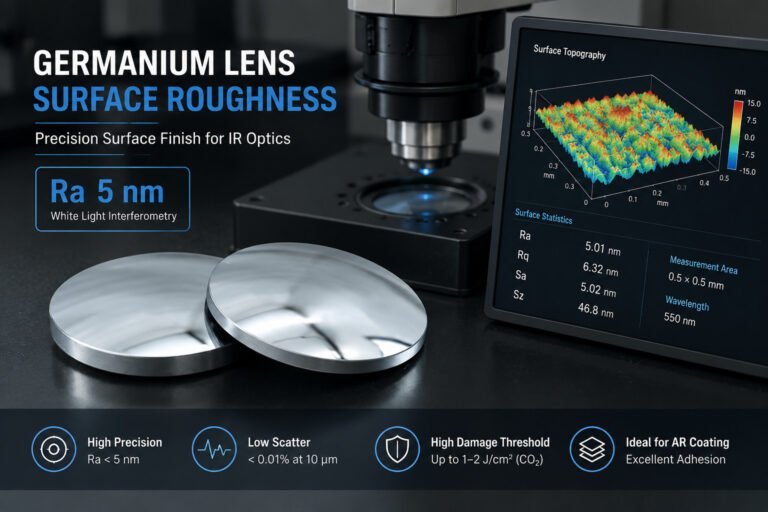
Một thấu kính germanium với độ nhám bề mặt Ra 50nm sẽ vượt qua kiểm tra đầu vào. Nó cũng sẽ tán xạ khoảng 0,3–0,5% bức xạ 10 μm tới tại mỗi bề mặt — đủ để giảm độ nhạy của hệ thống ảnh nhiệt một biên độ có thể đo được và, trong các ứng dụng laser công suất cao, để tạo ra các điểm nóng hấp thụ cục bộ làm suy giảm thấu kính theo thời gian. Một thấu kính hoàn thiện đến Ra 5nm tán xạ dưới 0,01% ở cùng bước sóng. Sự khác biệt đó là lý do tại sao các thông số kỹ thuật về độ nhám bề mặt của thấu kính germanium tồn tại, và tại sao việc đạt được Ra 5nm một cách nhất quán trong sản xuất đòi hỏi sự hiểu biết về mọi giai đoạn của quy trình sản xuất, không chỉ bước đánh bóng cuối cùng.
Hướng dẫn này bao gồm ý nghĩa của Ra 5nm về mặt vật lý, lý do tại sao nó quan trọng đối với quang học IR, cách độ nhám bề mặt phát triển từ vết cắt dây cưa đến thấu kính hoàn thiện, và các thông số quy trình nào thúc đẩy kết quả ở mỗi giai đoạn.

Tại sao độ nhám bề mặt thấu kính germanium lại quan trọng đối với quang học IR
Quang học ánh sáng nhìn thấy thường có thể chịu được độ nhám bề mặt trong phạm vi Ra 10–30nm vì bước sóng của ánh sáng nhìn thấy (0,4–0,7 μm) lớn so với hầu hết các bất thường bề mặt. Ở dải 8–14 μm — dải hồng ngoại nhiệt nơi germanium là vật liệu thấu kính chính — mối quan hệ giữa bước sóng và kết cấu bề mặt thay đổi. Các đặc điểm bề mặt từng là những phiền toái dưới bước sóng ở bước sóng nhìn thấy trở thành các yếu tố tán xạ đáng kể trong dải LWIR.
Vật lý được mô tả bởi mô hình tán xạ Rayleigh-Rice. Tổng tán xạ tích hợp (TIS) từ một bề mặt phụ thuộc vào tỷ lệ (4π·Ra/λ)². Tại λ = 10 μm và Ra = 5nm, TIS xấp xỉ 0,01%. Tại Ra = 50nm, TIS tăng lên khoảng 0,4% mỗi bề mặt — nhỏ về mặt tuyệt đối, nhưng đáng kể đối với các hệ thống mà biên độ tín hiệu trên nhiễu là yếu tố giới hạn.
Ngoài tán xạ, độ nhám bề mặt thấu kính germanium ảnh hưởng đến hai thông số hiệu suất khác quan trọng đối với các nhà tích hợp hệ thống:
Ngưỡng hư hỏng do laser. Đối với các hệ thống laser CO₂ sử dụng quang học thụ động bằng germanium, độ nhám bề mặt là một trong những yếu tố quyết định chính của ngưỡng hư hỏng. Các đỉnh bề mặt tập trung cường độ trường điện từ — một bề mặt có Ra 50nm có các đặc điểm đỉnh-đáy cao khoảng 300–400nm, mỗi đặc điểm hoạt động như một điểm tăng cường trường. Germanium được đánh bóng tốt (Ra < 5nm) đạt ngưỡng hư hỏng laser 1–2 J/cm² đối với bức xạ CO₂ xung; các bề mặt thô hơn có thể bị hỏng ở mức năng lượng thấp hơn 30–50%.
