Le rodage double face de fenêtre en ZnSe est l'étape de préparation de surface plane qui amène une ébauche de séléniure de zinc coupée dans la plage de planéité, de parallélisme et de finition de surface requise par les fenêtres laser CO₂, les séparateurs de faisceau et les couvercles de protection. Ce n'est pas le polissage final — mais tous les paramètres en aval, de l'uniformité du revêtement à l'onde transmise, dépendent de ce que le rodage laisse derrière lui.
Ce guide couvre le flux de travail de rodage pour les fenêtres en ZnSe dans le contexte de la chaîne complète de fabrication d'optiques laser CO₂ en ZnSe chaîne de fabrication d'optiques laser CO₂ en ZnSe: comment le processus diffère du polissage, quels paramètres sont importants pour la planéité et le TTV, d'où proviennent les défauts et comment spécifier le rodage pour les séries de production.

Qu'est-ce que le rodage double face de fenêtre en ZnSe ?
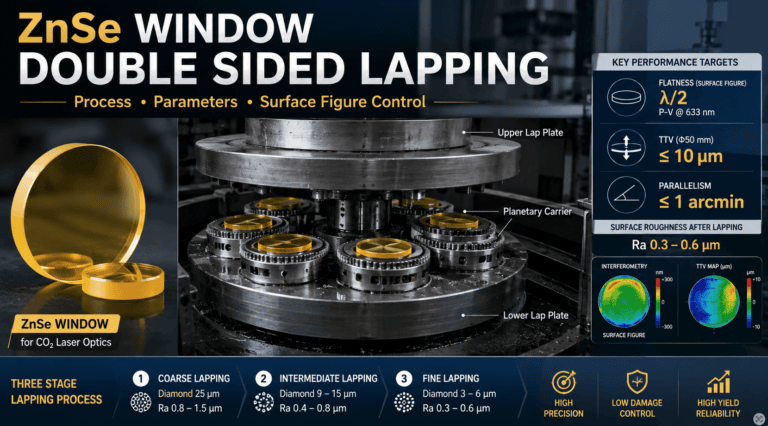
Le rodage double face de fenêtre en ZnSe est l'enlèvement abrasif simultané de matière des deux faces d'une ébauche de fenêtre en séléniure de zinc pour amener la pièce à l'épaisseur cible, au parallélisme et à la rugosité de surface de pré-polissage. Les deux faces sont travaillées en même temps sur une machine de rodage double face, la fenêtre étant maintenue dans un porte-pièce planétaire entre deux meules rotatives chargées de suspension diamantée.
Deux raisons pour lesquelles le “double face” est important pour les fenêtres en ZnSe :
- Parallélisme — le rodage d'une seule face accumule une erreur de coin ; le traitement des deux faces en une seule passe de bridage maintient les deux surfaces parallèles à quelques secondes d'arc près
- Équilibre des contraintes — le ZnSe est cassant et sensible aux contraintes ; l'enlèvement de matière égale des deux faces évite la déformation que le traitement d'une seule face introduit
Pour les fenêtres laser CO₂, le résultat typique du rodage est :
- Épaisseur à ±0,05 mm du nominal
- Parallélisme meilleur que 1 minute d'arc
- Rugosité de surface Ra 0,3–0,6 µm (selon le grain abrasif final)
- TTV (variation totale d'épaisseur) de 5–15 µm sur des diamètres de fenêtre standard
Ces chiffres sont le point de départ pour le polissage, pas la spécification de la fenêtre finie.
Pourquoi le rodage double face est important pour les fenêtres CO₂ ZnSe
Les fenêtres laser CO₂ ont deux surfaces, et le laser traverse les deux. Tout défaut d'équerrage entre les deux faces dévie le faisceau. Toute variation d'épaisseur sur l'ouverture déforme le front d'onde transmis. Tout dommage sous-jacent dû à un mauvais rodage se retrouve lors du polissage et se manifeste par de la diffusion dans la pièce finie.
