ZnSe 윈도우 양면 래핑은 절단된 셀렌화아연 블랭크를 CO₂ 레이저 윈도우, 빔 스플리터 및 보호 커버에 필요한 평탄도, 평행도 및 표면 마감 범위로 가져오는 평면 표면 준비 단계입니다. 최종 연마는 아니지만, 코팅 균일성부터 투과 파면까지 모든 후속 파라미터는 래핑이 남기는 것에 따라 달라집니다.
이 가이드에서는 전체 ZnSe CO₂ 레이저 광학 제조 체인의 맥락에서 ZnSe 윈도우의 래핑 워크플로우를 다룹니다. ZnSe CO₂ 레이저 광학 제조 체인: 연마와 어떻게 다른지, 평탄도 및 TTV에 중요한 파라미터는 무엇인지, 결함이 어디서 발생하는지, 생산 실행을 위한 래핑 사양은 어떻게 지정하는지에 대해 설명합니다.

ZnSe 윈도우 양면 래핑이란 무엇인가요?
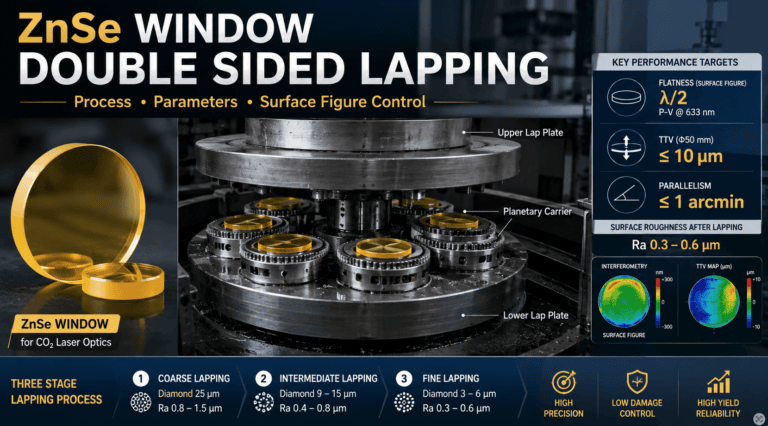
ZnSe 윈도우 양면 래핑은 셀렌화아연 윈도우 블랭크의 양면에서 재료를 동시에 연마하여 목표 두께, 평행도 및 사전 연마 표면 거칠기로 부품을 만드는 것입니다. 양면 래핑 기계에서 두 면을 동시에 작업하며, 윈도우는 다이아몬드 슬러리로 채워진 두 개의 회전하는 래핑 사이에 행성 캐리어에 고정됩니다.
ZnSe 윈도우에 “양면”이 중요한 두 가지 이유:
- 평행도 — 단면 래핑은 쐐기 오차를 축적합니다. 한 번의 고정 작업으로 양면을 처리하면 두 표면이 몇 아크초 이내로 평행하게 유지됩니다.
- 응력 균형 — ZnSe는 취약하고 응력에 민감합니다. 양면에서 동일한 양의 재료를 제거하면 단면 처리에서 발생하는 휨을 방지할 수 있습니다.
CO₂ 레이저 윈도우의 경우 래핑의 일반적인 결과는 다음과 같습니다.
- 공칭 값에서 ±0.05mm 이내의 두께
- 1분각보다 우수한 평행도
- 표면 거칠기 Ra 0.3–0.6 µm (최종 연마재 등급에 따라 다름)
- 표준 창 직경에서 TTV(총 두께 변동) 5–15 µm
이 수치들은 연마의 시작점이며, 완성된 창 사양이 아닙니다.
CO₂ ZnSe 창에 있어 양면 랩핑이 중요한 이유
CO₂ 레이저 창은 두 개의 표면을 가지며, 레이저는 두 표면 모두를 통과합니다. 두 면 사이의 어떤 쐐기 모양도 빔을 편향시킵니다. 개구부 전체에 걸친 두께 변동은 전달되는 파면을 왜곡시킵니다. 불량한 랩핑으로 인한 표면 아래 손상은 연마 과정에서도 지속되어 완성된 부품에서 산란으로 나타납니다.