Độ bám dính và độ đồng nhất của lớp phủ AR. Thấu kính germanium trong các hệ thống ảnh nhiệt hầu như luôn được phủ AR cho dải 8–12 μm. Lớp phủ — thường là một chồng nhiều lớp với ZnS/Ge hoặc DLC làm lớp ngoài — tuân theo bề mặt đế. Trên bề mặt có Ra 50nm, độ dày lớp phủ thay đổi theo địa hình bề mặt, tạo ra sự thay đổi độ dài đường đi quang học trên khẩu độ rõ. Trên bề mặt Ra 5nm, hiệu ứng này không đáng kể.
Ra 5nm Thực sự có nghĩa là gì
Ra là giá trị trung bình số học của các độ lệch hồ sơ bề mặt tuyệt đối so với đường trung bình, được đo trên một độ dài lấy mẫu xác định. Ở Ra 5nm, độ lệch trung bình so với đường trung bình bề mặt là năm nanomet — khoảng 1/2000 đường kính sợi tóc người, và khoảng 1/80 bước sóng của ánh sáng xanh 400nm mà mắt bạn có thể nhìn thấy.
Về mặt thực tế, Ra 5nm có thể đạt được trên germanium với hóa chất đánh bóng đã được thiết lập. Nó không phải là kỳ lạ. Điều cần thiết là một quy trình được kiểm soát từ phôi đến thấu kính hoàn thiện, vì bước đánh bóng cuối cùng chỉ có thể loại bỏ một lượng vật liệu nhất định trước khi nó tạo ra các vấn đề mới. Tổn thương dưới bề mặt còn lại từ quá trình cắt và mài quyết định lượng đánh bóng cần thiết để đạt được Ra 5nm — và việc đánh bóng quá mức germanium tạo ra kết cấu “vỏ cam” và sự suy giảm nhiệt của hóa học bề mặt có thể làm cho Ra 5nm khó đạt được hơn, chứ không phải dễ dàng hơn.
Độ nhám bề mặt thấu kính germanium phát triển như thế nào trong quá trình sản xuất
Sản xuất thấu kính germanium tuân theo một trình tự cố định: cắt phôi → mài → đánh bóng. Mỗi giai đoạn có độ nhám bề mặt đầu ra đặc trưng đặt điều kiện đầu vào cho giai đoạn tiếp theo. Mục tiêu cuối cùng Ra 5nm chỉ có thể đạt được khi các giai đoạn trước đó cung cấp đầu ra được chỉ định của chúng.
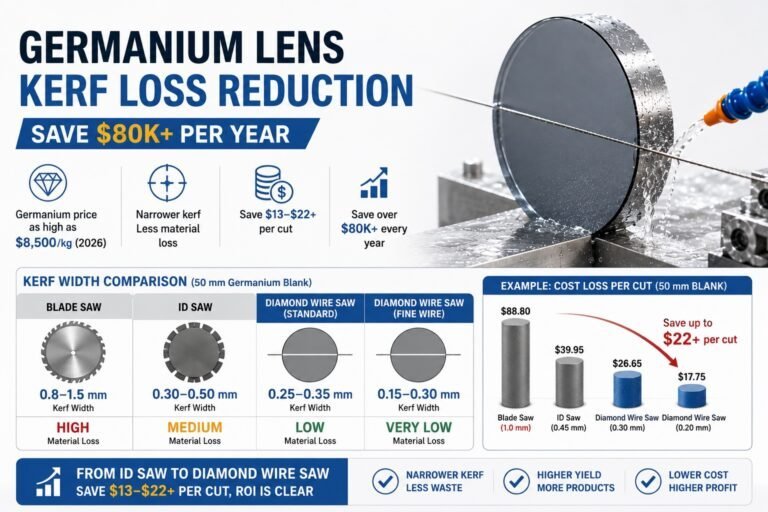
Giai đoạn 1: Cắt dây cưa — Bắt đầu ở Ra 0,6–1,2 μm
Bề mặt sau khi cắt từ dây cưa kim cương trên germanium có độ nhám bề mặt trong phạm vi Ra 0,6–1,2 μm. Đây là điều kiện ban đầu mà tất cả các quy trình tiếp theo phải làm việc từ đó. cưa dây kim cương cắt bằng hành động mài mòn dọc theo dây có đường kính 0,35–0,5 mm, để lại kết cấu bề mặt được xác định bởi kích thước hạt mài của dây, tốc độ dây, tốc độ tiến dao và cấp nước làm mát.
