ZnSeウィンドウ両面ラッピングは、CO₂レーザーウィンドウ、ビームスプリッター、保護カバーに必要な平面度、平行度、表面仕上げの範囲に切断されたセレン化亜鉛ブランクをもたらす平面表面準備ステップです。これは最終的な研磨ではありませんが、コーティングの均一性から透過波面まで、すべての下流パラメータはラッピングが残したものの影響を受けます。.
このガイドでは、完全なZnSe CO₂レーザー光学部品製造チェーンの文脈におけるZnSeウィンドウのラッピングワークフローについて説明します。 ZnSe CO₂レーザー光学部品製造チェーン: プロセスが研磨とどのように異なるか、平面度とTTVにとって重要なパラメータは何か、欠陥はどこから発生するか、そして生産ランのラッピングをどのように指定するか。.

ZnSeウィンドウ両面ラッピングとは何ですか?
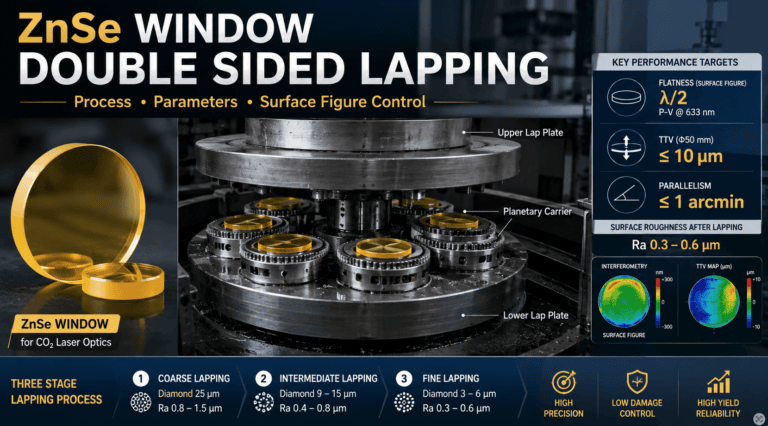
ZnSeウィンドウ両面ラッピングは、セレン化亜鉛ウィンドウブランクの両面から同時に材料を研磨除去し、部品を目標厚さ、平行度、および研磨前表面粗さに近づけるプロセスです。両面は両面ラップ機で同時に加工され、ウィンドウはダイヤモンドスラリーを充填した2つの回転ラップの間にプラネタリーキャリアで保持されます。.
ZnSeウィンドウで「両面」が重要な2つの理由:
- 平行度 — 片面ラッピングはウェッジ誤差を蓄積します。両面を1回の固定パスで加工することで、2つの表面を数アーク秒以内に平行に保ちます。
- 応力バランス — ZnSeは脆く応力に敏感です。両面から均等に材料を除去することで、片面加工が導入するたわみを回避します。
CO₂レーザーウィンドウの場合、ラッピングの典型的な出力は次のとおりです。
- 公称値から±0.05 mm以内の厚さ
- 平行度 1分角以上
- 表面粗さ Ra 0.3–0.6 µm(最終研磨材のグレードによる)
- 標準的な窓径におけるTTV(総厚み変動) 5–15 µm
これらの数値は 研磨の 開始点であり、完成した窓の仕様ではありません。.
CO₂ ZnSe窓において両面ラップが重要な理由
CO₂レーザー窓には2つの面があり、レーザーは両方を通過します。2つの面間のどんなウェッジもビームを偏向させます。開口部全体にわたるどんな厚み変動も、透過する波面を歪ませます。不適切なラップによるどんなサブサーフェスダメージも、研磨を通して残り、完成品に散乱として現れます。.
