Después del corte y centrado, un disco en bruto de germanio es plano — un disco con superficies paralelas, diámetro correcto y bordes limpios. Pero un disco plano no es una lente. La etapa de rectificado genera la curvatura — esférica o asférica — que le da a la lente su función óptica.
El equipo de rectificado de lentes de germanio da forma a cada cara del disco en bruto al radio de curvatura diseñado, manteniendo una calidad superficial lo suficientemente buena para la etapa de pulido que sigue. Si el rectificado es correcto, el pulido es rápido y predecible. Si es incorrecto, o está rectificando material que no puede permitirse perder, o está enviando daño subsuperficial hacia adelante que el pulido no puede eliminar.

Dónde encaja el rectificado de lentes de germanio en la línea de producción
El rectificado es la etapa 4 en el flujo de trabajo de fabricación de óptica infrarroja flujo de trabajo:
| Etapa | Equipo | Qué hace | Output |
|---|---|---|---|
| 1 | Sierra de hilo (SGI 40) — corte de contorno | Extrae la preforma del lingote | Preforma conformada |
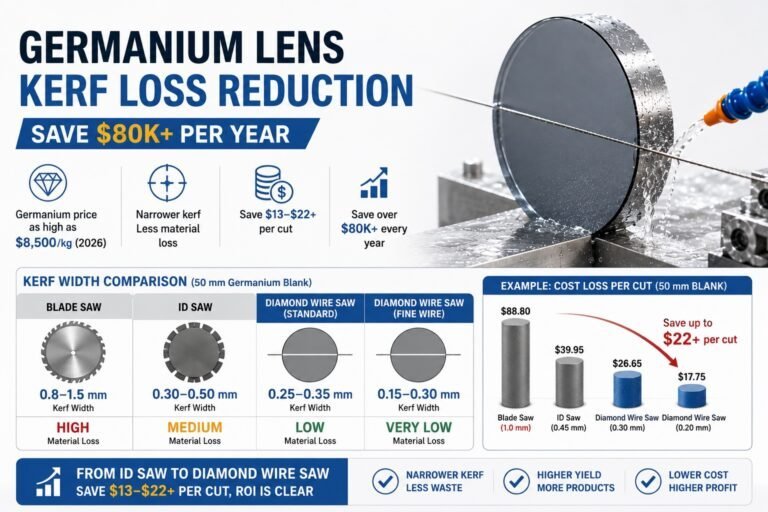
| 2 | Sierra de hilo (SGI 40) — corte en rodajas | Corta la preforma en discos | Disco plano, Ra 0.6–1.2 μm |
| 3 | Máquina de centrado (C-120L) | Bordes, centros, chaflanes | Disco en blanco redondo, ≤ 5 μm de redondez |
| 4 | Rectificadora esférica (G-100 / G-250) | Genera la curvatura de la lente | Superficies curvas, Ra 0.1–0.3 μm |
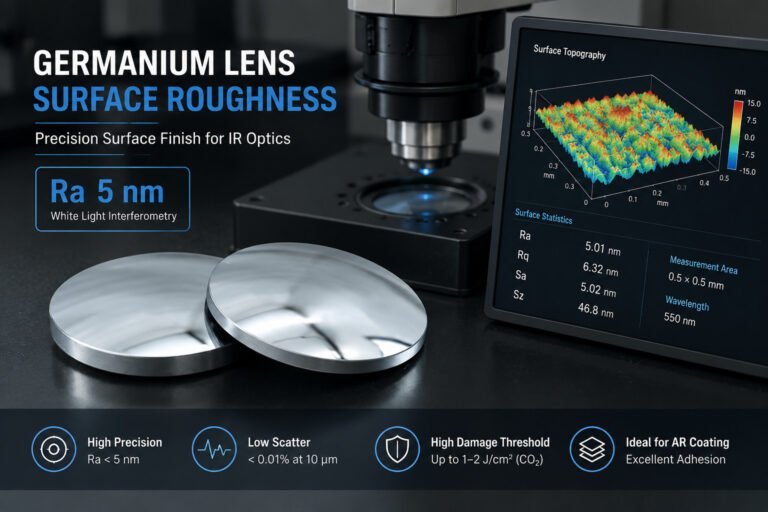
| 5 | Máquina de pulido | Acabado superficial final | Ra < 5 nm, listo para recubrimiento AR |
La etapa de rectificado convierte un disco en bruto plano en forma de lente. Para una lente de germanio biconvexa de Φ50 mm, el rectificado tarda aproximadamente 5 minutos por cara — 10 minutos en total — lo que la convierte en una de las etapas más rápidas. Pero la precisión dimensional requerida es alta: tolerancia de altura sagital de ±5 μm y una precisión de forma superficial que determina el éxito del pulido posterior.