ZnSe의 세 가지 특성이 랩핑 결정을 좌우합니다:
| 속성 | 랩핑에 대한 시사점 |
|---|---|
| Knoop 경도 ~120 kg/mm² | 부드러운 재질 — 과도한 압력은 깊은 피팅과 연마재 입자 박힘을 유발합니다. |
| 취성이 있고 파괴 인성이 낮음 | 미세 균열이 쉽게 발생합니다. 압력과 연마재 크기를 제어해야 합니다. |
| 독성 셀레늄 함유 | 슬러리 격리 및 폐기물 처리는 공정의 일부이며 선택 사항이 아닙니다. |
수정은 저압, 제어된 연마 방식의 양면 랩핑입니다. — 일반적인 평면 연삭 설정이 아닙니다. 일반적인 유리 랩핑용으로 제작된 장비는 종종 ZnSe에 과도한 압력을 가하고 다운스트림 전체에 걸쳐 살아남는 결함을 발생시킵니다.
공정 단계 및 일반적인 매개변수
랩핑 워크플로우는 세 가지 연마 단계로 진행되며, 각 단계는 거칠기와 표면 아래 손상을 모두 줄입니다.
1단계: 거친 랩핑 (초기 평탄화)
상류 절단 작업에서 발생한 톱 자국을 제거하고 초기 평탄도를 설정합니다. 주철 랩에 결합 또는 느슨한 다이아몬드, 일반적으로 25µm 입자를 사용합니다.
| 매개변수 | 일반적인 범위 |
|---|---|
| 연마재 | 다이아몬드, 25µm |
| 랩 재질 | 주철 |
| 랩 압력 | 0.5–1.5 kPa |
| 랩 회전 속도 | 30–60 rpm |
| 슬러리 용매 | 부식 억제제가 포함된 수성 기반 |
| 제거율 | 5–10 µm/min 면당 |
| 출력 Ra | 0.8–1.5 µm |
스테이지 2: 중간 래핑 (표면 개선)
스테이지 1에서 남은 표면 손상과 지하 손상을 개선합니다. 다이아몬드 크기가 9–15 µm로 줄어듭니다.
| 매개변수 | 일반적인 범위 |
|---|---|
| 연마재 | 다이아몬드, 9–15 µm |
| 랩 재질 | 주철 또는 복합 재료 |
| 랩 압력 | 0.3–0.8 kPa |
| 랩 회전 속도 | 30–50 rpm |
| 제거율 | 1–3 µm/min 면당 |
| 출력 Ra | 0.4–0.8 µm |
스테이지 3: 미세 래핑 (프리 폴리시 준비)
최종 래핑 단계입니다. 표면 거칠기를 프리 폴리시 범위로 가져오고 폴리싱에서 제거해야 하는 지하 손상을 최소화합니다.
| 매개변수 | 일반적인 범위 |
|---|---|
| 연마재 | 다이아몬드, 3–6 µm |
| 랩 재질 | 복합 재료 또는 피치 함침 |
| 랩 압력 | 0.2–0.5 kPa |
| 제거율 | 0.3–1 µm/min 면당 |
| 출력 Ra | 0.3–0.6 µm |
3단계 후 창은 연마로 이동합니다. — 참조 셀렌화아연 광학 연마 레이저 등급 표면의 Ra를 10nm RMS 미만으로 만드는 다이아몬드 및 피치 진행 상황을 확인하십시오.
CVD 잉곳에서 ZnSe 블랭크를 절단하는 상류 작업은 ZnSe lens cutting machine 페이지에 나와 있습니다. CVD 블랭크에서 코팅된 창까지의 전체 체인은 요약되어 있습니다. 개요를 참조하십시오.
ZnSe CO₂ 레이저 광학 장치 제조
표면 형상 및 TTV 사양.
| 사양 | 연마 준비가 된 ZnSe 창인지 여부를 결정하는 두 가지 지표는 표면 형상(평탄도)과 TTV(평행도)입니다. | Why It Matters |
|---|---|---|
| 표면 형상 | 일반적인 목표 | HeNe 633 nm에서 λ/2 P-V |
| 연마가 수정해야 하는 최대 형상 오차를 설정합니다. | TTV (Φ50 mm 창) | ≤ 10 µm |
| 평행도 | ≤ 1 arcmin | 동일한 빔 편향 문제, 각도로 표현됨 |
| 표면 거칠기 Ra | 0.3–0.6 µm | 연마 제거 시작점 설정 |
| 표면 아래 손상 깊이 | ≤ 3× 최대 연마 입자 크기 | 연마로 모두 제거해야 함 |
재료 참조: II-VI / Coherent CVD ZnSe 그리고 Edmund Optics IR 재료 가이드 이러한 목표가 파생되는 벌크 재료 특성을 문서화합니다.