Phạm vi Ra 0,6–1,2 μm này là bối cảnh quan trọng cho thông số kỹ thuật cuối cùng Ra 5nm: nó đại diện cho sự giảm độ nhám 120–240 lần cần đạt được qua các giai đoạn mài và đánh bóng. Các thông số cắt đẩy độ nhám bề mặt về phía cuối cao hơn của phạm vi này — tốc độ tiến dao mạnh, dây mòn, nước làm mát không đủ — đẩy gánh nặng mài cao hơn và kéo dài tổng thời gian quy trình.
Bề mặt cắt dây cưa cũng mang theo hư hỏng dưới bề mặt: một lớp sâu 10–30 μm nơi mạng tinh thể bị phá vỡ bởi lực cắt. Lớp hư hỏng này phải được loại bỏ hoàn toàn trong quá trình mài trước khi bắt đầu đánh bóng. Nếu không, việc đánh bóng làm mỏng bề mặt nhưng để lại cấu trúc tinh thể bị hư hỏng bên dưới, thể hiện dưới dạng tán xạ bất thường và giảm truyền qua trong các thấu kính hoàn thiện.
Giai đoạn 2: Mài — Ra 0,6 μm đến Ra 20–50 nm
Mài phục vụ hai chức năng: nó loại bỏ lớp hư hỏng dưới bề mặt do cắt, và nó tạo ra hình học bề mặt quang học — bán kính cong cho thấu kính, độ phẳng cho cửa sổ. Đối với germanium, mài thường sử dụng một chuỗi các dụng cụ viên kim cương được gắn với hạt mài ngày càng mịn:
| Giai đoạn mài | Kích thước hạt mài | Độ nhám bề mặt đầu ra | Vật liệu đã loại bỏ |
|---|---|---|---|
| Mài thô | 40–60 μm | Ra 1–3 μm | 200–500 μm mỗi mặt |
| Mài trung bình | 15–25 μm | Ra 0,3–0,8 μm | 50–150 μm mỗi mặt |
| Mài tinh | 6–9 μm | Ra 80–150 nm | 20–50 μm mỗi mặt |
| Đá mài tiền đánh bóng | 1–3 μm | Ra 20–50 nm | 5–15 μm mỗi mặt |
Bước chuyển từ mài tinh sang đánh bóng sơ bộ là nơi xác nhận loại bỏ hư hỏng dưới bề mặt. Nếu Ra sau khi mài tinh cho thấy các điểm cao cục bộ hoặc một mẫu không đồng nhất, điều đó cho thấy hư hỏng dưới bề mặt do cắt vẫn còn và cần loại bỏ thêm vật liệu trước khi bắt đầu đánh bóng.
Our máy mài quang học hồng ngoại xử lý các bộ phận germanium với tốc độ loại bỏ được kiểm soát bằng CNC, được hiệu chỉnh đặc biệt cho sự kết hợp giữa độ cứng và độ giòn của germanium — máy không chỉ đơn giản áp dụng các tham số thủy tinh cho một vật liệu cứng hơn.
Giai đoạn 3: Đánh bóng — Ra 50 nm đến Ra < 5 nm
Germanium đánh bóng hiệu quả so với các vật liệu IR cứng hơn như sapphire hoặc silicon carbide. Thách thức không phải là loại bỏ vật liệu — mà là loại bỏ nó đồng đều trên toàn bộ khẩu độ mà không gây ra các khuyết tật mới. Ba chế độ lỗi ngăn cản việc đạt được Ra 5nm:
Vỏ cam. Một kết cấu của các vết sưng nông, gần nhau phát triển khi tốc độ loại bỏ đánh bóng vượt quá tốc độ thư giãn bề mặt. Vỏ cam có thể nhìn thấy dưới ánh sáng xiên và có thể phát hiện bằng giao thoa kế. Nó thường xuất hiện khi áp suất đánh bóng quá cao so với hợp chất đang được sử dụng, hoặc khi nhiệt độ đá đánh bóng tăng trên ~35°C trong quá trình đánh bóng kéo dài. Một khi vỏ cam phát triển, nó đòi hỏi phải quay lại mài tinh để loại bỏ nó — đánh bóng không thể làm mịn vỏ cam.
