El pulido de doble cara de ventanas de ZnSe es el paso de preparación de la superficie plana que lleva un disco cortado de selenuro de zinc al rango de planitud, paralelismo y acabado superficial requerido por las ventanas de láser de CO₂, los divisores de haz y las cubiertas protectoras. No es el pulido final, pero cada parámetro posterior, desde la uniformidad del recubrimiento hasta la onda transmitida, depende de lo que deje el pulido.
Esta guía cubre el flujo de trabajo de pulido para ventanas de ZnSe en el contexto de la cadena completa de fabricación de óptica láser de CO₂ de ZnSe cadena de fabricación de óptica láser de CO₂ de ZnSe: cómo el proceso difiere del pulido, qué parámetros son importantes para la planitud y el TTV, de dónde provienen los defectos y cómo especificar el pulido para tiradas de producción.

¿Qué es el pulido de doble cara de ventanas de ZnSe?
El pulido de doble cara de ventanas de ZnSe es la eliminación abrasiva simultánea de material de ambas caras de un disco de selenuro de zinc para llevar la pieza al espesor objetivo, paralelismo y rugosidad superficial previa al pulido. Ambas caras se trabajan al mismo tiempo en una máquina de pulido de doble cara, con la ventana sujeta en un portador planetario entre dos discos de pulido giratorios cargados con una suspensión de diamante.
Dos razones por las que el “doble cara” es importante para las ventanas de ZnSe:
- Paralelismo — el pulido de una sola cara acumula errores de acuñamiento; hacer ambas caras en una sola pasada de fijación mantiene las dos superficies paralelas a unas pocas arcosegundos
- Equilibrio de tensiones — el ZnSe es frágil y sensible a las tensiones; eliminar material igual de ambas caras evita la deformación que introduce el procesamiento de una sola cara
Para las ventanas de láser de CO₂, el resultado típico del pulido es:
- Espesor dentro de ±0.05 mm del nominal
- Paralelismo mejor que 1 minuto de arco
- Rugosidad superficial Ra 0.3–0.6 µm (dependiendo del grado de abrasivo final)
- TTV (variación total de espesor) de 5–15 µm en diámetros de ventana estándar
Estos números son el punto de partida para el pulido, no la especificación de la ventana terminada.
Por qué el lapeado de doble cara es importante para las ventanas de CO₂ ZnSe
Las ventanas de láser de CO₂ tienen dos superficies, y el láser pasa a través de ambas. Cualquier desalineación entre las dos caras desvía el haz. Cualquier variación de espesor en la apertura distorsiona el frente de onda transmitido. Cualquier daño subsuperficial por un lapeado deficiente se traslada al pulido y aparece como dispersión en la pieza terminada.
Tres propiedades del ZnSe impulsan las decisiones de lapeado:
| Propiedad | Implicación para el lapeado |
|---|---|
| Dureza Knoop ~120 kg/mm² | Material blando: la sobrepresión causa picaduras profundas y abrasivo incrustado |
| Frágil, baja tenacidad a la fractura | Las microfisuras se inician fácilmente; la presión y el tamaño del abrasivo deben controlarse |
| Contenido tóxico de selenio | La contención de lodos y el manejo de residuos son parte del proceso, no opcionales |
La solución es un lapado de doble cara de baja presión y abrasión controlada — no cualquier configuración de rectificado plano. El equipo construido para el lapado general de vidrio a menudo aplica demasiada presión al ZnSe y siembra defectos que sobreviven a toda la cadena posterior.
