ZnSeフォーカスレンズ製造とは、CO₂レーザービームを精密な焦点に収束させる湾曲したセレン化亜鉛光学部品の製造のことです。これは通常、レーザー切断ヘッド、マーキングシステム、または溶接ノズル内で行われます。フラットウィンドウとは異なり、フォーカスレンズは1つまたは2つの湾曲した表面を持ち、表面形状と曲率半径の両方に対して厳しい公差を維持する必要があります。なぜなら、1ミクロンの誤差でも焦点がずれ、下のワークピースの切断品質が低下するからです。.
このガイドでは、ZnSeフォーカスレンズの製造チェーン全体を網羅します。材料選択、曲率生成、ラップ、研磨、ARコーティング、そして完成したレンズが多キロワットの切断ヘッド内で仕様を満たすかどうかを決定する光学仕様について説明します。ZnSe光学部品チェーンのより広範な文脈については、当社の ZnSe CO₂レーザー光学部品製造 概要をご覧ください。.

ZnSeフォーカスレンズとは何ですか?
ZnSeフォーカスレンズは、化学気相成長(CVD)セレン化亜鉛から作られた湾曲した光学素子であり、10.6μmのCO₂レーザービームを小さな焦点スポットに収束させるように設計されています。最も一般的な形状は 平凸レンズ (片面が平坦、片面が凸面)と メニスカス (2つの湾曲した面で異なる半径を持つ)です。選択は、レーザーシステム、目標焦点距離、および必要なスポット径によって異なります。.
CO₂レーザー切断ヘッド内では、フォーカスレンズはビームがワークピースに当たる直前に触れる最後の光学素子です。完成したレンズが性能を発揮するかどうかは、次の3つの特性によって決まります。
- 焦点距離の精度 — 通常、設計EFLの±0.5%以内に維持されます
- 湾曲面の表面形状 — 通常、動作波長でλ/4からλ/10 P-V
- ARコーティングの透過率 — 通常、10.6μmで片面あたり> 99.5%
これらのいずれかを数ミクロン間違えると、焦点スポットがずれ、カーフ幅が変化したり、ビーム吸収によってレンズが取り付け後数時間で割れたりします。.
CO₂フォーカスレンズの標準としてZnSeが選ばれる理由
CVD ZnSeがCO₂フォーカス光学系で標準的な選択肢となる3つの材料特性は、競合材料がエネルギーを吸収しすぎるか、アライメントビーム波長で不透明であるかのいずれかであるためです。
| 特性 | ZnSeの価値 | フォーカスレンズにとってなぜ重要なのか |
|---|---|---|
| 透過範囲 | 0.6 – 21 µm | 10.6 µmの切断ビームと赤色HeNe/ダイオードのアライメントビームの両方を透過する |
| 10.6 µmでのバルク吸収率 | ≤ 0.0005 cm⁻¹ (レーザーグレード) | 熱レンズ効果なしで、数キロワットの連続動作が可能 |
| 屈折率 | 2.40 @ 10.6 µm | 特定の表面曲率に対する焦点距離の計算を確立する |
| dn/dT | ~6 × 10⁻⁵/K | 熱負荷下での予測可能な焦点ドリフト、冷却による制御が可能 |
| クヌープ硬度 | ~120 kg/mm² | レーザーグレードに研磨できるほど柔らかく、低力加工を要求するほど脆い |
高屈折率(2.40)により、ZnSeフォーカスレンズは穏やかな曲率で短い焦点距離を実現できます。低屈折率材料で同じ焦点距離を得るには、より急な曲率、より多くの材料、そしてより厳しい研磨公差が必要になります。.
材料参照: II-VI / Coherent CVD ZnSe そして Edmund Optics IR材料ガイド.
