độ truyền qua
Trang Pillar trên thiết bị sản xuất quang học hồng ngoại cung cấp thông số kỹ thuật chi tiết cho từng loại thiết bị trong một cơ sở xử lý germanium hoàn chỉnh.
Cách đánh giá đối tác sản xuất quang học hồng ngoại bằng germanium
Khi tìm nguồn cung ứng quang học IR germanium từ nhà sản xuất hợp đồng, hãy xác minh các khả năng sau:
- Khả năng truy xuất nguồn gốc tinh thể: Họ có thể xác nhận định hướng đơn tinh thể và cấp độ tinh khiết không?
- Kiểm soát hư hỏng dưới bề mặt: Họ có đo SSD ở mỗi giai đoạn xử lý hay chỉ ở lần kiểm tra cuối cùng không?
- Khả năng phủ: Phủ tại nhà so với thuê ngoài — ảnh hưởng đến thời gian chờ và tính liên tục của kiểm soát chất lượng
- Phạm vi đo lường: Họ có thể đo độ chính xác hình dạng ở bước sóng hoạt động (10,6 μm) hay chỉ ở bước sóng nhìn thấy (633 nm) không?
- Kiểm tra môi trường: Họ có thực hiện kiểm tra chu kỳ nhiệt và độ ẩm trên quang học đã phủ không?
Đối với sản xuất hàng loạt ống kính ảnh nhiệt germanium, hãy yêu cầu dữ liệu khả năng quy trình (giá trị Cpk) cho các thông số kỹ thuật quan trọng của bạn — không chỉ một báo cáo kiểm tra duy nhất từ một mẫu được chọn lọc.
Cần thiết bị để sản xuất quang học IR germanium tại nhà? Liên hệ với đội ngũ kỹ thuật của chúng tôi → để được tư vấn về thiết bị cắt, mài, đánh bóng và siêu đánh bóng được cấu hình đặc biệt cho sản xuất quang học germanium.