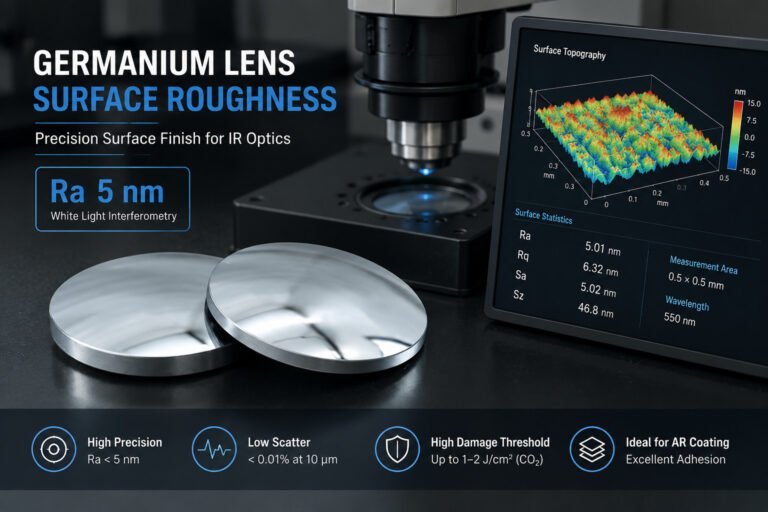
Una lente de germanio con una rugosidad superficial Ra de 50 nm pasará una inspección de entrada. También dispersará aproximadamente 0.3–0.5% de la radiación incidente de 10 μm en cada superficie — suficiente para reducir la sensibilidad del sistema de imagen térmica en un margen medible y, en aplicaciones de láser de alta potencia, para crear puntos calientes de absorción localizados que degradan la lente con el tiempo. Una lente terminada a Ra 5nm dispersa menos del 0.01% a la misma longitud de onda. Esa diferencia es la razón por la que existen especificaciones de rugosidad superficial para lentes de germanio, y por la que alcanzar Ra 5nm de manera consistente en producción requiere comprender cada etapa del proceso de fabricación, no solo el paso final de pulido.
Esta guía cubre qué significa Ra 5nm en términos físicos, por qué es importante para la óptica IR, cómo evoluciona la rugosidad superficial desde el corte con sierra de alambre hasta la lente terminada, y qué parámetros del proceso impulsan el resultado en cada etapa.

Por qué la rugosidad superficial de las lentes de germanio es importante para la óptica IR
La óptica de luz visible a menudo puede tolerar una rugosidad superficial en el rango de Ra 10–30 nm porque la longitud de onda de la luz visible (0.4–0.7 μm) es grande en relación con la mayoría de las irregularidades superficiales. A 8–14 μm — la banda infrarroja térmica donde el germanio es el material de lente principal — la relación entre la longitud de onda y la textura superficial cambia. Las características superficiales que eran molestias por debajo de la longitud de onda en longitudes de onda visibles se convierten en dispersores significativos en la banda LWIR.
La física se describe mediante el modelo de dispersión de Rayleigh-Rice. La dispersión total integrada (TIS) de una superficie depende de la relación (4π·Ra/λ)². A λ = 10 μm y Ra = 5nm, TIS es aproximadamente 0.01%. A Ra = 50nm, TIS aumenta a aproximadamente 0.4% por superficie — pequeño en términos absolutos, pero significativo para sistemas donde el margen de señal a ruido es el factor limitante.
Más allá de la dispersión, la rugosidad superficial de las lentes de germanio afecta a otros dos parámetros de rendimiento que son importantes para los integradores de sistemas:
Umbral de daño por láser. Para sistemas láser de CO₂ que utilizan óptica pasiva de germanio, la rugosidad superficial es uno de los principales determinantes del umbral de daño. Los picos superficiales concentran la intensidad del campo electromagnético — una superficie con Ra 50nm tiene características de pico a valle de aproximadamente 300–400 nm de altura, cada una actuando como un punto de mejora del campo. El germanio bien pulido (Ra < 5nm) alcanza umbrales de daño por láser de 1–2 J/cm² para radiación pulsada de CO₂; las superficies más rugosas pueden fallar a una fluencia 30–50% menor.
Adhesión y uniformidad del recubrimiento antirreflectante. Las lentes de germanio en sistemas de imagen térmica casi siempre están recubiertas con AR para la banda de 8–12 μm. El recubrimiento — típicamente una pila multicapa con ZnS/Ge o DLC como capas exteriores — se conforma a la superficie del sustrato. En una superficie con Ra 50nm, la variación del espesor del recubrimiento sigue la topografía de la superficie, introduciendo variación en la longitud del camino óptico a través de la apertura clara. En superficies Ra 5nm, este efecto es insignificante.
Qué significa realmente Ra 5nm
Ra es la media aritmética de las desviaciones absolutas del perfil de la superficie de la línea media, medidas sobre una longitud de muestreo definida. A Ra 5nm, la desviación promedio de la media de la superficie es de cinco nanómetros — aproximadamente 1/2000 del diámetro de un cabello humano, y aproximadamente 1/80 de la longitud de onda de la luz azul de 400 nm que su ojo puede ver.
