Двусторонняя притирка окон из SeZn — это этап подготовки плоской поверхности, который доводит разрезанную заготовку из селенида цинка до уровня плоскостности, параллельности и чистоты поверхности, требуемых для окон CO₂-лазеров, светоделителей и защитных крышек. Это не окончательная полировка, но каждый последующий параметр, от равномерности покрытия до прошедшей волны, зависит от того, что остается после притирки.
Данное руководство охватывает рабочий процесс притирки окон из SeZn в контексте полной производственной цепочки изготовления ИК-оптики CO₂-лазеров из SeZn: как процесс отличается от полировки, какие параметры важны для плоскостности и TTV, откуда берутся дефекты и как специфицировать притирку для производственных партий.

Что такое двусторонняя притирка окон из SeZn?
Двусторонняя притирка окон из SeZn — это одновременное абразивное удаление материала с обеих сторон заготовки окна из селенида цинка для достижения целевой толщины, параллельности и шероховатости поверхности перед полировкой. Обе стороны обрабатываются одновременно на станке для двусторонней притирки, при этом окно удерживается в планетарном держателе между двумя вращающимися притирами, заряженными алмазной суспензией.
Две причины, по которым “двусторонняя” имеет значение для окон из SeZn:
- Параллельность — односторонняя притирка накапливает ошибку клина; обработка обеих сторон за один проход приспособления сохраняет две поверхности параллельными в пределах нескольких угловых секунд
- Баланс напряжений — SeZn хрупкий и чувствительный к напряжениям; удаление одинакового количества материала с обеих сторон позволяет избежать изгиба, который вносит односторонняя обработка
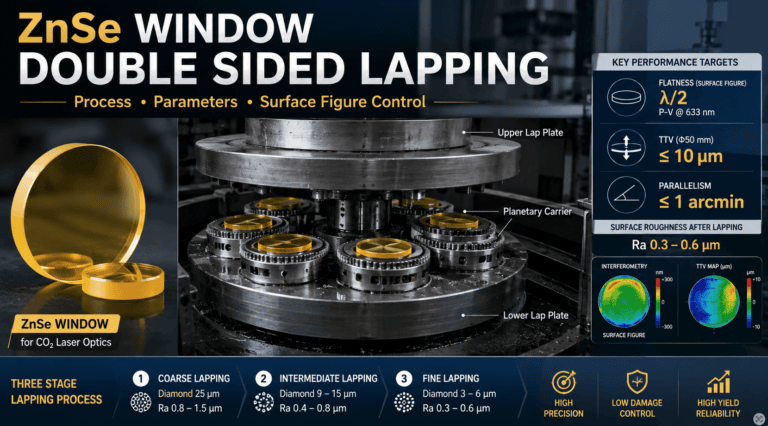
Для окон CO₂-лазеров типичным результатом притирки является:
- Толщина в пределах ±0,05 мм от номинальной
- Параллельность лучше 1 угловой минуты
- Шероховатость поверхности Ra 0,3–0,6 мкм (в зависимости от конечной зернистости абразива)
- TTV (общий перепад толщины) 5–15 мкм для стандартных диаметров окон
Эти цифры являются отправной точкой для полировки, а не спецификацией готового окна.
Почему двусторонняя шлифовка важна для окон из ZnSe для CO₂-лазеров
Окна для CO₂-лазеров имеют две поверхности, и лазер проходит через обе. Любой перекос между двумя гранями отклоняет луч. Любой перепад толщины по всей апертуре искажает прошедшую фронт волны. Любые подповерхностные повреждения от плохой шлифовки сохраняются после полировки и проявляются как рассеяние в готовой детали.