Pasos del proceso y parámetros típicos
El flujo de trabajo de lapado se ejecuta en tres etapas abrasivas, cada una reduciendo tanto la rugosidad como el daño subsuperficial:
Etapa 1: Lapado grueso (aplanamiento aproximado)
Elimina las marcas de sierra de la operación de corte aguas arriba y establece la planitud inicial. Utiliza diamante aglutinado o suelto, típicamente de grano de 25 µm en lapas de hierro fundido.
| Parámetro | Rango típico |
|---|---|
| Abrasivo | Diamante, 25 µm |
| Material de la lapa | Hierro fundido |
| Presión de la lapa | 0.5–1.5 kPa |
| Rotación de la lapa | 30–60 rpm |
| Vehículo de suspensión | A base de agua con inhibidor de corrosión |
| Tasa de eliminación | 5–10 µm/min por cara |
| Salida Ra | 0.8–1.5 µm |
Etapa 2: Lapeado intermedio (refinar la superficie)
Refina la superficie y reduce el daño subsuperficial dejado por la Etapa 1. El diamante se reduce a 9–15 µm.
| Parámetro | Rango típico |
|---|---|
| Abrasivo | Diamante, 9–15 µm |
| Material de la lapa | Hierro fundido o compuesto |
| Presión de la lapa | 0.3–0.8 kPa |
| Rotación de la lapa | 30–50 rpm |
| Tasa de eliminación | 1–3 µm/min por cara |
| Salida Ra | 0.4–0.8 µm |
Etapa 3: Lapeado fino (preparación para pre-pulido)
Etapa final de lapeado. Lleva la rugosidad al rango de pre-pulido y minimiza el daño subsuperficial que el pulido tiene que eliminar.
| Parámetro | Rango típico |
|---|---|
| Abrasivo | Diamante, 3–6 µm |
| Material de la lapa | Compuesto o impregnado de pez |
| Presión de la lapa | 0.2–0.5 kPa |
| Tasa de eliminación | 0.3–1 µm/min por cara |
| Salida Ra | 0.3–0.6 µm |
Después de la Etapa 3, la ventana pasa a pulido — véase Pulido de óptica de selenuro de zinc para la progresión de diamante y brea que lleva Ra por debajo de 10 nm RMS para superficies de grado láser.
La operación anterior, el corte de la pieza en bruto de ZnSe de un lingote CVD, se cubre en la Máquina de corte de lentes de ZnSe página. Toda la cadena desde la pieza en bruto CVD hasta la ventana recubierta se resume en la Fabricación de óptica para láser de CO₂ de ZnSe descripción general.
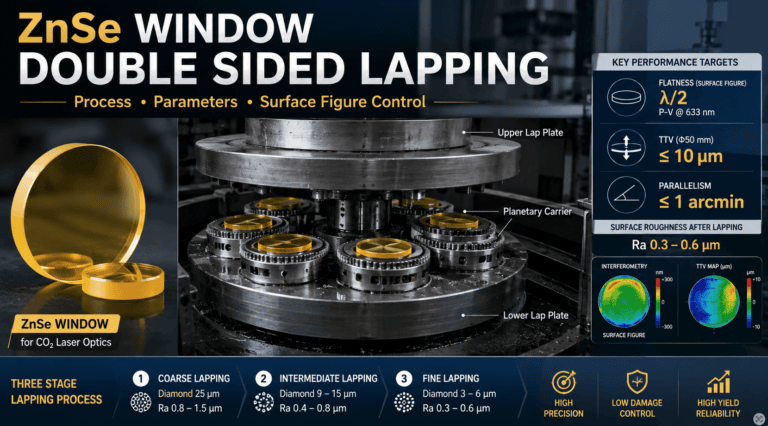
Especificaciones de figura de superficie y TTV
Las dos métricas que determinan si una ventana de ZnSe lapeada está lista para pulir son la figura de superficie (planitud) y la TTV (paralelismo).
| Especificación | Objetivo Típico | Why It Matters |
|---|---|---|
| Figura de superficie | λ/2 P-V en HeNe 633 nm | Establece el error de figura máximo que el pulido tiene que corregir |
| TTV (ventana de Φ50 mm) | ≤ 10 µm | El ángulo de inclinación entre las dos caras desvía el haz |
| Paralelismo | ≤ 1 arcmin | Mismo problema de deflexión del haz, expresado como ángulo |
| Rugosidad superficial Ra | 0.3–0.6 µm | Establece el punto de partida para la eliminación del pulido |
| Profundidad de daño subsuperficial | ≤ 3× tamaño pico abrasivo | El pulido tiene que eliminar todo |
Referencia del material: II-VI / Coherent CVD ZnSe y Guía de materiales IR de Edmund Optics documentar las propiedades del material a granel de las que se derivan estos objetivos.
