Das beidseitige Läppen von ZnSe-Fenstern ist der Schritt zur Oberflächenvorbereitung, der einen zugeschnittenen Zinkselenid-Rohling in die Ebenheit, Parallelität und Oberflächengüte bringt, die für CO₂-Laserfenster, Strahlteiler und Schutzabdeckungen erforderlich sind. Es ist keine endgültige Politur – aber jeder nachfolgende Parameter, von der Beschichtungsuniformität bis zur durchgelassenen Wellenfront, hängt davon ab, was das Läppen hinterlässt.
Dieser Leitfaden behandelt den Läpp-Workflow für ZnSe-Fenster im Kontext der gesamten Herstellungskette für ZnSe-CO₂-Laseroptiken: wie sich der Prozess vom Polieren unterscheidet, welche Parameter für Ebenheit und TTV wichtig sind, woher Defekte stammen und wie das Läppen für Produktionsläufe spezifiziert wird.

Was ist beidseitiges Läppen von ZnSe-Fenstern?
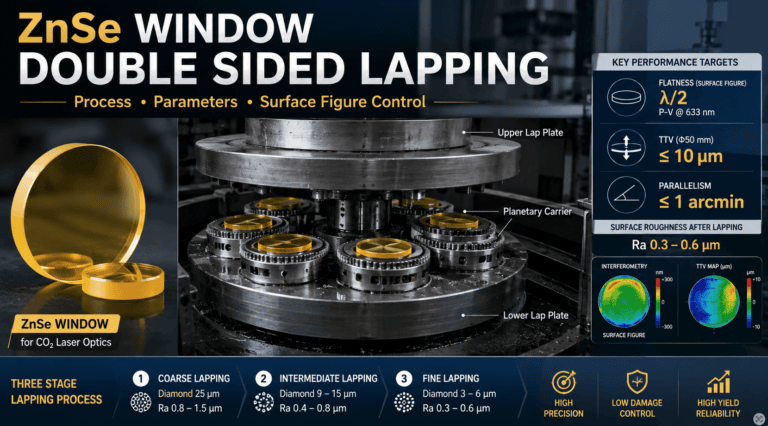
Das beidseitige Läppen von ZnSe-Fenstern ist das gleichzeitige abrasive Entfernen von Material von beiden Seiten eines Zinkselenid-Fensterrohlings, um das Teil auf die Zielstärke, Parallelität und Oberflächenrauheit vor dem Polieren zu bringen. Beide Seiten werden gleichzeitig auf einer beidseitigen Läppmaschine bearbeitet, wobei das Fenster in einem Planetenhalter zwischen zwei rotierenden Läppern gehalten wird, die mit Diamantschlamm beladen sind.
Zwei Gründe, warum “beidseitig” bei ZnSe-Fenstern wichtig ist:
- Parallelität — einseitiges Läppen akkumuliert Keilfehler; das Bearbeiten beider Seiten in einem Arbeitsgang hält die beiden Oberflächen bis auf wenige Bogensekunden parallel
- Spannungsbalance — ZnSe ist spröde und spannungsempfindlich; das Entfernen von gleichem Material von beiden Seiten vermeidet die Verformung, die die einseitige Bearbeitung verursacht
Für CO₂-Laserfenster ist die typische Leistung des Läppens:
- Dicke innerhalb von ±0,05 mm vom Nennwert
- Parallelität besser als 1 Bogenminute
- Oberflächenrauheit Ra 0,3–0,6 µm (abhängig von der endgültigen Schleifkörnung)
- TTV (Gesamtdickenschwankung) von 5–15 µm bei Standard-Fensterdurchmessern
Diese Zahlen sind der Ausgangspunkt für das Polieren, nicht die Spezifikation des fertigen Fensters.
Warum doppelseitiges Läppen für CO₂ ZnSe-Fenster wichtig ist
CO₂-Laserfenster haben zwei Oberflächen, und der Laser durchdringt beide. Jeder Keil zwischen den beiden Flächen lenkt den Strahl ab. Jede Dickenvariation über die Apertur hinweg verzerrt die durchgelassene Wellenfront. Jeder Untergrundschaden durch schlechtes Läppen setzt sich beim Polieren fort und zeigt sich als Streuung im fertigen Teil.
