Après la découpe et le centrage, un flan de germanium est plat — un disque avec des surfaces parallèles, le bon diamètre et des bords propres. Mais un disque plat n'est pas une lentille. L'étape de meulage génère la courbure — sphérique ou asphérique — qui donne à la lentille sa fonction optique.
L'équipement de meulage de lentilles en germanium façonne chaque face du flan au rayon de courbure conçu tout en maintenant une qualité de surface suffisante pour l'étape de polissage qui suit. Si le meulage est correct, le polissage est rapide et prévisible. Si vous vous trompez, vous enlevez soit du matériau que vous ne pouvez pas vous permettre de perdre, soit vous transmettez des dommages de subsurface que le polissage ne peut pas éliminer.

Où le meulage de lentilles en germanium s'intègre dans la ligne de production
Le meulage est l'étape 4 dans le flux de fabrication d'optiques infrarouges. flux de travail :
| Étape | Équipement | Ce qu'elle fait | Output |
|---|---|---|---|
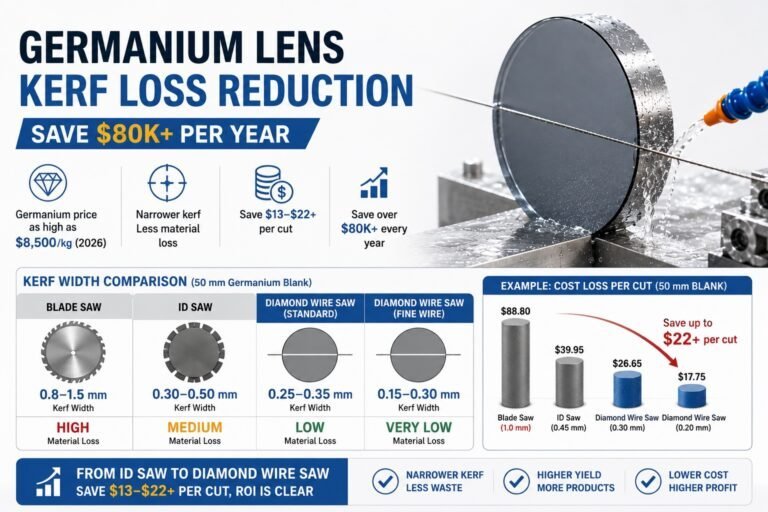
| 1 | Scie à fil (SGI 40) — découpe de contour | Extrait la préforme du lingot | Préforme façonnée |
| 2 | Scie à fil (SGI 40) — tranchage | Coupe la préforme en ébauches | Disque plat, Ra 0,6–1,2 μm |
| 3 | Machine de centrage (C-120L) | Bords, centres, chanfreins | Flan rond, rondeur ≤ 5 μm |
| 4 | Rectifieuse sphérique (G-100 / G-250) | Génère la courbure de la lentille | Surfaces courbes, Ra 0,1–0,3 μm |
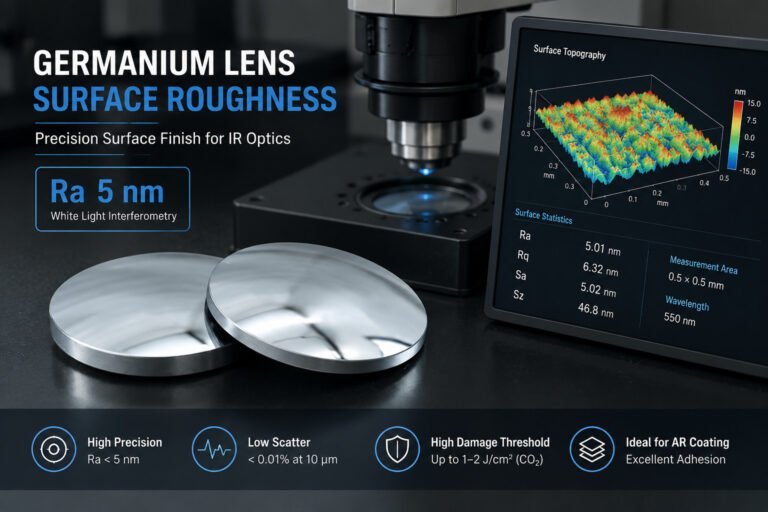
| 5 | Machine de polissage | Finition de surface finale | Ra < 5 nm, prêt pour le revêtement AR |
L'étape de meulage transforme un flan plat en forme de lentille. Pour une lentille biconvexe en germanium de Φ50 mm, le meulage prend environ 5 minutes par face — 10 minutes au total — ce qui en fait l'une des étapes les plus rapides. Mais la précision dimensionnelle requise est élevée : une tolérance de hauteur sagittale de ±5 μm et une précision de forme de surface qui détermine le succès du polissage en aval.