ZnSeの3つの特性がラップの決定を左右します:
| 特性 | ラップへの影響 |
|---|---|
| クヌープ硬度 約120 kg/mm² | 軟らかい材料 — 過度の圧力は深いピッティングと研磨材の埋め込みを引き起こします |
| 脆く、破壊靭性が低い | 微小亀裂は容易に発生します。圧力と研磨材のサイズは制御する必要があります。 |
| 有毒なセレン含有量 | スラリーの封じ込めと廃棄物処理はプロセスの不可欠な部分であり、オプションではありません。 |
修正は 低圧・低摩耗のダブルサイドラップ — 単なる平面研磨セットアップではありません。一般的なガラスラップ用に作られた装置は、ZnSeに過度の圧力をかけ、下流の全工程で残存する欠陥を発生させることがよくあります。.
プロセスステップと一般的なパラメータ
ラップ工程は3つの研磨段階を経て、それぞれ粗さとサブサーフェスダメージを低減します。
ステージ1:粗ラップ(粗面出し)
上流の切断工程によるソーマークを除去し、初期の平面度を確立します。鋳鉄ラップ上で、通常25 µmのグリットのボンドまたはルースダイヤモンドを使用します。.
| パラメータ | 標準的な範囲 |
|---|---|
| 研磨材 | ダイヤモンド、25 µm |
| ラップ材 | 鋳鉄 |
| ラップ圧力 | 0.5–1.5 kPa |
| ラップ回転数 | 30–60 rpm |
| スラリー媒体 | 防錆剤入り水性 |
| 除去率 | 5~10 µm/分/面 |
| 出力Ra | 0.8~1.5 µm |
ステージ2:中間ラップ(表面の微調整)
ステージ1で残った表面の微調整とサブサーフェスダメージを低減します。ダイヤモンドは9~15 µmに低下します。.
| パラメータ | 標準的な範囲 |
|---|---|
| 研磨材 | ダイヤモンド、9~15 µm |
| ラップ材 | 鋳鉄または複合材 |
| ラップ圧力 | 0.3~0.8 kPa |
| ラップ回転数 | 30~50 rpm |
| 除去率 | 1~3 µm/分/面 |
| 出力Ra | 0.4~0.8 µm |
ステージ3:ファインラップ(プレポリッシュ準備)
最終ラップステージ。プレポリッシュ範囲まで粗さを調整し、ポリッシュで除去する必要のあるサブサーフェスダメージを最小限に抑えます。.
| パラメータ | 標準的な範囲 |
|---|---|
| 研磨材 | ダイヤモンド、3~6 µm |
| ラップ材 | 複合材またはピッチ含浸材 |
| ラップ圧力 | 0.2–0.5 kPa |
| 除去率 | 0.3–1 µm/分/面 |
| 出力Ra | 0.3–0.6 µm |
ステージ3の後、ウィンドウは研磨に進みます — ダイヤモンドとピッチの進行については、以下を参照してください。 セレン化亜鉛光学研磨 これにより、レーザーグレードの表面でRaが10 nm RMS未満になります。.
CVDインゴットからZnSeブランクを切断する上流の工程は、 ZnSeレンズ切断機 のページで説明されています。CVDブランクからコーティングされたウィンドウまでの全工程は、 ZnSe CO₂レーザー光学部品製造 概要をご覧ください。.
面形状とTTVの仕様
ラップされたZnSeウィンドウが研磨準備完了かどうかを決定する2つの指標は、面形状(平面度)とTTV(平行度)です。.
| 仕様 | 標準ターゲット | Why It Matters |
|---|---|---|
| 面精度 | HeNe 633 nmでλ/2 P-V | 研磨で修正する必要がある最大面形状誤差を設定します |
| TTV(Φ50 mmウィンドウ) | ≤ 10 µm | 両面のくさび角がビームを偏向させます |
| 平行度 | 1アーク分以下 | 同じビーム偏向の問題を角度で表現したもの |
| 表面粗さ Ra | 0.3–0.6 µm | ポリッシング除去の開始点を設定します |
| 地下ダメージ深度 | ピーク研磨材サイズの3倍以下 | ポリッシングですべて除去する必要があります |
材料参照: II-VI / Coherent CVD ZnSe そして Edmund Optics IR材料ガイド これらのターゲットが導出されるバルク材料特性を文書化します。.