Trois propriétés du ZnSe dictent les décisions de rodage :
| Propriété | Implications pour le rodage |
|---|---|
| Dureté Knoop ~120 kg/mm² | Matériau tendre — une surpression provoque des piqûres profondes et l'incrustation de grains |
| Cassant, faible ténacité à la rupture | Les microfissures s'initient facilement ; la pression et la taille de l'abrasif doivent être contrôlées |
| Teneur toxique en sélénium | Le confinement de la boue et la gestion des déchets font partie du processus, pas une option |
La correction est une double-face à faible pression et à abrasion contrôlée — pas n'importe quel système de rectification plane. L'équipement conçu pour le rodage général du verre exerce souvent une pression excessive sur le ZnSe et crée des défauts qui survivent à toute la chaîne en aval.
Étapes du processus et paramètres typiques
Le flux de travail de rodage se déroule en trois étapes abrasives, chacune réduisant à la fois la rugosité et les dommages subsurfaciques :
Étape 1 : Rodage grossier (aplatissement grossier)
Élimine les marques de scie de l'opération de coupe en amont et établit la planéité initiale. Utilise du diamant lié ou libre, généralement un grain de 25 µm sur des plateaux en fonte.
| Paramètre | Plage typique |
|---|---|
| Abrasif | Diamant, 25 µm |
| Matériau du plateau | Fonte |
| Pression du plateau | 0,5–1,5 kPa |
| Rotation du plateau | 30–60 tr/min |
| Véhicule de suspension | À base d'eau avec inhibiteur de corrosion |
| Taux d'enlèvement | 5–10 µm/min par face |
| Sortie Ra | 0,8–1,5 µm |
Étape 2 : Rodage intermédiaire (affiner la surface)
Affine la surface et réduit les dommages sous-jacents laissés par l'étape 1. Le diamant descend à 9–15 µm.
| Paramètre | Plage typique |
|---|---|
| Abrasif | Diamant, 9–15 µm |
| Matériau du plateau | Fonte ou composite |
| Pression du plateau | 0,3–0,8 kPa |
| Rotation du plateau | 30–50 tr/min |
| Taux d'enlèvement | 1–3 µm/min par face |
| Sortie Ra | 0,4–0,8 µm |
Étape 3 : Rodage fin (préparation avant polissage)
Dernière étape de rodage. Amène la rugosité dans la plage de pré-polissage et minimise les dommages sous-jacents que le polissage doit éliminer.
| Paramètre | Plage typique |
|---|---|
| Abrasif | Diamant, 3–6 µm |
| Matériau du plateau | Composite ou imprégné de poix |
| Pression du plateau | 0.2–0.5 kPa |
| Taux d'enlèvement | 0.3–1 µm/min per face |
| Sortie Ra | 0.3–0.6 µm |
After Stage 3 the window goes to polishing — see Polissage d'optiques en séléniure de zinc for the diamond-and-pitch progression that brings Ra below 10 nm RMS for laser-grade surfaces.
The upstream operation, cutting the ZnSe blank from a CVD ingot, is covered on the Machine de découpe de lentilles en ZnSe page. The whole chain from CVD blank to coated window is summarized on the ZnSe CO₂ laser optics manufacturing aperçu.
Surface Figure and TTV Specifications
The two metrics that determine whether a lapped ZnSe window is ready for polishing are surface figure (flatness) and TTV (parallelism).
| Spécifications | Typical Target | Why It Matters |
|---|---|---|
| Surface figure | λ/2 P-V at HeNe 633 nm | Sets the maximum figure error polishing has to correct |
| TTV (Φ50 mm window) | ≤ 10 µm | Wedge angle between the two faces deflects the beam |
| Parallélisme | ≤ 1 arcmin | Same beam-deflection issue, expressed as angle |
| Rugosité de surface Ra | 0.3–0.6 µm | Sets the starting point for polishing removal |
| Profondeur des dommages en sous-surface | ≤ 3× peak abrasive size | Polishing has to remove all of it |
Material reference: II-VI / Coherent CVD ZnSe et Edmund Optics IR materials guide document the bulk material properties these targets are derived from.