フォーカスレンズ対ZnSeウィンドウ:製造方法が異なる理由
ZnSeウィンドウは2つの平行な平面を持っています。その役割は、ビームを変更せずに透過することです。フォーカスレンズは少なくとも1つの曲面を持っています。その役割は ビームの形状を 変更することです。その単一の違いが、製造チェーン全体に影響を与えます。
| ステージ | ウィンドウ | フォーカスレンズ |
|---|---|---|
| ブランク準備 | 平坦なスライス | 平坦なスライス + 曲率生成 |
| 表面生成 | なし | ダイヤモンドペレットツールで生成された曲率 |
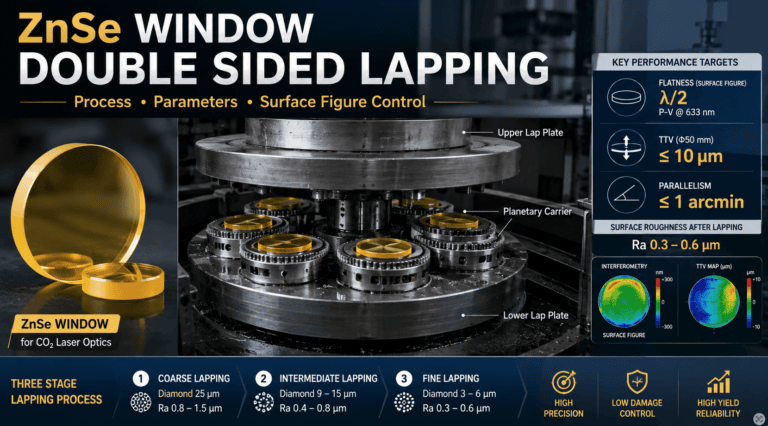
| ラッピング | 両面平坦ラップ(参照 ZnSeウィンドウ両面ラップ) | 適合するラップで凸/凹ラップ |
| 研磨 | ピッチラップ、平坦 | ピッチラップ、曲率に適合するように輪郭加工 |
| クリティカル仕様 | 平坦度、平行度 | 曲率半径、曲線上の表面形状 |
| QC測定 | 平坦面上の干渉計 | 曲面上の干渉計+球径計 |
最も違いが現れるのが研磨工程です。平坦な表面は標準的な鋳鉄製ラップでラップできますが、曲面には目標曲率の逆数に合わせたラップが必要です。ラップ形状を間違えると、レンズは目標よりも急すぎるか平坦すぎる状態で研磨され、焦点距離の仕様から数十ミリメートルずれてしまいます。.

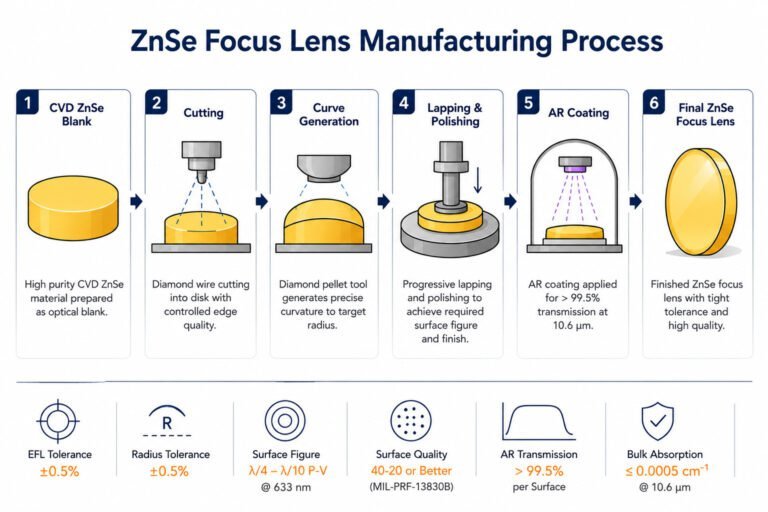
ZnSeフォーカルレンズ製造の工程手順
全ての工程は以下の順序で実行されます。
ブランク検査 → 切断 → 端面研削 → 曲面生成 → 平滑化 → 研磨 → 心出し → 洗浄 → ARコーティング → 最終QC
ステップ1:ブランク検査と切断
受入れたCVD ZnSeブランクは、偏光IR下で介在物、気泡、結晶粒界欠陥がないか検査されます。承認されたブランクは、目標レンズ径に端面加工用の1〜2mmのマージンを加えたサイズの円盤にスライスされます。切断には低張力・低送り速度のダイヤモンドワイヤーソーを使用します。専用の切断装置については、こちらをご覧ください。 ZnSeレンズ切断機.