Defectos comunes y cómo evitarlos
¿Por qué TTV sigue siendo alto después de la etapa final de lijado?
Desgaste del portador o portadores desgastados. Los portadores planetarios que sujetan las ventanas durante el lijado se desgastan con el tiempo y, una vez desgastados, ya no equilibran la presión en la cara del disco de lijado. La solución es el reemplazo programado del portador en un ciclo definido, no después de que aparezcan los defectos.
¿Por qué aparecen picaduras y arañazos después del pulido?
Daño subsuperficial por lijado demasiado agresivo. El ZnSe es blando. Demasiada presión o un abrasivo demasiado grueso en la Etapa 3 deja micro-picaduras que el pulido no puede eliminar; aparecen como dispersión en la ventana terminada. La solución es reducir la presión y agregar una etapa intermedia más fina en lugar de intentar compensar en el pulido.
¿Por qué la superficie se ve opaca después del lijado?
Abrasivo incrustado. Cuando las partículas de diamante se presionan en la superficie blanda de ZnSe y permanecen allí, la superficie se ve opaca y la siguiente etapa no puede eliminarlas. La solución es el control de la concentración de la suspensión más la limpieza ultrasónica a mitad de ciclo entre las etapas de abrasivo.
¿Por qué se astilla la pieza en los bordes?
Efecto de borde por bordes de pieza de trabajo sin soporte en el portador. La distribución de la presión en el borde de una ventana es diferente del centro, y en un material frágil, esa diferencia se convierte en astillado. La solución son los biseles de borde en el blanco antes de que comience el pulido, además de portadores dimensionados a la pieza en lugar de sobredimensionados.
Lapeado vs. Pulido de ZnSe: Dónde Encaja Cada Uno en la Cadena
Tanto el lapeado como el pulido reducen la rugosidad de la superficie, pero lo hacen de manera diferente y producen estados de superficie diferentes:
| Propiedad | Pulido | Pulido |
|---|---|---|
| Mecanismo | Abrasión mecánica | Mecánica + química |
| Salida Ra | 0.3–0.6 µm | < 10 nm RMS |
| Figura de superficie | λ/2 P-V | λ/10 P-V o mejor |
| Subsurface damage | Presente, controlado | Eliminado |
| Tasa de eliminación | Alta | Bajo |
| Function | Establecer espesor, planitud, paralelismo | Lograr superficie de grado láser |
El lapeado se encarga de la eliminación del material a granel y el control de la geometría. El pulido se encarga de la calidad de la superficie y la figura final. Una ventana mal lapeada no se puede salvar con pulido: la tasa de eliminación del pulido es demasiado lenta para corregir errores de figura que deberían haberse controlado en el lapeado.

Cómo Vimfun Soporta a los Fabricantes de Ventanas de ZnSe
Vimfun suministra el equipo que los productores de ventanas de ZnSe necesitan en corte, lapeado, pulido y preparación para el recubrimiento:
- Corte — Máquina de corte de lentes de ZnSe configurado para materiales II-VI frágiles con alimentación de alambre de baja tensión y refrigerante controlado por contaminación
- Pulido — Pulido de óptica de selenuro de zinc sistemas adaptados a las especificaciones de superficie de grado láser
- Integración de procesos — el equipo comparte plataformas mecánicas con nuestra fabricación de óptica infrarroja línea, por lo que una celda de producción de ZnSe se escala a Ge, ZnS, CaF₂ y Si sin re-herramientas
Si está construyendo una nueva línea de ventanas de ZnSe, escalando la capacidad para la producción de cabezales de corte láser de CO₂, o reemplazando equipos que no pueden mantener TTV dentro de 10 µm en piezas de Φ50 mm, envíenos su geometría objetivo, rendimiento y especificación de superficie. Le devolveremos una propuesta configurada en 3 días hábiles, incluyendo estimaciones de tiempo de ciclo y proyecciones de rendimiento basadas en instalaciones similares.