En términos prácticos, Ra 5nm es alcanzable en germanio con química de pulido establecida. No es exótico. Lo que requiere es un proceso controlado desde el blanco hasta la lente terminada, porque el paso final de pulido solo puede eliminar tanto material antes de crear nuevos problemas. El daño subsuperficial dejado por el corte y el rectificado determina cuánto pulido se necesita para alcanzar Ra 5nm — y el pulido excesivo de germanio produce una textura de “piel de naranja” y degradación térmica de la química superficial que puede hacer que Ra 5nm sea más difícil de alcanzar, no más fácil.
Cómo evoluciona la rugosidad superficial de las lentes de germanio a través de la producción
La fabricación de lentes de germanio sigue una secuencia fija: corte de blanco → rectificado → pulido. Cada etapa tiene una rugosidad superficial de salida característica que establece la condición de entrada para la siguiente etapa. El objetivo final de Ra 5nm solo es alcanzable cuando las etapas anteriores entregan sus salidas especificadas.
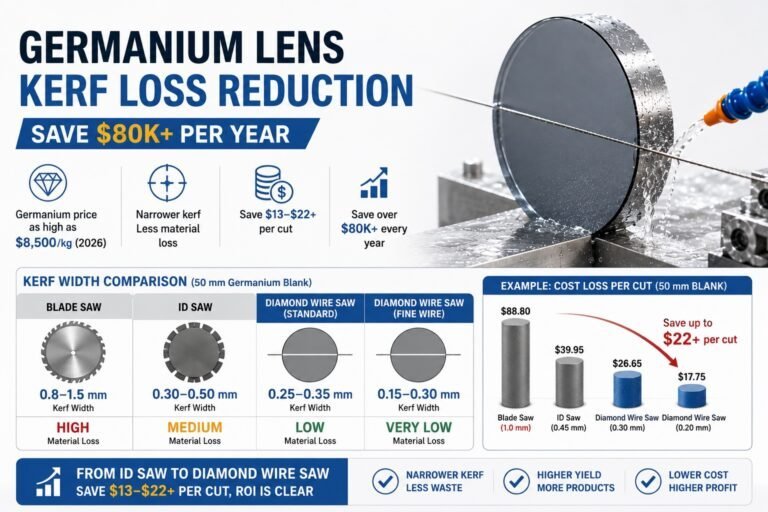
Etapa 1: Corte con sierra de alambre — Comenzando en Ra 0.6–1.2 μm
La superficie tal como se corta de una sierra de alambre de diamante en germanio tiene una rugosidad superficial en el rango de Ra 0.6–1.2 μm. Esta es la condición de partida desde la cual todo el procesamiento subsiguiente debe trabajar. El sierra de hilo diamantado corte con acción abrasiva a lo largo de un alambre de 0.35–0.5 mm de diámetro, dejando una textura superficial determinada por el tamaño del grano del alambre, la velocidad del alambre, la velocidad de avance y la entrega de refrigerante.
Este rango de Ra 0.6–1.2 μm es un contexto crítico para la especificación final de Ra 5nm: representa una reducción de rugosidad de 120–240× que debe lograrse en las etapas de rectificado y pulido. Los parámetros de corte que empujan la rugosidad superficial hacia el extremo superior de este rango — velocidades de avance agresivas, alambre desgastado, refrigerante inadecuado — aumentan la carga de rectificado y extienden el tiempo total del proceso.
Las superficies cortadas con sierra de alambre también presentan daño subsuperficial: una capa de 10–30 μm de profundidad donde la red cristalina ha sido alterada por las fuerzas de corte. Esta capa de daño debe eliminarse por completo durante el rectificado antes de que comience el pulido. Si no es así, el pulido adelgaza la superficie pero deja la estructura cristalina dañada debajo, lo que se manifiesta como dispersión anómala y transmisión reducida en las lentes terminadas.
Etapa 2: Rectificado — Ra 0.6 μm a Ra 20–50 nm
El rectificado cumple dos funciones: elimina la capa de daño subsuperficial del corte y genera la geometría de la superficie óptica — radio de curvatura para lentes, planitud para ventanas. Para el germanio, el rectificado utiliza típicamente una secuencia de herramientas de pellet de diamante unidas con grano progresivamente más fino:
| Etapa de rectificado | Tamaño de grano | Rugosidad superficial de salida | Material eliminado |
|---|---|---|---|
| Rectificado grueso | 40–60 µm | Ra 1–3 µm | 200–500 μm por cara |
| Rectificado medio | 15–25 µm | Ra 0.3–0.8 µm | 50–150 μm por cara |
| Rectificado fino | 6–9 µm | Ra 80–150 nm | 20–50 μm por cara |
| Lapeado de pre-pulido | 1–3 µm | Ra 20–50 nm | 5–15 μm por cara |
La transición de la molienda fina a la pulidora de pre-pulido es donde se verifica la eliminación del daño subsuperficial. Si la Ra después de la molienda fina muestra puntos altos localizados o un patrón no uniforme, indica que el daño subsuperficial del corte todavía está presente y se necesita una eliminación adicional de material antes de que comience el pulido.