Nhiễm bẩn nhựa thông. Đá đánh bóng nhựa thông cho gecmani có thể nhúng các hạt mài từ các giai đoạn mài trước đó nếu quy trình làm sạch giữa các giai đoạn không đủ. Các hạt bị nhúng tạo ra các vết xước sâu ngẫu nhiên trên bề mặt cuối cùng không tương thích với các thông số kỹ thuật Ra 5nm.
Hư hỏng dưới bề mặt còn sót lại. Nếu quá trình đánh bóng bắt đầu với hư hỏng dưới bề mặt vẫn còn tồn tại từ quá trình mài, quá trình đánh bóng sẽ loại bỏ lớp bề mặt và cuối cùng làm lộ ra mặt trận hư hỏng — xuất hiện dưới dạng các vết rỗ siêu nhỏ và địa hình bề mặt bất thường trong kiểm tra giao thoa kế. Giải pháp luôn là quay lại giai đoạn mài.
Hóa học đánh bóng cho gecmani thường sử dụng huyền phù silica keo 50–100nm hoặc oxit ceri 0,1–0,3 μm trên đá polyurethane hoặc nhựa thông. Đo Ra cuối cùng được thực hiện tại nhiều vị trí trên khẩu độ — tâm, bán kính giữa và gần rìa — vì dn/dT của gecmani làm cho tốc độ loại bỏ thay đổi theo nhiệt độ cục bộ, có thể tạo ra độ dốc Ra từ tâm đến rìa trên các khẩu độ lớn.

Đo độ nhám bề mặt thấu kính Gecmani
Ở Ra 5nm, hai kỹ thuật đo lường phù hợp:
Giao thoa kế ánh sáng trắng (WLI). Đo địa hình bề mặt trên trường 0,3–5 mm với độ phân giải dọc ở thang đo nm. Cung cấp bản đồ địa hình đầy đủ, Ra, Rq tiết lộ vỏ cam, vết rỗ và vết xước sẽ không xuất hiện trong phép đo Ra một số. Ưu tiên để giám sát sản xuất vì nó không tiếp xúc và nhanh chóng (đo 5–30 giây).
Kính hiển vi lực nguyên tử (AFM). Cung cấp độ phân giải dọc dưới nm trên trường 1–50 μm. Được sử dụng để đo tham chiếu và để làm rõ các kết quả WLI không rõ ràng. Quá chậm cho sản xuất (5–30 phút mỗi điểm đo) nhưng xác định để xác minh tuân thủ thông số kỹ thuật trên các bộ phận quan trọng.
Đo biên dạng tiếp xúc (stylus) không phù hợp ở Ra 5nm trên gecmani — bán kính đầu stylus (thường là 2 μm) quá lớn so với các đặc điểm bề mặt đang được đo, và tiếp xúc stylus trên gecmani mềm có thể tự tạo ra các vết xước.
Theo ISO 10110, độ nhám bề mặt trên bản vẽ quang học nên chỉ định băng thông đo lường (giới hạn tần số không gian thấp và cao) cùng với giá trị Ra. Một bộ phận quang học gecmani được chỉ định là “Ra ≤ 5nm” mà không có giới hạn băng thông là chưa đủ thông số — một bề mặt vượt qua trên mẫu trường 0,5 mm có thể không đạt trên trường 5 mm, hoặc ngược lại.
Toàn bộ bối cảnh sản xuất
Đạt được độ nhám bề mặt thấu kính gecmani Ra 5nm một cách nhất quán trong sản xuất phụ thuộc vào mọi giai đoạn trước đó cung cấp đầu ra của nó trong phạm vi thông số kỹ thuật. Một vết cắt bằng cưa dây tạo ra Ra 1,5 μm thay vì 0,8 μm sẽ thêm một giai đoạn mài bổ sung. Một chuỗi mài để lại hư hỏng dưới bề mặt đòi hỏi các lần mài tinh bổ sung trước khi có thể bắt đầu đánh bóng. Mỗi sai lệch so với thông số kỹ thuật sẽ làm tăng tổng thời gian và chi phí quy trình.
Con đường đáng tin cậy nhất để đạt được kết quả Ra 5nm nhất quán là bắt đầu với bề mặt cắt được kiểm soát tốt từ một máy được thiết kế cho vật liệu quang học IR, sử dụng chuỗi mài được ghi lại với độ sâu loại bỏ đã được xác minh và duy trì các thông số đánh bóng — nồng độ hợp chất, nhiệt độ đá đánh bóng và áp suất — trong các cửa sổ đã được xác nhận.
Đối với chuỗi thiết bị hoàn chỉnh bao gồm từ cắt đến đánh bóng để sản xuất quang học IR gecmani, xem thiết bị sản xuất quang học hồng ngoại tổng quan.