Pourquoi le germanium nécessite un équipement de meulage spécialisé
Le germanium n'est pas du verre. Trois propriétés matérielles rendent le meulage de lentilles en germanium fondamentalement différent du meulage du verre optique conventionnel :
Fragilité et dommages de subsurface
Le germanium est un semi-conducteur cristallin avec une structure cubique diamantée. Lorsqu'il est meulé avec une force excessive, les fissures se propagent le long des plans cristallins — pas aléatoirement comme dans le verre amorphe. Ces fissures de subsurface s'étendent plus profondément que les marques de meulage visibles et créent une couche endommagée que le étape de polissage doit éliminer entièrement.
Le défi : si le processus de meulage introduit 15–20 μm de dommages de subsurface, le polissage doit éliminer au moins autant de matériau sur toute la surface de la lentille. Sur un flan de $120–$180 (à $1 800–$2 400/kg pour du germanium de qualité optique), chaque micron supplémentaire de retrait de matériau coûte cher et augmente le temps de cycle.
Douceur par rapport au verre optique
Le germanium (dureté Knoop ~780) est plus tendre que la plupart des verres optiques utilisés dans l'optique visible (typiquement 400–600 Knoop). Cela signifie qu'il meule plus rapidement — mais aussi qu'il est plus facile de sur-meuler ou d'introduire des erreurs de forme dues à un retrait de matériau incontrôlé.
La meule pénètre plus agressivement dans le germanium au même taux d'avance utilisé pour le verre. Sans réglage approprié, le résultat est des dommages de subsurface plus profonds, une rugosité de surface plus élevée et une mauvaise précision de forme.
Sensibilité thermique
Le germanium a une conductivité thermique de ~60 W/m·K et un coefficient de dilatation thermique de 5,9 × 10⁻⁶/°C. Pendant le meulage, le frottement génère de la chaleur à l'interface meule-lentille. Si la lentille chauffe de manière inégale, elle se dilate de manière asymétrique — et la meule génère une courbe sur la lentille thermiquement déformée. Lorsque la lentille refroidit à température ambiante, la surface meulée ne correspond pas au rayon prévu.
Cet effet est mesurable sur les lentilles en germanium au-dessus de Φ40 mm et devient significatif au-dessus de Φ100 mm.
Que rechercher dans un équipement de meulage de lentilles en germanium
Spécifications de la meule diamantée
Le meulage de lentilles en germanium utilise des meules diamantées liées — généralement liées à la résine pour le meulage de finition et liées au métal pour la génération brute. Les spécifications clés :
| Paramètre | Génération brute | Meulage de finition |
|---|---|---|
| Taille du grain diamanté | D46–D91 (plus grossier) | D7–D25 (plus fin) |
| Type de liant | Métal (bronze) | Résine |
| Concentration | 75–100% | 50–75% |
| Vitesse de la meule | 2 000–4 000 tr/min | 3 000–5 000 tr/min |
| Taux d'avance | 5–15 μm/passe | 1–5 μm/passe |
Pour le germanium, des meules à grain plus fin sont préférées même à l'étape brute par rapport au meulage du verre. La raison est le contrôle des dommages de subsurface — une meule D91 sur du germanium crée une couche de dommages plus profonde que la même meule sur du verre BK7, simplement parce que la structure cristalline du germanium propage les fissures plus efficacement.