Три свойства ZnSe определяют решения по шлифовке:
| Свойство | Влияние на шлифовку |
|---|---|
| Твердость по Кнупу ~120 кг/мм² | Мягкий материал — избыточное давление вызывает глубокие раковины и внедрение абразива |
| Хрупкий, низкая трещиностойкость | Микротрещины легко возникают; давление и размер абразива должны контролироваться |
| Токсичное содержание селена | Содержание суспензии и утилизация отходов являются частью процесса, а не опцией |
Исправление — это низкотемпературная, контролируемая абразивная двусторонняя шлифовка — не просто любая установка для плоскостной шлифовки. Оборудование, предназначенное для общей шлифовки стекла, часто чрезмерно давит на ZnSe и создает дефекты, которые сохраняются на протяжении всей последующей обработки.
Этапы процесса и типичные параметры
Рабочий процесс шлифовки проходит в три абразивные стадии, каждая из которых снижает как шероховатость, так и подповерхностные повреждения:
Стадия 1: Грубая шлифовка (черновая плоскостность)
Удаляет следы от пилы после предыдущей операции резки и устанавливает начальную плоскостность. Используется алмаз с связующим веществом или свободный алмаз, обычно зернистостью 25 мкм на чугунных шлифовальных кругах.
| Параметр | Типичный диапазон |
|---|---|
| Абразив | Алмаз, 25 мкм |
| Материал шлифовального круга | Чугун |
| Давление шлифовки | 0,5–1,5 кПа |
| Скорость вращения шлифовального круга | 30–60 об/мин |
| Носитель суспензии | На водной основе с ингибитором коррозии |
| Скорость удаления | 5–10 мкм/мин на сторону |
| Выход Ra | 0,8–1,5 мкм |
Этап 2: Промежуточная притирка (улучшение поверхности)
Улучшает поверхность и уменьшает повреждения под поверхностью, оставшиеся после Этапа 1. Алмазная крошка снижается до 9–15 мкм.
| Параметр | Типичный диапазон |
|---|---|
| Абразив | Алмазная крошка, 9–15 мкм |
| Материал шлифовального круга | Чугун или композит |
| Давление шлифовки | 0,3–0,8 кПа |
| Скорость вращения шлифовального круга | 30–50 об/мин |
| Скорость удаления | 1–3 мкм/мин на сторону |
| Выход Ra | 0,4–0,8 мкм |
Этап 3: Финишная притирка (подготовка к полировке)
Финальный этап притирки. Доводит шероховатость до диапазона предварительной полировки и минимизирует повреждения под поверхностью, которые придется удалять при полировке.
| Параметр | Типичный диапазон |
|---|---|
| Абразив | Алмазная крошка, 3–6 мкм |
| Материал шлифовального круга | Композит или пропитанный смолой |
| Давление шлифовки | 0,2–0,5 кПа |
| Скорость удаления | 0,3–1 мкм/мин на грань |
| Выход Ra | 0,3–0,6 мкм |
После Этапа 3 окно поступает на полировку — см. Полировка оптики из селенида цинка для алмазно-смоляной последовательности, которая доводит Ra ниже 10 нм RMS для поверхностей лазерного качества.
Предшествующая операция, вырезка заготовки ZnSe из слитка CVD, описана на Машина для резки линз из ZnSe странице. Вся цепочка от заготовки CVD до покрытого окна обобщена на Производство оптики для CO₂-лазеров из ZnSe обзоре.
Спецификации плоскостности поверхности и TTV
Два параметра, определяющие готовность притертого окна из ZnSe к полировке, — это плоскостность поверхности (flatness) и TTV (параллельность).
| Технические характеристики | Типичная цель | Почему это важно |
|---|---|---|
| Точность поверхности | λ/2 P-V при HeNe 633 нм | Устанавливает максимальную ошибку формы, которую должна исправить полировка |
| TTV (окно Φ50 мм) | ≤ 10 мкм | Угол клина между двумя гранями отклоняет луч |
| Параллельность | ≤ 1 угловой минуты | Та же проблема отклонения луча, выраженная в виде угла |
| Шероховатость поверхности Ra | 0,3–0,6 мкм | Устанавливает начальную точку для удаления при полировке |
| Глубина подповерхностного повреждения | ≤ 3× пикового размера абразива | Полировка должна удалить все это |
Материал ссылки: II-VI / Coherent CVD ZnSe и Руководство по ИК-материалам Edmund Optics документировать свойства объемного материала, из которых получены эти значения.