一般的な欠陥とその回避方法
最終ラップ段階の後もTTVが高いのはなぜですか?
キャリアの摩耗またはラップの摩耗。ラップ中に窓を保持するプラネタリーキャリアは時間の経過とともに摩耗し、一度摩耗するとラップ面にわたる圧力を均等に保てなくなります。修正策は、欠陥が出現した後ではなく、定義されたサイクルでの計画的なキャリア交換です。.
ポリッシング後にピットや傷が現れるのはなぜですか?
過度に攻撃的なラップによるサブサーフェスダメージ。ZnSeは柔らかいです。ステージ3で過度の圧力または粗すぎる研磨材を使用すると、ポリッシュでは除去できないマイクロピットが残ります。これは、完成した窓の散乱として現れます。修正策は、ポリッシュで補正しようとするのではなく、圧力を下げ、より細かい中間段階を追加することです。.
ラップ後に表面がくすんで見えるのはなぜですか?
研磨材の埋め込み。ダイヤモンド粒子が柔らかいZnSe表面に押し込まれてそこに留まると、表面がくすんで見え、次の段階でそれらを取り除くことができません。修正策は、スラリー濃度の制御と、研磨材段階間のサイクル中の超音波洗浄です。.
なぜ部品の端が欠けるのですか?
キャリア内の支持されていないワークピースの端からのエッジ効果。窓の端での圧力分布は中央とは異なり、脆性材料ではその違いが欠けになります。修正は、ラップを開始する前にブランクにエッジ面取りを施すこと、およびオーバーサイズではなく部品に合わせてキャリアをサイズ設定することです。.
ZnSe ラッピング対研磨:それぞれのチェーンにおける位置
ラッピングと研磨はどちらも表面粗さを低減しますが、それらは異なる方法で行われ、異なる表面状態を生成します。
| 特性 | ラッピング | 研磨 |
|---|---|---|
| メカニズム | 機械的研磨 | 機械的+化学的 |
| 出力Ra | 0.3–0.6 µm | 10 nm RMS 未満 |
| 面精度 | λ/2 P-V | λ/10 P-V 以上 |
| Subsurface damage | 存在する、制御されている | 除去された |
| 除去率 | 高い | 低い |
| Function | 厚さ、平面度、平行度を確立する | レーザーグレードの表面を実現する |
ラッピングはバルク材料の除去と形状制御を処理します。研磨は表面品質と最終的な形状を処理します。不十分にラップされた窓は、研磨で救うことはできません。研磨除去率は、ラッピングで制御されるべき形状誤差を修正するには遅すぎます。.

Vimfun が ZnSe 窓メーカーをサポートする方法
Vimfun は、ZnSe 窓メーカーが切断、ラッピング、研磨、コーティング準備に必要な機器を供給しています。
- カッティング — ZnSeレンズ切断機 低張力ワイヤー供給と汚染管理されたクーラントで脆性II-VI材料用に設定
- 研磨 — セレン化亜鉛光学研磨 レーザーグレードの表面仕様に合わせたシステム
- プロセス統合 — 装置は当社の機械プラットフォームと共有しています 赤外線光学製造装置 ラインなので、ZnSe生産セルは再工具なしでGe、ZnS、CaF₂、Siにスケールアップします
新しいZnSeウィンドウラインを構築する場合、CO₂レーザーカッティングヘッド生産の能力をスケールアップする場合、またはΦ50 mm部品でTTVを10 µm以内に維持できない機器を交換する場合、ターゲットジオメトリ、スループット、および表面仕様をお送りください。類似の設置に基づいたサイクルタイムの見積もりと収率予測を含む設定済み提案を3営業日以内に返送します。.