赤外線レンズで完璧な表面をどのように実現できますか?私は赤外線光学部品製造業界で15年以上の経験があります。多くの機械を見てきました。しかし、一つ特別なものがあります – ZnSe ZnS光学部品研削盤です。.
この機械がどのようなものか、この記事で説明します。表面品質をどのように調整するかをお見せします。他の可能性と比較します。実際の例を提供します。そして、最もよく寄せられる質問に答えます。.
ZnSe ZnS光学部品研削盤とは何か、そしてなぜ重要なのか?
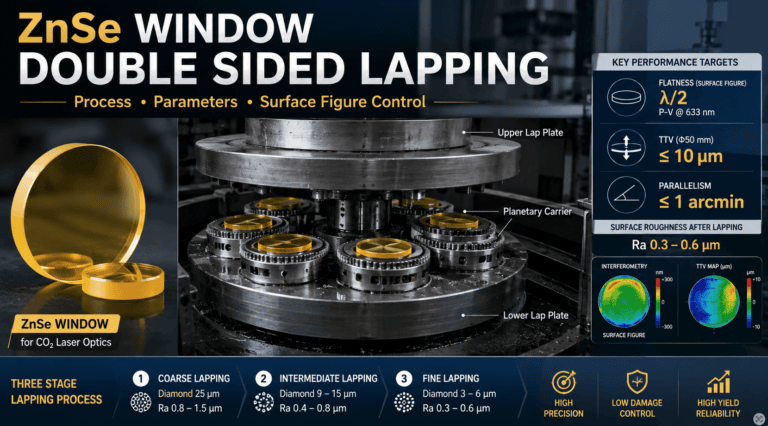
A ZnSe ZnS 光学研磨機 は一つの目的のために作られています。セレン化亜鉛と硫化亜鉛のレンズを成形し、研磨します。これらは繊細で壊れやすい結晶です。サーマルカメラ、レーザーカッター、防衛システムで使用されます。通常のグラインダーでは傷つけたり壊したりします。この作業は、カルコゲナイド光学部品の研削用に設計された機械でしかうまくできません。.
これは低振動スピンドル機械設計です。強力なサーボ制御を備えています。固定プログラムで動作します。その結果、最も厳格な赤外線テストをパスするレンズが得られます。欠陥のあるレンズは、カメラ全体やレーザーシステムをダメにする可能性があります。だからこそ、適切な精密光学部品加工セットアップを持つことが非常に重要なのです。.

ZnSeおよびZnS材料特性と研削要件の比較
| 特性 | ZnSe | ZnS | 研削の必要性 |
| 硬度(ヌープ硬度) | 120 KHN | 160 KHN | ファインアブレシブホイール |
| 破壊靭性 | Very Low | 低い | 低フォースフィード制御 |
| IR伝送 | 0.5–22 µm | 0.4–14 µm | サブnm表面仕上げ |
| 熱感度 | 高い | ミディアム | クーラント温度制御 |
高精度研削盤はどのようにして光学表面を制御するのか?
表面制御は、IRレンズ製造における最も困難な要素です。高精度研削盤はサーボ研削システムです。フィードレート、ホイール圧力、スピンドル速度を同時に調整します。. PLC制御研削盤 オペレーターがプログラムを保存できます。.
レンズの種類ごとに独自のソフトウェアがあります。機械は毎回同じ方法でこれを実行します。クーラントの流れはレンズを冷却します。また、研削くずも除去します。表面仕上げは1nm未満のRa値を持っています。このレベルでは、レーザーおよびサーマルイメージング用のレンズが指定されています。.
A. サーボモータ研削システム
サーボモータ研削システムは、各軸の動きを制御します。リアルタイムの力を伝えます。圧力を即座に調整します。これにより、微細な亀裂の発生を防ぎます。また、レンズ全体の表面レベルを維持します。.
B. PLC制御研削盤
PLC制御研削盤には、レンズの種類ごとに保存されたレシピがあります。オペレーターは画面からレシピを選択します。機械が残りを処理します。手動クランクはありません。仮説もありません。結果は常に同じです。.