Drei Eigenschaften von ZnSe bestimmen die Läppentscheidungen:
| Eigenschaft | Auswirkung auf das Läppen |
|---|---|
| Knoop-Härte ~120 kg/mm² | Weiches Material – Überdruck verursacht tiefe Lochfraßspuren und eingebettetes Korn |
| Spröde, geringe Bruchzähigkeit | Mikrorisse entstehen leicht; Druck und Schleifmittelgröße müssen kontrolliert werden |
| Toxischer Selengehalt | Slurry-Eindämmung und Abfallbehandlung sind Teil des Prozesses, nicht optional |
Die Korrektur ist ein Niederdruck-Doppelseiten-Läppwerkzeug mit kontrollierter Abrasion — nicht nur irgendeine planare Schleifeinrichtung. Geräte, die für das allgemeine Glasläppen gebaut wurden, üben oft zu viel Druck auf ZnSe aus und erzeugen Defekte, die die gesamte nachgeschaltete Kette überdauern.
Prozessschritte und typische Parameter
Der Läppvorgang läuft in drei Schleifstufen ab, die jeweils sowohl die Rauheit als auch die unterirdischen Schäden reduzieren:
Stufe 1: Grobes Läppen (grobe Planarisierung)
Entfernt Sägespuren aus dem vorgelagerten Schneidevorgang und stellt die anfängliche Ebenheit her. Verwendet gebundene oder lose Diamanten, typischerweise 25 µm Körnung auf Gusseisen-Läppscheiben.
| Parameter | Typischer Bereich |
|---|---|
| Schleifmittel | Diamant, 25 µm |
| Läppscheibenmaterial | Gusseisen |
| Läppdruck | 0,5–1,5 kPa |
| Läppscheibendrehzahl | 30–60 U/min |
| Schleifmittelträger | Wasserbasiert mit Korrosionsinhibitor |
| Abtragsrate | 5–10 µm/min pro Seite |
| Ausgangs-Ra | 0,8–1,5 µm |
Stufe 2: Zwischenläppen (Oberfläche verfeinern)
Verfeinert die Oberfläche und reduziert Oberflächenschäden, die durch Stufe 1 entstanden sind. Diamantkörnung sinkt auf 9–15 µm.
| Parameter | Typischer Bereich |
|---|---|
| Schleifmittel | Diamant, 9–15 µm |
| Läppscheibenmaterial | Gusseisen oder Verbundwerkstoff |
| Läppdruck | 0,3–0,8 kPa |
| Läppscheibendrehzahl | 30–50 U/min |
| Abtragsrate | 1–3 µm/min pro Seite |
| Ausgangs-Ra | 0,4–0,8 µm |
Stufe 3: Feinstläppen (Vorbereitung für Vorpolitur)
Letzte Läppstufe. Bringt die Rauheit in den Bereich der Vorpolitur und minimiert Oberflächenschäden, die durch die Politur entfernt werden müssen.
| Parameter | Typischer Bereich |
|---|---|
| Schleifmittel | Diamant, 3–6 µm |
| Läppscheibenmaterial | Verbundwerkstoff oder mit Pech imprägniert |
| Läppdruck | 0,2–0,5 kPa |
| Abtragsrate | 0,3–1 µm/min pro Seite |
| Ausgangs-Ra | 0,3–0,6 µm |
Nach Stufe 3 geht das Fenster zum Polieren – siehe Zinkselenid-Optik-Polieren für die Diamant- und Pechprogression, die Ra unter 10 nm RMS für laserqualitätsfähige Oberflächen bringt.
Der vorgelagerte Vorgang, das Schneiden des ZnSe-Rohlings aus einem CVD-Barren, wird auf der ZnSe-Linsenschneidemaschine Seite behandelt. Die gesamte Kette vom CVD-Rohling bis zum beschichteten Fenster wird auf der ZnSe CO₂-Laseroptik-Fertigung Übersicht.
Spezifikationen für Oberflächenform und TTV
Die beiden Metriken, die bestimmen, ob ein geläpptes ZnSe-Fenster für das Polieren bereit ist, sind die Oberflächenform (Ebenheit) und TTV (Parallelität).
| Spezifikation | Typisches Ziel | Why It Matters |
|---|---|---|
| Oberflächenform | λ/2 P-V bei HeNe 633 nm | Legt den maximalen Formfehler fest, den das Polieren korrigieren muss |
| TTV (Φ50 mm Fenster) | ≤ 10 µm | Keilwinkel zwischen den beiden Flächen lenkt den Strahl ab |
| Parallelität | ≤ 1 Bogenminute | Gleiches Strahlablenkungsproblem, ausgedrückt als Winkel |
| Oberflächenrauheit Ra | 0,3–0,6 µm | Legt den Ausgangspunkt für die Polierabtragung fest |
| Untergrundschadentiefe | ≤ 3× maximale Partikelgröße | Polieren muss alles entfernen |
Materialreferenz: II-VI / Coherent CVD ZnSe und Edmund Optics IR-Materialienführer dokumentieren Sie die Masseneigenschaften des Materials, von denen diese Ziele abgeleitet sind.