Common Defects and How to Avoid Them
Why does TTV stay high after the final lapping stage?
Carrier wear or worn-out laps. The planetary carriers that hold windows during lapping wear over time, and once worn they no longer balance pressure across the lap face. The fix is scheduled carrier replacement on a defined cycle, not after defects appear.
Why are pits and scratches showing up after polishing?
Subsurface damage from over-aggressive lapping. ZnSe is soft. Too much pressure or too coarse an abrasive at Stage 3 leaves micro-pits that the polish cannot remove — they show up as scatter in the finished window. The fix is dropping pressure and adding a finer intermediate stage rather than trying to compensate at polish.
Why does the surface look hazy after lapping?
Embedded abrasive. When diamond particles get pressed into the soft ZnSe surface and stay there, the surface looks hazy and the next stage cannot pick them out. The fix is slurry concentration control plus mid-cycle ultrasonic cleaning between abrasive stages.
Pourquoi la pièce s'écaille-t-elle sur les bords ?
Effet de bord dû aux bords de la pièce non supportés dans le support. La distribution de pression au bord d'une fenêtre est différente de celle du centre, et sur un matériau fragile, cette différence entraîne des éclats. La solution consiste à biseauter les bords de la pièce brute avant le début du rodage, ainsi que des supports dimensionnés à la pièce plutôt que surdimensionnés.
Rodage vs Polissage du ZnSe : Où chacun s'intègre dans la chaîne
Le rodage et le polissage réduisent tous deux la rugosité de surface, mais ils le font différemment et produisent des états de surface différents :
| Propriété | Rodage | Polissage |
|---|---|---|
| Mécanisme | Abrasion mécanique | Mécanique + chimique |
| Sortie Ra | 0.3–0.6 µm | < 10 nm RMS |
| Surface figure | λ/2 P-V | λ/10 P-V ou mieux |
| Subsurface damage | Présent, contrôlé | Supprimé |
| Taux d'enlèvement | Haut | Faible |
| Function | Établir l'épaisseur, la planéité, le parallélisme | Obtenir une surface de qualité laser |
Le rodage gère l'enlèvement de matière en vrac et le contrôle géométrique. Le polissage gère la qualité de surface et la figure finale. Une fenêtre mal rodée ne peut pas être sauvée par le polissage — le taux d'enlèvement du poli est trop lent pour corriger les erreurs de figure qui auraient dû être contrôlées lors du rodage.

Comment Vimfun soutient les fabricants de fenêtres en ZnSe
Vimfun fournit l'équipement dont les producteurs de fenêtres en ZnSe ont besoin pour la découpe, le rodage, le polissage et la préparation au revêtement :
- Coupe — Machine de découpe de lentilles en ZnSe configuré pour les matériaux II-VI fragiles avec alimentation en fil à basse tension et liquide de refroidissement contrôlé en contamination
- Polissage — Polissage d'optiques en séléniure de zinc systèmes adaptés aux spécifications de surface de qualité laser
- Intégration du processus — l'équipement partage des plateformes mécaniques avec notre équipement de fabrication d'optique infrarouge ligne, de sorte qu'une cellule de production ZnSe s'adapte au Ge, ZnS, CaF₂ et Si sans réoutillage
Si vous construisez une nouvelle ligne de fenêtres ZnSe, que vous augmentez la capacité de production de têtes de coupe laser CO₂, ou que vous remplacez un équipement qui ne peut pas maintenir une TTV de 10 µm sur des pièces de Φ50 mm, envoyez-nous votre géométrie cible, votre débit et vos spécifications de surface. Nous vous retournerons une proposition configurée sous 3 jours ouvrables, incluant des estimations de temps de cycle et des projections de rendement basées sur des installations similaires.