サーフェス制御比較
| パラメータ | 手動研削 | CNC研削 | ZnSe ZnS グラインダー |
| 表面粗さ(Ra) | >10 nm | 2–5 nm | <1 nm |
| リピータビリティ | 低い | ミディアム | 高 (±0.5 µm) |
| ZnSe のクラックリスク | Very High | ミディアム | Very Low |
| サイクルタイム | Slow | 中程度 | 高速かつ一貫性 |
サーフェス品質を制御する主要機能
- 低振動スピンドル – 軟らかい結晶のチャタリングマークを停止
- リアルタイムフォースフィードバック – 圧力を自動調整
- マルチステージ研磨 – 同じ機械に組み込み
- クーラント温度制御 – レンズの熱割れを防止
- プログラム可能な振動 – 大きなレンズ全体に均一な研削を提供
ZnSe ZnS レンズ研削は、業界セクターによってどのように異なりますか?
各セクションで表面の品質は同じではありません。防衛用レンズには最も厳密な仕様が必要です。医療用レンズには滑らかな角が必要です。レーザーレンズには、非常に大きなパワーに耐えられる平坦で滑らかな面が必要です。.
の ZnSe ZnS レンズ研削 手順は目的ごとに異なります。光学表面研削盤は、砥石、送り速度、クーラントを変更することでこれに対応します。業界を知ることは、適切な機器構成を選択するのに役立ちます。.
セクター比較:ZnSe ZnS 研削仕様
| Sector | 表面 Ra 目標値 | 主な課題 | 機械の優先順位 |
| 防衛 / 軍事用 IR | <0.5 nm | 散乱と波面 | ファインホイール + PLC |
| 医療用サーマルイメージング | <1 nm | Edge chipping | 低振動スピンドル |
| 産業用 CO2 レーザー | <2 nm | 高出力損傷 | フラット面制御 |
| 研究開発/ラボ用光学機器 | 1~5 nm | 柔軟な仕様範囲 | プログラム可能なレシピ |
ZnSe ZnS光学研磨機の利点
- 脆性IR結晶におけるサブナノメートル仕上げ
- 手動または従来のCNC研磨と比較したスクラップ率の低減
- PLC自動化により、各バッチで同様の結果を保証
- フラットおよびカーブのIRレンズの両方に対応
ZnSe ZnS光学研磨機の欠点
- 初期投資は従来のCNC研磨機よりも高額
- ホイールの取り付けとドレッシングには資格のある担当者が必要
- シリコンのような硬い結晶には、改造なしでは機能しない
ZnSeおよびZnSグラインダーを使用した精密光学機械加工の実際の例は何ですか?
実際の工場。実際の成果。実際の物語。中国、ドイツ、米国の一部の企業がIR光学研磨装置に移行しました。それらはすべて品質の大幅な向上を遂げています。スクラップ率が低下しました。サイクルタイムが短縮されました。.
より多くのレンズが波面テストを通過しました。これらの装置は、大口径光学系用に最大200mm幅のレンズを研磨できます。表面形状誤差は0.5μm未満です。適切な光学研磨装置はすぐに元が取れます。.
ZnSe ZnS グラインダーの実生産
| ケース | Sector | Machine Type | Result | 主要な利点 |
| 1 | 防衛用IRカメラ | PLC ZnSe グラインダー | Ra 0.6 nm 未満 | スクラップ率 40% 低減 |
| 2 | CO2レーザーOEM | 球面光学グラインダー | 平面レンズ 0.8 nm Ra | 歩留まり 30% 向上 |
| 3 | 医療用サーマルイメージング | 低振動IRグラインダー | 150mmレンズでエッジチップゼロ | 全ロットがテストを通過 |
| 4 | 研究開発ラボ | サーボモーターグラインダー | 12個のレンズレシピを保存 | プロトタイピングが3倍高速に |
これらの機械を使用するセクター
- 暗視および熱画像(防衛および商業)
- 産業用CO2およびファイバーレーザー機械
- 医療用赤外線機器
- 宇宙および航空宇宙センサー
- 大学の研究およびフォトニクスラボ
IR光学研削盤に求めるべき機能は何ですか?
間違ったコンピューターを購入することは、高価な間違いです。ZnSeおよびZnSレンズの場合、スピンドルは低振動スピンドルマシンタイプである必要があります。振動はレンズ表面に記録されます。制御はPLC制御の研削盤システムである必要があります。.
アプリケーションを迅速に記憶および保存できます。機械が取り付けることができる最大のレンズを確認してください。大口径光学研削およびレンズには、より大きなワークテーブルが必要です。購入する前に、必ずクーラントとホイールの代替品を確認してください。.
