切断とセンタリングの後、ゲルマニウムブランクは平坦になります。つまり、表面が平行で、直径が正しく、エッジがきれいなディスクです。しかし、平坦なディスクはレンズではありません。研削工程により、レンズの光学機能を与える曲率(球面または非球面)が生成されます。.
ゲルマニウムレンズ研削装置は、ブランクの各面を設計された曲率半径に成形し、その後の研磨工程に適した表面品質を維持します。研削を正しく行えば、研磨は迅速かつ予測可能になります。間違えれば、失うことのできない材料を削り取っているか、研磨では除去できないサブサーフェスダメージを前方に送ることになります。.

ゲルマニウムレンズ研削が生産ラインのどこに位置するか
研削は工程4です。 赤外線光学部品製造 ワークフロー:
| ステージ | 装置 | 機能 | Output |
|---|---|---|---|
| 1 | ワイヤーソー(SGI 40)—輪郭切断 | インゴットからプリフォームを抽出します | 成形済みプリフォーム |
| 2 | ワイヤーソー(SGI 40)—スライス | プリフォームをブランクにカットします | 平坦ディスク、Ra 0.6–1.2 μm |
| 3 | センタリングマシン(C-120L) | エッジ、センター、面取り | 丸型ブランク、≤ 5 μmの円形度 |
| 4 | 球面研削機(G-100 / G-250) | レンズ曲率を生成する | 曲面、Ra 0.1–0.3 μm |
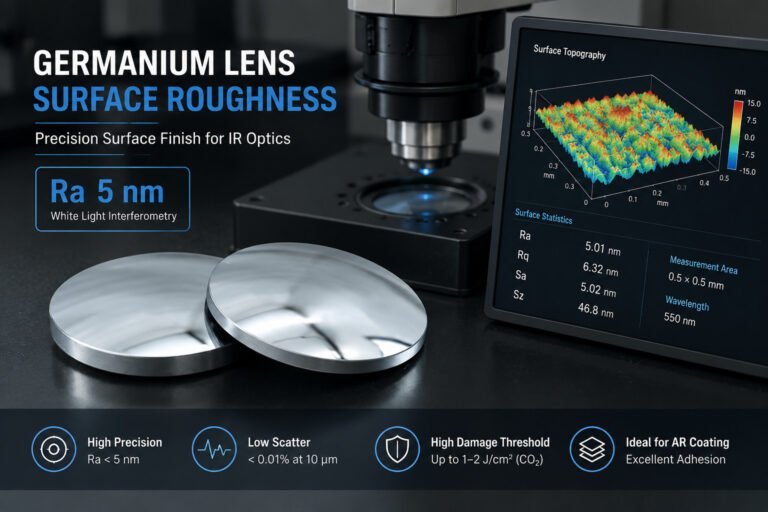
| 5 | 研磨機 | 最終表面仕上げ | Ra < 5 nm、ARコーティング準備完了 |
研削工程は、平坦なブランクをレンズ形状に変換します。Φ50 mmの二重凸ゲルマニウムレンズの場合、研削には片面あたり約5分、合計10分かかり、これは比較的速い工程です。しかし、要求される寸法精度は高く、矢高の許容誤差は±5 μm、表面形状精度は後続の研磨の成功を左右します。.
なぜゲルマニウムには特殊な研削装置が必要なのか
ゲルマニウムはガラスではありません。ゲルマニウムレンズの研削が従来の光学ガラスの研削と根本的に異なる3つの材料特性があります。
脆性とサブサーフェスダメージ
ゲルマニウムはダイヤモンド立方格子構造を持つ結晶半導体です。過度の力で研削すると、アモルファスガラスのようにランダムではなく、結晶面沿いに亀裂が伝播します。これらのサブサーフェス亀裂は、見える研削痕よりも深く広がり、研磨工程で完全に除去する必要があるダメージ層を作成します。 研磨工程 除去しなければなりません。.
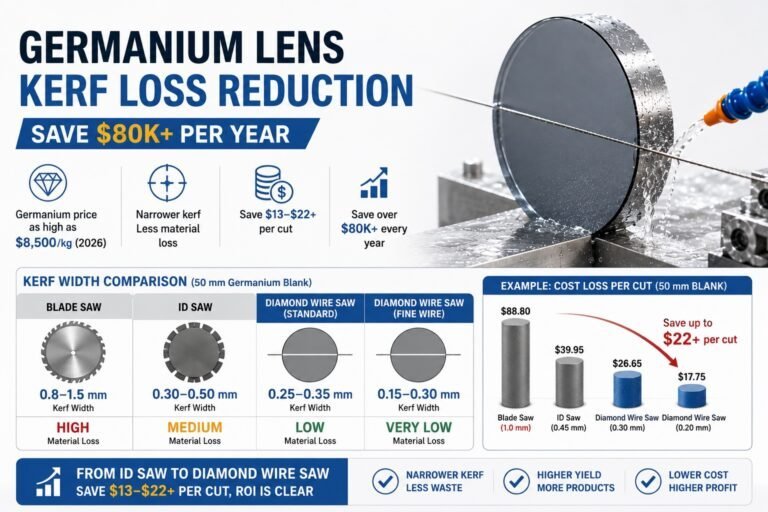
課題:研削工程で15〜20 μmのサブサーフェスダメージが発生した場合、研磨ではレンズ面全体で少なくともその量を除去する必要があります。$120–$180ブランク(光学グレードゲルマニウムで$1,800–$2,400/kg)では、材料除去のマイクロメートルあたりの追加コストは大きく、サイクルタイムも増加します。.