Nuestra máquina rectificadora de óptica infrarroja procesa componentes de germanio con tasas de eliminación controladas por CNC calibradas específicamente para la combinación de dureza y fragilidad del germanio — la máquina no aplica simplemente parámetros de vidrio a un material más duro.
Etapa 3: Pulido — Ra 50 nm a Ra < 5 nm
El germanio se pule de manera eficiente en comparación con materiales IR más duros como el zafiro o el carburo de silicio. El desafío no es eliminar material — es eliminarlo uniformemente en toda la apertura sin introducir nuevos defectos. Tres modos de falla impiden lograr Ra 5nm:
Cáscara de naranja. Una textura de protuberancias poco profundas y muy juntas que se desarrolla cuando la tasa de eliminación de pulido excede la tasa de relajación de la superficie. La cáscara de naranja es visible bajo iluminación oblicua y detectable interferométricamente. Típicamente aparece cuando la presión de pulido es demasiado alta para el compuesto que se está utilizando, o cuando la temperatura de la almohadilla aumenta por encima de ~35 °C durante el pulido prolongado. Una vez que se desarrolla la cáscara de naranja, se requiere volver al rectificado fino para eliminarla; el pulido no puede alisar la cáscara de naranja.
Contaminación por brea. Las almohadillas de pulido de brea para germanio pueden incrustar partículas abrasivas de etapas de rectificado anteriores si el protocolo de limpieza entre etapas es insuficiente. Las partículas incrustadas producen rayaduras profundas aleatorias en la superficie final que son incompatibles con las especificaciones de Ra 5 nm.
Daño subsuperficial residual. Si el pulido comienza con daño subsuperficial aún presente del rectificado, el proceso de pulido elimina la capa superficial y eventualmente expone el frente de daño, que aparece como micro-picaduras y topografía superficial anómala en la inspección interferométrica. La solución es siempre volver a la etapa de rectificado.
La química de pulido para germanio típicamente utiliza una suspensión de sílice coloidal de 50-100 nm o óxido de cerio de 0.1-0.3 μm en una almohadilla de poliuretano o brea. La medición final de Ra se toma en múltiples ubicaciones a través de la apertura (centro, radio medio y cerca del borde) porque el dn/dT del germanio hace que la tasa de eliminación varíe con la temperatura local, lo que puede producir un gradiente de Ra de centro a borde en aperturas grandes.

Medición de la rugosidad de la superficie de la lente de germanio
En Ra 5 nm, dos técnicas de medición son adecuadas:
Interferometría de luz blanca (WLI). Mide la topografía de la superficie en un campo de 0.3-5 mm con una resolución vertical a escala de nm. Proporciona mapas topográficos completos de Ra, Rq y revela cáscara de naranja, picaduras y rayaduras que no aparecerían en una medición de Ra de un solo número. Preferido para el monitoreo de producción porque no es de contacto y es rápido (medición de 5-30 segundos).
Microscopía de fuerza atómica (AFM). Proporciona una resolución vertical sub-nm en un campo de 1-50 μm. Se utiliza para mediciones de referencia y para resolver resultados ambiguos de WLI. Demasiado lento para la producción (5-30 minutos por punto de medición) pero definitivo para la verificación del cumplimiento de especificaciones en piezas críticas.
La perfilometría de contacto (stylus) no es apropiada en Ra 5 nm en germanio: el radio de la punta del stylus (típicamente 2 μm) es demasiado grande en relación con las características de la superficie que se miden, y el contacto del stylus en germanio blando puede crear rayaduras.
Por ISO 10110, la rugosidad de la superficie en los dibujos ópticos debe especificar el ancho de banda de medición (límites de frecuencia espacial baja y alta) junto con el valor de Ra. Una óptica de germanio especificada como “Ra ≤ 5 nm” sin límites de ancho de banda está insuficientemente especificada: una superficie que pasa en un campo de muestra de 0.5 mm puede fallar en un campo de 5 mm, o viceversa.
El contexto completo de producción
Lograr una rugosidad de superficie de lente de germanio de Ra 5 nm de manera consistente en producción depende de que cada etapa anterior entregue su resultado dentro de la especificación. Un corte de sierra de alambre que produce Ra 1.5 μm en lugar de 0.8 μm agrega una etapa de rectificado adicional. Una secuencia de rectificado que deja daño subsuperficial requiere pases de rectificado fino adicionales antes de que pueda comenzar el pulido. Cada desviación de la especificación agrava el tiempo y el costo total del proceso.
El camino más confiable para obtener resultados consistentes de Ra 5 nm es comenzar con una superficie de corte bien controlada de una máquina diseñada para materiales ópticos IR, usar una secuencia de rectificado documentada con profundidades de eliminación verificadas y mantener los parámetros de pulido (concentración del compuesto, temperatura de la almohadilla y presión) dentro de ventanas validadas.
Para la cadena completa de equipos que cubre desde el corte hasta el pulido para la producción de ópticas IR de germanio, consulte nuestra fabricación de óptica infrarroja descripción general.