Häufige Defekte und wie man sie vermeidet
Warum bleibt TTV nach der Endläppstufe hoch?
Trägerverschleiß oder abgenutzte Läppscheiben. Die Planetengetriebe, die die Fenster während des Läppens halten, verschleißen mit der Zeit und können dann den Druck über die Läppscheibenoberfläche nicht mehr ausgleichen. Die Lösung ist der geplante Austausch der Träger in einem definierten Zyklus, nicht erst nach Auftreten von Defekten.
Warum treten nach dem Polieren Vertiefungen und Kratzer auf?
Untergrundschäden durch zu aggressives Läppen. ZnSe ist weich. Zu viel Druck oder zu grobes Schleifmittel in Stufe 3 hinterlässt Mikroverformungen, die das Polieren nicht entfernen kann – sie zeigen sich als Streuung im fertigen Fenster. Die Lösung besteht darin, den Druck zu reduzieren und eine feinere Zwischenstufe hinzuzufügen, anstatt zu versuchen, beim Polieren zu kompensieren.
Warum sieht die Oberfläche nach dem Läppen trüb aus?
Eingebettetes Schleifmittel. Wenn Diamantpartikel in die weiche ZnSe-Oberfläche gedrückt werden und dort verbleiben, erscheint die Oberfläche trüb und die nächste Stufe kann sie nicht entfernen. Die Lösung ist die Kontrolle der Aufschlämmungskonzentration plus Ultraschallreinigung in der Mitte des Zyklus zwischen den Schleifstufen.
Warum splittert das Teil an den Kanten?
Kanteneffekt durch ungestützte Werkstückkanten im Träger. Die Druckverteilung am Rand eines Fensters unterscheidet sich von der Mitte, und bei sprödem Material führt dieser Unterschied zu Absplitterungen. Die Lösung sind Kantenfasen am Rohling, bevor das Läppen beginnt, sowie Träger, die auf das Teil zugeschnitten sind und nicht übergroß.
ZnSe Läppen vs. Polieren: Wo jedes in der Kette seinen Platz hat
Sowohl Läppen als auch Polieren reduzieren die Oberflächenrauheit, aber sie tun dies unterschiedlich und erzeugen unterschiedliche Oberflächenzustände:
| Eigenschaft | Läppen | Polieren |
|---|---|---|
| Mechanismus | Mechanische Abtragung | Mechanisch + chemisch |
| Ausgangs-Ra | 0,3–0,6 µm | < 10 nm RMS |
| Oberflächenform | λ/2 P-V | λ/10 P-V oder besser |
| Subsurface damage | Vorhanden, kontrolliert | Entfernt |
| Abtragsrate | Hoch | Niedrig |
| Function | Dicke, Ebenheit, Parallelität festlegen | Laserqualität-Oberfläche erzielen |
Läppen übernimmt die Grobabtragung und Geometriekontrolle. Polieren übernimmt die Oberflächenqualität und die endgültige Form. Ein schlecht geläpptes Fenster kann durch Polieren nicht gerettet werden – die Abtragsrate beim Polieren ist zu langsam, um Formfehler zu beheben, die beim Läppen kontrolliert werden sollten.

Wie Vimfun ZnSe-Fensterhersteller unterstützt
Vimfun liefert die Ausrüstung, die ZnSe-Fensterhersteller für Schneiden, Läppen, Polieren und die Vorbereitung von Beschichtungen benötigen:
- Schneiden — ZnSe-Linsenschneidemaschine konfiguriert für spröde II-VI-Materialien mit Niederspannungsdrahtvorschub und kontaminationskontrolliertem Kühlmittel
- Polieren — Zinkselenid-Optik-Polieren Systeme, die auf Laser-Qualitätsoberflächenspezifikationen abgestimmt sind
- Prozessintegration — Geräte teilen sich mechanische Plattformen mit unseren Ausrüstung für die Herstellung von Infrarotoptiken Linie, sodass eine ZnSe-Produktionszelle ohne Umrüstung auf Ge, ZnS, CaF₂ und Si skaliert werden kann
Wenn Sie eine neue ZnSe-Fensterlinie bauen, die Kapazität für die Produktion von CO₂-Laser-Schneidköpfen erhöhen oder Geräte ersetzen, die TTV nicht innerhalb von 10 µm auf Φ50-mm-Teilen halten können, senden Sie uns Ihre Zielgeometrie, Ihren Durchsatz und Ihre Oberflächenspezifikation. Wir senden Ihnen innerhalb von 3 Werktagen einen konfigurierten Vorschlag zurück, einschließlich Zykluszeitabschätzungen und Ertragsprognosen basierend auf ähnlichen Installationen.