Por qué el germanio requiere equipo de rectificado especializado
El germanio no es vidrio. Tres propiedades del material hacen que el rectificado de lentes de germanio sea fundamentalmente diferente del rectificado de vidrio óptico convencional:
Fragilidad y daño subsuperficial
El germanio es un semiconductor cristalino con una estructura cúbica de diamante. Cuando se rectifica con fuerza excesiva, las grietas se propagan a lo largo de los planos cristalinos — no aleatoriamente como en el vidrio amorfo. Estas grietas subsuperficiales se extienden más allá de las marcas de rectificado visibles y crean una capa dañada que el etapa de pulido debe eliminar por completo.
El desafío: si el proceso de rectificado introduce 15–20 μm de daño subsuperficial, el pulido debe eliminar al menos esa cantidad de material en toda la superficie de la lente. En un disco en bruto de $120–$180 (a $1,800–$2,400/kg para germanio de grado óptico), cada micrómetro adicional de eliminación de material cuesta dinero real y aumenta el tiempo de ciclo.
Suavidad en relación con el vidrio óptico
El germanio (dureza Knoop ~780) es más blando que la mayoría de los vidrios ópticos utilizados en óptica visible (típicamente 400–600 Knoop). Esto significa que rectifica más rápido — pero también significa que es más fácil rectificar en exceso o introducir errores de forma por eliminación de material no controlada.
La muela abrasiva corta el germanio de forma más agresiva a la misma velocidad de avance utilizada para el vidrio. Sin el ajuste adecuado, el resultado es un daño subsuperficial más profundo, una mayor rugosidad superficial y una precisión de forma deficiente.
Sensibilidad Térmica
El germanio tiene una conductividad térmica de ~60 W/m·K y un coeficiente de expansión térmica de 5.9 × 10⁻⁶/°C. Durante el rectificado, la fricción genera calor en la interfaz muela-lente. Si la lente se calienta de manera desigual, se expande asimétricamente — y la muela abrasiva genera una curva en la lente térmicamente distorsionada. Cuando la lente se enfría a temperatura ambiente, la superficie rectificada no coincide con el radio previsto.
Este efecto es medible en lentes de germanio por encima de Φ40 mm y se vuelve significativo por encima de Φ100 mm.
Qué buscar en el equipo de rectificado de lentes de germanio
Especificaciones de la muela abrasiva de diamante
El rectificado de lentes de germanio utiliza muelas abrasivas de diamante aglutinado — típicamente aglutinadas con resina para el rectificado de acabado y aglutinadas con metal para la generación de desbaste. Las especificaciones clave:
| Parámetro | Generación de desbaste | Rectificado de acabado |
|---|---|---|
| Tamaño de grano del diamante | D46–D91 (más grueso) | D7–D25 (más fino) |
| Tipo de aglutinante | Metal (bronce) | Resina |
| Concentración | 75–100% | 50–75% |
| Velocidad de la muela | 000–4.000 RPM | 000–5.000 RPM |
| Velocidad de avance | 5–15 μm/pasada | 1–5 μm/pasada |
Para el germanio, se prefieren muelas de grano más fino incluso en la etapa de desbaste en comparación con el rectificado de vidrio. La razón es el control del daño subsuperficial — una muela D91 en germanio crea una capa de daño más profunda que la misma muela en vidrio BK7, simplemente porque la estructura cristalina del germanio propaga las grietas de manera más eficiente.