ステップ2:目標径への端面研削
スライスされた円盤は、最終的な外径(通常±0.05mm)に研削されます。端面面取りも同じ工程で行われます。面取りは、後続の取り扱いおよびラップ中のチッピングの伝播を防ぎます。.
ステップ3:曲面生成
凸面(メニスカスレンズの場合は凹面)は、目標曲率半径に合わせた金属ボンドダイヤモンドペレットツールで生成されます。生成工程では、片面あたり0.5〜1.5mmの材料が除去され、半径が公称値に対して±0.5%以内に設定されます。この工程が焦点距離を決定します。後続の他の全ての工程は表面を微調整しますが、半径を大きく変更することはありません。.
ステップ4:ルース研磨
結合砥粒とルースダイヤモンド砥粒の進行(通常25 µm → 9 µm → 3 µm)により、研削状態から半透明の予備研磨状態まで表面を精製します。曲面の場合、ラップ形状は進行全体を通して目標曲率の逆と一致する必要があります。この段階でのラップの不一致は、研磨では除去できないエラーを埋め込みます。.
| 研磨段階 | ダイヤモンドグリット | 出力Ra | 除去率 |
|---|---|---|---|
| 粗い | 25 µm | 0.8~1.5 µm | 5–10 µm/分 |
| 中間 | 9–15 µm | 0.4~0.8 µm | 1–3 µm/分 |
| 細かい | 3–6 µm | 0.3–0.6 µm | 0.3–1 µm/分 |
ステップ5:レーザーグレードへのピッチ研磨
最終研磨では、輪郭のあるピッチラップ上で1 µm → 0.5 µm → 0.1 µmのダイヤモンドを使用します。レーザーグレードのフォーカスレンズは通常、以下を目標とします。
- 面精度: λ/4 ~ λ/10 P-V (633 nm、HeNe干渉計規格)
- 表面品質: MIL-PRF-13830B 準拠 40-20 または 20-10 の傷/ゴミ
- 表面粗さ Ra: 高出力用途ではRMSで10 nm以下
ZnSeへの研磨圧はガラスの標準値以下に抑えられます。ZnSeは柔らかいため、過度の圧力は研磨材を埋め込み、スリーキングを残します。完全な研磨手順については、 セレン化亜鉛光学研磨 ページに記載されています。.
ステップ6:センタリング、クリーニング、ARコーティング
レンズは、光学軸が機械軸に対して1アークミニット以下の精度で整列するようにセンタリングされます。溶剤洗浄後、レンズはコーティングチャンバーに装填され、標準的な多層ARスタックが施されます。通常、トリアフリーで、10.6 µmでの表面あたり99.5%以上の透過率を目標とし、可視光アライメント波長(633 nm HeNeまたは赤色ダイオード)の二次仕様も考慮されます。.
ステップ7:最終QC
出荷されるレンズにはすべて以下が含まれます:
- 測定された曲率半径(球径計または干渉計による)
- 曲面上の表面形状干渉図
- 10.6 µmとアライメント波長の双方をカバーする透過率曲線
- 測定値付き適合証明書
高出力カッティングヘッド(> 4 kW)の場合、研磨またはコーティングの欠陥によってバルク吸収が損なわれていないことを確認するために、サンプルベースでのレーザー熱量測定が推奨されます。.
フォーカスレンズにとって重要な表面仕様
| 仕様 | 標準ターゲット | Why It Matters |
|---|---|---|
| 有効焦点距離(EFL) | 設計値の±0.5% | ドリフトは焦点がワークピースからずれます |
| 曲率半径 | 公称値の±0.5% | EFLの直接駆動 |
| 面形状(曲面) | λ/4~λ/10 P-V | 収束波面における歪み |
| 表面品質 | 40-20以下 | 集光点における散乱 |
| 芯出し | 1アーク分以下 | 光軸/機械軸の整合 |
| AR透過率 | 面あたり> 99.5% | エネルギー効率+熱負荷 |
| バルク吸収 | ≤ 0.0005 cm⁻¹ | 持続負荷下での熱レンズ効果 |
生産歩留まりが左右される3つの仕様は 半径精度、曲面の面精度、芯出し. 他の4項目は合格したが、この3項目のいずれかに不合格となったレンズは不良品であり、再加工は不可能である。なぜなら、形状は曲面生成段階で決定されるからである。.