光学ガラスに対する柔らかさ
ゲルマニウム(クヌープ硬度約780)は、可視光光学で使用されるほとんどの光学ガラス(通常400〜600クヌープ)よりも柔らかいです。これは、より速く研削できることを意味しますが、過剰研削したり、制御されない材料除去によって形状誤差を導入したりするのも容易であることを意味します。.
同じインフィード率でガラスに使用する場合でも、ゲルマニウムはより積極的に研削されます。適切な調整がないと、より深いサブサーフェスダメージ、より高い表面粗さ、および不十分な形状精度が生じます。.
熱感度
ゲルマニウムは、熱伝導率約60 W/m·K、熱膨張係数5.9 × 10⁻⁶/°Cを持っています。研削中、摩擦によりホイールとレンズの界面で熱が発生します。レンズが不均一に加熱されると、非対称に膨張し、研削ホイールは熱歪みしたレンズに曲面を生成します。レンズが室温まで冷却されると、研削された表面は意図した半径と一致しません。.
この効果は、Φ40 mmを超えるゲルマニウムレンズで測定可能になり、Φ100 mmを超えると顕著になります。.
ゲルマニウムレンズ研削装置に求められるもの
ダイヤモンド研削ホイールの仕様
ゲルマニウムレンズの研削には、砥粒が結合されたダイヤモンドホイールが使用されます。通常、仕上げ研削にはレジンボンド、粗研削にはメタルボンドが使用されます。主な仕様は次のとおりです。
| パラメータ | 粗研削 | 仕上げ研削 |
|---|---|---|
| ダイヤモンド砥粒サイズ | D46–D91(粗い) | D7–D25(細かい) |
| 結合剤の種類 | 金属(青銅) | レジン |
| 濃度 | 75–100% | 50–75% |
| ホイール速度 | 2,000~4,000 RPM | 3,000~5,000 RPM |
| インフィード率 | 5–15 μm/パス | 1–5 μm/パス |
ゲルマニウムの場合、ガラス研削と比較して、粗研削段階でもより細かい砥粒のホイールが好まれます。その理由は、サブサーフェスダメージの制御です。ゲルマニウム上のD91ホイールは、ゲルマニウムの結晶構造が亀裂をより効率的に伝播させるため、BK7ガラス上の同じホイールよりも深いダメージ層を作成します。.
スピンドルの剛性と振動制御
スピンドルの振れは、形状誤差として研削面に直接転写されます。ゲルマニウムレンズ研削装置の場合、スピンドルのTIR(Total Indicated Runout)は≤ 1 μmである必要があります。振れが大きいほど、研削ホイールは毎回転でレンズにわずかに異なる位置で接触し、研磨後にうねりとして見える波状の表面を作成します。.
エアベアリングスピンドルは最高の振れ性能を提供しますが、清潔で乾燥した圧縮空気と慎重なメンテナンスが必要です。精密ローラーベアリングスピンドルは、生産環境により堅牢で、適切な予圧で≤ 2 μmの振れを達成できます。.
クーラントシステム
ゲルマニウム用の研削クーラントは、次の3つの機能を提供します。
- 温度管理 — 研削中の熱歪みを防ぐ
- 切りくずのフラッシング — 研削ゾーンから研削されたゲルマニウム粒子を除去する
- 潤滑 — ホイールとレンズ間の摩擦を低減
ゲルマニウムの場合、水溶性クーラントが標準です。鉱物油とは異なり、 ワイヤーカット, 、研削クーラントは、研削プロセスを明確に可視化し、効率的な切りくず除去を可能にするために、透明で低粘度である必要があります。.
クーラントのろ過は重要です。ゲルマニウム研削では、微細な金属粒子(ゲルマニウムは半金属です)が発生します。これらの粒子がクーラント内で再循環し、研削ゾーンに再侵入すると、研削中の表面に傷がつきます。5μmのろ過システムが最低限必要であり、仕上げ研削では1μmが推奨されます。.

CNC対手動研削
1日あたり50枚以上のレンズの生産量の場合、CNC研削が不可欠です。最新のゲルマニウムレンズ研削装置は、CNC制御を使用して以下を行います。
- プログラム可能なパスあたりの深さによる自動インフィード
- 位置に基づく主軸速度調整(中央では遅く、端では速く)
- 研削ホイールの自動ドレッシングサイクル
- 粗研削用ホイールと仕上げ用ホイール間の工具交換
研究開発または小ロット(1日あたり20枚未満)の場合、手動機械の熟練したオペレーターでも同等の品質を達成できますが、サイクルタイムと一貫性は低下します。.