일반적인 결함 및 피하는 방법
최종 랩핑 단계 후 TTV가 높은 이유는 무엇입니까?
캐리어 마모 또는 마모된 랩. 랩핑 중 창을 잡고 있는 행성 캐리어는 시간이 지남에 따라 마모되며, 마모되면 랩 표면 전체에 압력을 더 이상 균형 있게 유지하지 못합니다. 해결책은 결함이 나타난 후가 아니라 정의된 주기에 따라 예정된 캐리어 교체입니다.
연마 후 구덩이와 긁힘이 나타나는 이유는 무엇입니까?
과도한 랩핑으로 인한 표면 아래 손상. ZnSe는 부드럽습니다. 3단계에서 너무 많은 압력이나 너무 거친 연마재를 사용하면 연마로 제거할 수 없는 미세 구덩이가 남습니다. 이는 완성된 창에서 산란으로 나타납니다. 해결책은 연마에서 보상하려고 시도하는 대신 압력을 낮추고 더 고운 중간 단계를 추가하는 것입니다.
랩핑 후 표면이 흐릿하게 보이는 이유는 무엇입니까?
연마재가 박혀 있음. 다이아몬드 입자가 부드러운 ZnSe 표면에 눌려 남아 있으면 표면이 흐릿하게 보이고 다음 단계에서 이를 제거할 수 없습니다. 해결책은 슬러리 농도 제어와 연마 단계 간 중간 주기 초음파 세척입니다.
부품이 가장자리에서 깨지는 이유는 무엇입니까?
캐리어에서 지지되지 않은 작업물 가장자리로 인한 가장자리 효과. 창 가장자리에서의 압력 분포는 중앙과 다르며, 취성 재료에서는 그 차이가 깨짐으로 나타납니다. 해결책은 연마가 시작되기 전에 블랭크에 가장자리 베벨을 적용하고, 부품보다 크지 않은 캐리어를 사용하는 것입니다.
ZnSe 연마 vs 폴리싱: 각 단계에서의 역할
연마와 폴리싱 모두 표면 거칠기를 줄이지만, 서로 다른 방식으로 작동하며 다른 표면 상태를 만듭니다.
| 속성 | 래핑 | 연마 |
|---|---|---|
| 메커니즘 | 기계적 연마 | 기계적 + 화학적 |
| 출력 Ra | 0.3–0.6 µm | 10nm RMS 미만 |
| 표면 형상 | λ/2 P-V | λ/10 P-V 또는 그 이상 |
| Subsurface damage | 존재, 제어됨 | 제거됨 |
| 제거율 | 높은 | 낮은 |
| Function | 두께, 평탄도, 평행도 설정 | 레이저 등급 표면 달성 |
연마는 벌크 재료 제거 및 형상 제어를 담당합니다. 폴리싱은 표면 품질 및 최종 형상을 담당합니다. 연마가 잘못된 창은 폴리싱으로 복구할 수 없습니다. 폴리싱 제거율이 너무 느려서 연마 단계에서 제어되었어야 할 형상 오류를 수정할 수 없습니다.

Vimfun이 ZnSe 창 제조업체를 지원하는 방법
Vimfun은 ZnSe 창 생산자가 절단, 연마, 폴리싱 및 코팅 준비에 필요한 장비를 공급합니다.
- 절단 — ZnSe lens cutting machine 저장력 와이어 공급 및 오염 제어 냉각수를 갖춘 취약한 II-VI 재료용으로 구성
- 연마 — 셀렌화아연 광학 연마 레이저 등급 표면 사양에 맞는 시스템
- 공정 통합 — 장비는 기계식 플랫폼을 공유합니다. 적외선 광학 제조 장비 라인, 따라서 ZnSe 생산 셀은 재공구 없이 Ge, ZnS, CaF₂, Si로 확장됩니다.
새로운 ZnSe 윈도우 라인을 구축하거나, CO₂ 레이저 절단 헤드 생산 용량을 확장하거나, Φ50mm 부품에서 10µm 이내의 TTV를 유지할 수 없는 장비를 교체하는 경우, 목표 형상, 처리량 및 표면 사양을 보내주십시오. 유사한 설치를 기반으로 한 사이클 시간 추정치 및 수율 예측을 포함한 구성된 제안서를 3영업일 이내에 보내드립니다.