Rigidez del husillo y control de vibraciones
El descentramiento del husillo se transfiere directamente a la superficie rectificada como error de forma. Para el equipo de rectificado de lentes de germanio, el TIR (descentramiento total indicado) del husillo debe ser ≤ 1 μm. Un descentramiento mayor significa que la muela abrasiva contacta la lente en posiciones ligeramente diferentes en cada revolución, creando una superficie ondulada que es visible como ondulación después del pulido.
Los husillos de cojinetes de aire proporcionan el mejor rendimiento de descentramiento, pero requieren aire comprimido limpio y seco y un mantenimiento cuidadoso. Los husillos de cojinetes de rodillos de precisión son más robustos para entornos de producción y pueden lograr un descentramiento ≤ 2 μm con la precarga adecuada.
Sistema de refrigeración
El refrigerante de rectificado para germanio cumple tres funciones:
- Control de temperatura — previene la distorsión térmica durante el rectificado
- Aclarado de virutas — elimina las partículas de germanio rectificadas de la zona de rectificado
- Lubricación — reduce la fricción entre la muela y la lente
Para el germanio, los refrigerantes solubles en agua son estándar. A diferencia del aceite mineral utilizado en corte de alambre, el refrigerante de rectificado debe ser transparente y de baja viscosidad para permitir una clara visibilidad del proceso de rectificado y una eliminación eficiente de las virutas.
La filtración del refrigerante es importante. El rectificado de germanio produce finas partículas metálicas (el germanio es un metaloide). Si estas partículas recirculan en el refrigerante y vuelven a entrar en la zona de rectificado, rayan la superficie que se está rectificando. Un sistema de filtración de 5 μm es el mínimo; se prefieren 1 μm para el rectificado de acabado.

Rectificado CNC vs. Manual
Para volúmenes de producción superiores a 50 lentes por día, el rectificado CNC es esencial. Los equipos modernos de rectificado de lentes de germanio utilizan control CNC para:
- Alimentación automática con profundidad programable por pasada
- Ajuste de la velocidad del husillo en función de la posición (más lenta en el centro, más rápida en el borde)
- Ciclos de afilado automáticos para la muela de rectificado
- Cambio de herramienta entre muelas de desbaste y acabado
Para I+D o lotes pequeños (< 20 lentes/día), los operarios cualificados en máquinas manuales pueden lograr una calidad equivalente, pero el tiempo de ciclo y la consistencia se resienten.
Equipo de rectificado de lentes de germanio: Parámetros del proceso
Basado en datos de producción para lentes de germanio de Φ50 mm:
| Parámetro | Value | Notas |
|---|---|---|
| Tiempo de generación de desbaste | ~3 min/cara | Eliminación de material a granel hasta un radio cercano al neto |
| Tiempo de rectificado de acabado | ~2 min/cara | Forma final + calidad de la superficie |
| Tiempo total de rectificado | ~10 min/lente | Ambas caras de una lente biconvexa |
| Eliminación de material (desbaste) | 0,3–0,8 mm/cara | Depende de la tolerancia del espesor del blanco |
| Eliminación de material (acabado) | 20–50 μm/cara | Corrección de la forma final |
| Superficie después del desbaste | Ra 0,5–1,0 μm | — |
| Superficie después del acabado | Ra 0,1–0,3 μm | Listo para pulido |
| Precisión de la forma (PV) | ≤ 1 µm | Desviación esférica |
La transición del rectificado de desbaste al de acabado es crítica. Cambiar demasiado pronto desperdicia tiempo de rectificado de acabado (y vida útil de la muela) en la eliminación de material a granel. Cambiar demasiado tarde significa que la calidad de la superficie rectificada en desbaste es peor de lo necesario, lo que requiere más pasadas de rectificado de acabado para alcanzar la Ra objetivo. Para ópticas de ZnSe procesadas a través del mismo flujo de trabajo, los requisitos de pulido difieren significativamente del germanio debido a su menor dureza; consulte la guía de pulido de ópticas de ZnSe para ajustes específicos del material.