ゲルマニウムレンズ研削装置:プロセスパラメータ
Φ50 mmゲルマニウムレンズの生産データに基づく:
| パラメータ | Value | 備考 |
|---|---|---|
| 粗研削時間 | 〜3分/面 | ほぼ最終的な半径までバルク材料を除去 |
| 仕上げ研削時間 | 〜2分/面 | 最終形状+表面品質 |
| 総研削時間 | 〜10分/レンズ | 両凸レンズの両面 |
| ストック除去(粗研削) | 3〜0.8 mm/面 | ブランクの厚さ公差に依存 |
| ストック除去(仕上げ研削) | 20–50 μm/面 | 最終形状補正 |
| 粗研削後の表面 | Ra 0.5〜1.0μm | — |
| 仕上げ研削後の表面 | Ra 0.1〜0.3μm | 研磨準備完了 |
| 形状精度(PV) | ≤ 1μm | 球面誤差 |
粗研削から仕上げ研削への移行は重要です。早すぎると、バルク除去に仕上げ研削時間(および砥石寿命)を無駄にします。遅すぎると、粗研削後の表面品質が必要以上に悪くなり、目標Raに到達するために多くの仕上げ研削パスが必要になります。同じワークフローで処理されるZnSe光学部品の場合、硬度が低いため、ゲルマニウムとは研磨要件が大きく異なります。 ZnSe光学部品研磨ガイド 材料固有の調整については、を参照してください。.
研削後の品質指標
これらの仕様は、研削されたレンズが研磨の準備ができているかどうかを決定します。
| Metric | ターゲット | Why It Matters |
|---|---|---|
| 表面粗さ Ra | 1〜0.3μm | 研磨の開始点 — 低いほど良い |
| 地下ダメージ深度 | < 5 μm | 研磨中に除去する必要がある |
| 曲率半径 | 設計値の±0.1% | 光学機能は正確な半径に依存する |
| 矢高 | ±5 μm | マルチエレメントアセンブリのスタックアップ公差 |
| 形状誤差(PV) | ≤ 1μm | 最終的なレンズ形状品質を決定する |
| エッジの状態 | 05 mmを超えるチップなし | エッジチップは研磨中に進行します |
研削後にいずれかの測定値が基準を満たさない場合、是正措置は障害の種類によって異なります。
- 高いRa → 仕上げ研削パスを追加(回復可能)
- 深いサブサーフェスダメージ → 粗研削に戻す必要がある場合があります(材料コストが高い)
- 半径が間違っている → 再研削(十分な材料が残っている場合にのみ可能)
- エッジの欠け → 拒否(研削または研磨では回復不可能)
研削装置を生産規模に合わせる
小規模(1日あたりレンズ50枚未満)
単一のG-100クラス研削盤で、ステージ間のホイール交換により粗研削と仕上げ研削の両方を処理します。手動または半CNC操作で十分です。投資:以下のようなメーカーの中級光学研削盤と同等 OptiPro または Satisloh.
中規模(1日あたりレンズ50〜200枚)
専用の粗研削および仕上げ研削ステーションにより、ホイール交換時間がなくなり、スループットが向上します。CNC制御は、シフト全体での一貫性のために不可欠になります。2台のG-100マシン(1台は粗研削用、1台は仕上げ用)で、8時間シフトあたり100〜150枚のΦ50 mmレンズを処理できます。.
大規模(1日あたりレンズ200枚以上)
自動ロード/アンロード、インプロセス測定、および適応研削パラメータ。より大きなレンズ径(最大Φ250 mm)の場合はG-250を検討するか、セルレイアウトでロボット移送を備えた複数のG-100ステーションを検討してください。.
研削を完全なIRレンズラインに接続する
ゲルマニウムレンズ研削装置は孤立して存在するものではありません。その性能は、それ以前のものに依存し、それ以降のものを決定します。
上流への影響: カットされたブランクの品質は、研削に直接影響します。ダイヤモンドワイヤーカットによるRa 0.6 μmのブランクは、不良カットによるRa 1.5 μmのブランクよりも粗研削の必要性が少なくなります。粗研削が少ない = サブサーフェスダメージが少ない = 研磨が速い。 下流への影響: 研削は、研磨ステージがどれだけの作業を行う必要があるかを決定します。Ra 0.15 μmでサブサーフェスダメージが5 μm未満の良好に研削されたレンズは、1枚あたり約3分でRa < 5 nmに研磨されます。Ra 0.5 μmでサブサーフェスダメージが20 μmの不良に研削されたレンズは、2〜3倍時間がかかり、拒否率が高くなります。.
そのため、個々のステージを外部委託するのではなく、研削を通じた完全なチェーンを管理するメーカーは、一貫してより良い収率を達成しています。 ゲルマニウムおよびその他のIR材料用に設計された完全な装置範囲については、当社の.
これが、製造プロセス全体を管理するメーカーが、 切断 研削から 研磨 まで、個々の工程を外部委託するメーカーよりも一貫して高い収率を達成できる理由です。.
ゲルマニウムおよびその他のIR材料向けに設計された完全な装置ラインナップについては、当社の 赤外線光学製造装置 概要をご覧ください。.