各段階における一般的な品質問題
最終的な焦点距離がずれるのはなぜか?
曲面生成エラー。生成段階で設定された半径が焦点距離を決定する。もし生成ツールが摩耗していたり、ワークピースがずれていたりすると、生成された半径がずれてしまい、研磨では修正できない。修正策は、定期的な生成ツール検査と、半径に必要な公差内で位置を保持するワークピース固定である。.
使用中にレンズが割れるのはなぜか?
バルク吸収+熱レンズ効果。標準グレードのCVD ZnSeは、レーザーグレードよりも多くのエネルギーを吸収し、持続的なビーム負荷の下で加熱される。ある臨界温度を超えると、レンズ内部の屈折率勾配が深刻になり、部品が割れる原因となる。修正策は、吸収量が0.0005 cm⁻¹以下の記録があるレーザーグレードの材料と、レンズマウント周りの十分な冷却である。.
焦点スポットが非対称になるのはなぜか?
曲面の面精度エラー、または芯出しエラー。非対称なスポットは、通常、2つの原因のいずれかに起因する。研磨でλ/4 P-Vを超える面精度エラーが発生した場合(追加研磨で修正可能)、または光軸が機械軸の中心に配置されていなかった場合(センタリング段階で修正可能だが、ARコーティング後では不可能)。どちらも、顧客ではなく、最終QC干渉計で検出されるべきである。.
数週間使用すると透過率が低下するのはなぜですか?
コーティングの劣化。CO₂切断環境には、切断煙、酸化ヒューム、結露が含まれる。これらの条件にさらされたARコーティングは、ZnSeバルクよりも早く劣化する。修正策は、焦点レンズの上流に保護ウィンドウ(消耗品であり、交換費用が安い)を設置し、レンズキャビティに乾燥空気パージを行うことである。.
ZnSe焦点レンズ対その他の光学ソリューション
10.6 µmのCO₂ビームを小さなスポットに集光するという特定の作業においては、代替手段が存在するが、それぞれにトレードオフがある。
| ソリューション | 利点 | 欠点 |
|---|---|---|
| ZnSe焦点レンズ | 可視光アライメントが透過する、低吸収、確立されたサプライチェーン | ミラーとのコスト比較 |
| オフアクシス放物面鏡 | バルク吸収なし、色収差なし | アライメントのみ、パススルーなし、より複雑なマウント |
| ゲルマニウム焦点レンズ | 材料コストが低い | 吸収率が高い、約40℃以上で熱暴走、可視光に対して不透明 |
| ZnSeコーティング鋼ミラー | 堅牢、高反射率 | 反射のみ、マウントの複雑性が増す |
標準的な生産負荷で稼働するCO₂切断ヘッドの透過光学系では、ZnSe焦点レンズが引き続き標準的な選択肢です。特にZnSeとゲルマニウムの比較については、以下のページでさらに詳しく説明しています。 ZnSe CO₂レーザー光学部品製造 ページに記載されています。.
VimfunはZnSe焦点レンズメーカーをどのようにサポートするか
Vimfunは、ZnSe焦点レンズメーカーが生産チェーン全体で使用する装置プラットフォームを供給しています。
- カッティング — ZnSeレンズ切断機 CVDブランクを、エッジ損傷を制御した焦点レンズ基板にスライスするため
- ラッピング — フラットおよびカーブ研磨プラットフォーム、フラットウィンドウセットアップは以下のページで文書化されています。 ZnSeウィンドウ両面ラップ ページ
- 研磨 — セレン化亜鉛光学研磨 レーザーグレードの表面仕様に合わせたシステム、カーブ面用の輪郭ピッチラップツール付き
- 統合ライン — より広範な 赤外線光学製造装置 プラットフォームは、共有の機械ベースでGe、ZnSe、ZnS、CaF₂、Siをカバーしています。
ZnSeフォーカスレンズの生産ラインを拡張する場合、半径公差を±0.5%未満に維持できない装置を交換する場合、または新しいレンズ設計を評価する場合、ターゲット仕様書(焦点距離、レンズ径、表面形状要件、スループット)をお送りください。3営業日以内に、類似の設置実績に基づいたサイクルタイムの見積もりと歩留まり予測を含む、プロセス実現可能性評価をお返しします。.