Métricas de calidad después del rectificado
Estas especificaciones determinan si la lente rectificada está lista para el pulido:
| Metric | Objetivo | Why It Matters |
|---|---|---|
| Rugosidad superficial Ra | 0,1–0,3 μm | Punto de partida para el pulido — cuanto menor, mejor |
| Profundidad de daño subsuperficial | < 5 μm | Debe eliminarse durante el pulido |
| Radio de curvatura | ±0,1% del diseño | La función óptica depende de un radio preciso |
| Altura sagital | ±5 μm | Tolerancia de apilamiento para ensamblajes de múltiples elementos |
| Error de forma (PV) | ≤ 1 µm | Determina la calidad final de la figura de la lente |
| Condición del borde | Sin astillas > 0,05 mm | Las astillas del borde se propagan durante el pulido |
Si alguna métrica falla después del rectificado, la acción correctiva depende de la falla:
- Ra alto → agregar pasadas de rectificado de acabado (recuperable)
- Daño subsuperficial profundo → puede requerir volver al rectificado basto (costoso en material)
- Radio incorrecto → volver a rectificar (solo posible si queda material suficiente)
- Astillado del borde → rechazar (no recuperable en rectificado ni pulido)
Adaptación del equipo de rectificado a su escala de producción
Bajo volumen (< 50 lentes/día)
Una sola rectificadora clase G-100 maneja el rectificado basto y de acabado con cambios de muela entre etapas. La operación manual o semiautomática CNC es adecuada. Inversión: comparable a máquinas de rectificado óptico de gama media de fabricantes como OptiPro o Satisloh.
Volumen medio (50–200 lentes/día)
Las estaciones dedicadas de rectificado basto y de acabado eliminan el tiempo de cambio de muela y mejoran el rendimiento. El control CNC se vuelve esencial para la consistencia entre turnos. Dos máquinas G-100 —una basto, una de acabado— pueden procesar 100–150 lentes de Φ50 mm por turno de 8 horas.
Alto volumen (200+ lentes/día)
Carga/descarga automatizada, medición en proceso y parámetros de rectificado adaptativos. Considere la G-250 para diámetros de lente más grandes (hasta Φ250 mm) o múltiples estaciones G-100 en una disposición de celda con transferencia robótica.
Conexión del rectificado a la línea completa de lentes IR
El equipo de rectificado de lentes de germanio no existe de forma aislada. Su rendimiento depende de lo que viene antes y determina lo que sucede después:
Impacto aguas arriba: La calidad del blank cortado afecta directamente al rectificado. Un blank con Ra de 0,6 μm de corte por hilo de diamante necesita menos rectificado basto que un blank a Ra de 1,5 μm de un corte deficiente. Menos rectificado basto = menos daño subsuperficial = pulido más rápido.
Impacto aguas abajo: El rectificado determina cuánto trabajo debe hacer la etapa de pulido. Una lente bien rectificada a Ra de 0,15 μm con menos de 5 μm de daño subsuperficial se pule a Ra < 5 nm en aproximadamente 3 minutos por cara. Una lente mal rectificada a Ra de 0,5 μm con 20 μm de daño subsuperficial tarda de 2 a 3 veces más y tiene tasas de rechazo más altas.
Es por eso que los fabricantes que controlan la cadena completa —desde corte hasta el rectificado pulido — logran consistentemente mejores rendimientos que aquellos que externalizan etapas individuales.
Para la gama completa de equipos diseñados para germanio y otros materiales IR, consulte nuestra fabricación de óptica infrarroja descripción general.