Rigidité de la broche et contrôle des vibrations
Le faux-rond de la broche se transfère directement à la surface meulée sous forme d'erreur de forme. Pour l'équipement de meulage de lentilles en germanium, le faux-rond total indiqué (TIR) de la broche doit être ≤ 1 μm. Un faux-rond plus élevé signifie que la meule entre en contact avec la lentille à des positions légèrement différentes à chaque révolution, créant une surface ondulée visible sous forme de vague après le polissage.
Les broches à paliers pneumatiques offrent les meilleures performances en matière de faux-rond mais nécessitent de l'air comprimé propre et sec et une maintenance soignée. Les broches de précision à roulements peuvent être plus robustes pour les environnements de production et atteindre un faux-rond ≤ 2 μm avec un préchargement approprié.
Système de refroidissement
Le liquide de refroidissement pour le meulage du germanium remplit trois fonctions :
- Contrôle de la température — empêche la déformation thermique pendant le meulage
- Évacuation des copeaux — élimine les particules de germanium broyées de la zone de meulage
- Lubrification — réduit la friction entre la meule et la lentille
Pour le germanium, les liquides de refroidissement hydrosolubles sont la norme. Contrairement à l'huile minérale utilisée dans coupe de fil, le liquide de refroidissement de meulage doit être transparent et de faible viscosité pour permettre une visualisation claire du processus de meulage et une évacuation efficace des copeaux.
La filtration du liquide de refroidissement est importante. Le meulage du germanium produit de fines particules métalliques (le germanium est un métalloïde). Si ces particules recirculent dans le liquide de refroidissement et rentrent dans la zone de meulage, elles rayent la surface en cours de meulage. Un système de filtration de 5 μm est le minimum ; 1 μm est préférable pour le meulage de finition.

Meulage CNC vs. manuel
Pour des volumes de production supérieurs à 50 lentilles par jour, le meulage CNC est essentiel. L'équipement moderne de meulage de lentilles en germanium utilise le contrôle CNC pour :
- Avancement automatisé avec profondeur programmable par passe
- Réglage de la vitesse de la broche en fonction de la position (plus lente au centre, plus rapide au bord)
- Cycles de dressage automatiques pour la meule
- Changement d'outil entre les meules d'ébauche et de finition
Pour la R&D ou les petits lots (< 20 lentilles/jour), des opérateurs qualifiés sur machines manuelles peuvent obtenir une qualité équivalente — mais le temps de cycle et la cohérence en souffrent.
Équipement de meulage de lentilles en germanium : Paramètres du processus
Basé sur les données de production pour des lentilles en germanium de Φ50 mm :
| Paramètre | Value | Notes |
|---|---|---|
| Temps de génération d'ébauche | ~3 min/visage | Élimination de la matière en vrac jusqu'au rayon proche de la forme finale |
| Temps de meulage de finition | ~2 min/visage | Forme finale + qualité de surface |
| Temps de meulage total | ~10 min/lentille | Les deux faces d'une lentille doublement convexe |
| Élimination de matière (ébauche) | 0,3–0,8 mm/face | Dépend de la tolérance d'épaisseur de la ébauche |
| Élimination de matière (finition) | 20–50 μm/visage | Correction de la forme finale |
| Surface après ébauche | Ra 0,5–1,0 μm | — |
| Surface après finition | Ra 0,1–0,3 μm | Prêt pour le polissage |
| Précision de la forme (PV) | ≤ 1 µm | Déviation sphérique |
La transition de l'ébauche à la finition est critique. Changer trop tôt gaspille le temps de meulage de finition (et la durée de vie de la meule) sur l'élimination de matière en vrac. Changer trop tard signifie que la qualité de surface après ébauche est pire que nécessaire, nécessitant plus de passes de meulage de finition pour atteindre la valeur Ra cible. Pour les optiques en ZnSe traitées selon le même flux de travail, les exigences de polissage diffèrent considérablement de celles du germanium en raison de sa dureté plus faible — reportez-vous au guide de polissage des optiques en ZnSe pour les ajustements spécifiques au matériau.