Распространенные дефекты и как их избежать
Почему TTV остается высоким после финальной стадии притирки?
Износ или изношенные притиры. Планетарные держатели, которые удерживают окна во время притирки, со временем изнашиваются, и, будучи изношенными, они больше не уравновешивают давление по всей поверхности притира. Решение — плановая замена держателей по установленному графику, а не после появления дефектов.
Почему после полировки появляются ямки и царапины?
Повреждение под поверхностью от чрезмерно агрессивной притирки. ZnSe — мягкий материал. Слишком большое давление или слишком грубый абразив на этапе 3 оставляют микроскопические ямки, которые полировка не может удалить — они проявляются как рассеяние в готовом окне. Решение — снижение давления и добавление более тонкой промежуточной стадии вместо попытки компенсировать это при полировке.
Почему поверхность выглядит мутной после притирки?
Внедренный абразив. Когда частицы алмаза вдавливаются в мягкую поверхность ZnSe и остаются там, поверхность выглядит мутной, и следующая стадия не может их удалить. Решение — контроль концентрации суспензии плюс ультразвуковая очистка в середине цикла между абразивными стадиями.
Почему деталь скалывается по краям?
Краевой эффект от неподдерживаемых краев заготовки в держателе. Распределение давления по краю окна отличается от центра, и на хрупком материале эта разница приводит к сколам. Решение — снятие фаски по краям заготовки перед началом притирки, а также использование держателей, подогнанных под размер детали, а не увеличенных.
Притирка ZnSe против полировки: где каждое из них занимает свое место в цепочке
Притирка и полировка оба уменьшают шероховатость поверхности, но делают это по-разному и дают разные состояния поверхности:
| Свойство | Полировка | Полировка |
|---|---|---|
| Механизм | Механический абразив | Механический + химический |
| Выход Ra | 0,3–0,6 мкм | < 10 нм RMS |
| Точность поверхности | λ/2 P-V | λ/10 P-V или лучше |
| Subsurface damage | Присутствует, контролируемый | Удален |
| Скорость удаления | Высокий | Низкий |
| Function | Установить толщину, плоскостность, параллельность | Достичь поверхности лазерного качества |
Притирка отвечает за удаление основного материала и контроль геометрии. Полировка отвечает за качество поверхности и окончательную форму. Плохо притертое окно нельзя исправить полировкой — скорость удаления материала при полировке слишком мала, чтобы исправить ошибки формы, которые должны были быть контролируемы на этапе притирки.

Как Vimfun поддерживает производителей окон из ZnSe
Vimfun поставляет оборудование, которое производители окон из ZnSe нуждаются на этапах резки, притирки, полировки и подготовки к нанесению покрытий:
- Резка — Машина для резки линз из ZnSe настроен для хрупких материалов II-VI с подачей проволоки под низким натяжением и охлаждающей жидкостью с контролируемым загрязнением
- Полировка — Полировка оптики из селенида цинка системы, соответствующие спецификациям поверхности лазерного качества
- Интеграция процесса — оборудование использует те же механические платформы, что и наша центре оборудования для производства инфракрасной оптики линия, поэтому производственная ячейка ZnSe масштабируется до Ge, ZnS, CaF₂ и Si без переналадки
Если вы строите новую линию по производству окон из ZnSe, масштабируете мощности для производства режущих головок для лазерной резки CO₂ или заменяете оборудование, которое не может обеспечить TTV в пределах 10 мкм на деталях Φ50 мм, отправьте нам вашу целевую геометрию, производительность и спецификацию поверхности. Мы предоставим вам настроенное предложение в течение 3 рабочих дней, включая оценки времени цикла и прогнозы выхода на основе аналогичных установок.