ZnSe ZnS研削装置の機能チェックリスト
- 精密スピンドルまたは低振動エアベアリング
- リアルタイムフィードバック付きマルチ軸サーボモーター
- 高速レンズ交換のためのPLCレシピ保存
- プロセス中の直径および半径測定
- ダイヤモンド、CBN、レジンボンドホイールに適しています
- 統合されたクーラントフィルターと温度制御
ZnSe ZnS光学研削盤に関するFAQ
ZnSe ZnS光学研削盤は通常のCNC研削盤とどう違うのですか?
標準的なCNC研削盤は、硬質金属またはセラミックに使用されます。ZnSとZnSeは脆く柔らかいです。2.過度の応力で破損します。特殊なZnSe ZnS光学研削盤には、低振動スピンドルが使用されています。ゆっくりと削ります。柔らかいIR結晶にはダイヤモンドホイールを使用します。.
フォースフィードバックサーボによりマイクロクラックの発生を防ぎます
ZnSeとZnSの硬度に合わせたダイヤモンドホイール
PLCプログラミングにより、すべてのサイクルが同じになります
IRレンズ用高精度研削盤でどのような表面仕上げが得られますか?
IRレンズ用高精度研削盤では、Ra値が1 nm未満になる可能性があります。一部のバージョンでは、研磨後に最大0.3〜0.5 nm Raを達成できます。そこに到達するために、機械は多段階のサイクルを経ます。各ステップで表面が目標に近づきます。.
ラフグラインド:バルク材料を迅速に除去します
ファイングラインド:表面を5 nm Ra以内に仕上げます
ポリッシュステージ:最終的なサブnm仕上げ
PLC制御の研削盤は使いやすいですか?
はい。PLC制御の研削盤には、レンズの種類ごとにレシピがあります。オペレーターは適切なレシピを選択して開始ボタンを押すだけです。機械は速度、送り、保持時間を自動的に制御します。トレーニングは短時間です。間違いはまれです。.
タッチスクリーンによるレシピ選択 – 手動ノブなし
多くのレンズタイプに対応したレシピを保存
設定範囲外になると自動停止
球面光学研磨機で大きなレンズを扱えますか?
はい。ZnSeおよびZnS光学用の球面研磨機は、最大200mm径のレンズを処理できます。.
大口径光学研磨の場合、購入前に最大ワークサイズ仕様を確認してください。.
一部のバリアントでは、最大200mm径のレンズを使用できます
大口径レンズの表面形状誤差は0.5μm未満
フラットおよびカーブIRレンズ形状の両方に対応
カルコゲナイド光学研磨にはどの研磨ホイールを使用すべきですか?
レジンボンドダイヤモンドホイールを使用してください。ソフトにカットします。表面破壊の可能性を減らします。ステージに応じてグリットサイズを選択してください。粗いものはタフな作業に。最後はより細かく。ホイールを鋭く保つために頻繁にドレッシングしてください。.
ソフトIRクリスタルには、レジンボンドダイヤモンドホイールが推奨されます
グリットサイズ:粗研磨用は200-400、精密研磨用は800-1200
定期的なドレッシングにより、ホイール形状を真に保ちます
光学研磨装置にVimfunを選ぶべき理由は?
VimfunはIRおよびカルコゲナイドレンズ用の光学研磨装置を製造しています。サーボモーターを使用した研磨機、PLC制御、低振動スピンドルを備えています。完全なサポート、部品、カスタムインストールを提供しています。仕様と価格についてはvimfun.comをご覧ください。.
ZnSe、ZnSおよびその他のIRクリスタル用に設計された機械
充実したアフターサービスとリモートサポート
レンズサイズ、表面仕様、ボリュームのカスタム選択
結論
ZnSe ZnS光学研削盤は、IRレンズの作業に最適です。常にクリーンで滑らかな表面を提供します。PLCとサーボモーターシステムで制御されます。繊細なIRクリスタルを破損したり損傷したりしません。廃棄物を削減し、時間を節約します。Vimfun:適切なタスクに必要な適切なツール。.
ZnSeおよびZnSレンズ用の高品質光学研削装置を製造しています。包括的な支援とトレーニングを提供します。世界中の工場が信頼しています ヴィムファン. 今すぐアクセスして、タスクに最適な機器を入手してください。.