Métriques de qualité après meulage
Ces spécifications déterminent si la lentille meulée est prête pour le polissage :
| Metric | Cible | Why It Matters |
|---|---|---|
| Rugosité de surface Ra | 0,1–0,3 μm | Point de départ pour le polissage — plus c'est bas, mieux c'est |
| Profondeur des dommages en sous-surface | < 5 μm | Doit être éliminé pendant le polissage |
| Rayon de courbure | ±0,1% de la conception | La fonction optique dépend d'un rayon précis |
| Hauteur sagittale | ±5 μm | Tolérance d'empilement pour les assemblages multi-éléments |
| Erreur de forme (PV) | ≤ 1 µm | Détermine la qualité finale de la forme de la lentille |
| État du bord | Pas d'éclats > 0,05 mm | Les éclats de bord se propagent pendant le polissage |
Si une métrique échoue après le meulage, la mesure corrective dépend de l'échec :
- Ra élevé → ajouter des passes de meulage de finition (récupérable)
- Dommages sous-jacents profonds → peut nécessiter un retour au meulage grossier (coûteux en matériau)
- Rayon incorrect → meuler à nouveau (seulement possible si suffisamment de matériau reste)
- Éclatement du bord → rejeter (non récupérable au meulage ou au polissage)
Adapter l'équipement de meulage à votre échelle de production
Faible volume (< 50 lentilles/jour)
Une seule meuleuse de classe G-100 gère le meulage grossier et de finition avec des changements de meule entre les étapes. Le fonctionnement manuel ou semi-CNC est adéquat. Investissement : comparable aux machines de meulage optique de milieu de gamme de fabricants tels que OptiPro ou Satisloh.
Volume moyen (50–200 lentilles/jour)
Des stations de meulage grossier et de finition dédiées éliminent le temps de changement de meule et améliorent le débit. Le contrôle CNC devient essentiel pour la cohérence entre les équipes. Deux machines G-100 — une pour le meulage grossier, une pour la finition — peuvent traiter 100 à 150 lentilles de Φ50 mm par quart de travail de 8 heures.
Volume élevé (200+ lentilles/jour)
Chargement/déchargement automatisé, mesure en cours de processus et paramètres de meulage adaptatifs. Envisagez la G-250 pour les plus grands diamètres de lentilles (jusqu'à Φ250 mm) ou plusieurs stations G-100 dans une configuration de cellule avec transfert robotisé.
Connecter le meulage à la ligne complète de lentilles IR
L'équipement de meulage de lentilles en germanium n'existe pas isolément. Ses performances dépendent de ce qui précède et déterminent ce qui se passe après :
Impact en amont : La qualité du flan coupé affecte directement le meulage. Un flan avec un Ra de 0,6 μm issu d'une coupe au fil diamanté nécessite moins de meulage grossier qu'un flan à Ra 1,5 μm issu d'une mauvaise coupe. Moins de meulage grossier = moins de dommages sous-jacents = polissage plus rapide.
Impact en aval : Le meulage détermine la quantité de travail que l'étape de polissage doit effectuer. Une lentille bien meulée à Ra 0,15 μm avec moins de 5 μm de dommages sous-jacents se polit à Ra < 5 nm en environ 3 minutes par face. Une lentille mal meulée à Ra 0,5 μm avec 20 μm de dommages sous-jacents prend 2 à 3 fois plus de temps et présente des taux de rejet plus élevés.
C'est pourquoi les fabricants qui contrôlent l'ensemble de la chaîne — de Coupe au meulage jusqu'à polissage — obtiennent systématiquement de meilleurs rendements que ceux qui externalisent des étapes individuelles.
Pour la gamme complète d'équipements conçus pour le germanium et d'autres matériaux IR, consultez notre équipement de fabrication d'optique infrarouge aperçu.