La fabricación de lentes de enfoque de ZnSe es la producción de ópticas curvas de selenuro de zinc que convergen un haz láser de CO₂ a un punto focal preciso, típicamente dentro de un cabezal de corte láser, un sistema de marcado o una boquilla de soldadura. A diferencia de las ventanas planas, las lentes de enfoque tienen una o dos superficies curvas que deben mantener tolerancias estrictas tanto en la figura de la superficie como en el radio de curvatura, porque cada micra de error desplaza el punto focal y degrada la calidad del corte en el trabajo inferior.
Esta guía cubre la cadena de fabricación completa de lentes de enfoque de ZnSe: selección de materiales, generación de curvatura, pulido, pulido, recubrimiento AR y las especificaciones ópticas que determinan si la lente terminada funciona según las especificaciones dentro de un cabezal de corte de varios kilovatios. Para el contexto más amplio de la cadena de ópticas de ZnSe, consulte nuestra Fabricación de óptica para láser de CO₂ de ZnSe descripción general.

¿Qué es una lente de enfoque de ZnSe?
Una lente de enfoque de ZnSe es un elemento óptico curvo hecho de selenuro de zinc depositado por vapor químico (CVD), diseñado para converger un haz láser de CO₂ entrante a 10,6 μm a un pequeño punto focal. Las formas más comunes son plano-convexa (una cara plana, una cara convexa) y menisco (dos caras curvas con diferentes radios). La elección depende del sistema láser, la longitud focal objetivo y el diámetro de punto requerido.
Dentro de un cabezal de corte láser de CO₂, la lente de enfoque es el último elemento óptico que toca el haz antes de golpear la pieza de trabajo. Tres propiedades determinan si una lente terminada funciona:
- Precisión de la longitud focal — típicamente mantenida dentro de ±0.5% de la EFL de diseño
- Figura de la superficie en la cara curva — típicamente λ/4 a λ/10 P-V en la longitud de onda de trabajo
- Transmisión del recubrimiento AR — típicamente > 99.5% por superficie a 10,6 μm
Si se falla en alguno de estos por unas pocas micras, el punto focal se desvía, el ancho de corte cambia o la absorción del haz provoca que la lente se agriete a las pocas horas de la instalación.
Por qué el ZnSe es el estándar para lentes de enfoque de CO₂
Tres propiedades del material hacen del ZnSe CVD la opción predeterminada para ópticas de enfoque de CO₂, donde los materiales competidores absorben demasiada energía o son opacos a la longitud de onda del haz de alineación:
| Propiedad | Valor del ZnSe | Por qué es importante para las lentes de enfoque |
|---|---|---|
| Rango de transmisión | 0.6 – 21 µm | Pasa tanto el haz de corte de 10,6 µm como el haz de alineación rojo HeNe/diodo |
| Absorción en volumen @ 10,6 µm | ≤ 0,0005 cm⁻¹ (grado láser) | Operación sostenida de varios kilovatios sin lente térmica |
| Índice de refracción | 2,40 @ 10,6 µm | Establece las matemáticas de la distancia focal para una curvatura de superficie dada |
| dn/dT | ~6 × 10⁻⁵/K | Desviación focal predecible bajo carga térmica, controlable con refrigeración |
| Dureza Knoop | ~120 kg/mm² | Lo suficientemente suave como para pulir hasta un grado láser, lo suficientemente frágil como para exigir un procesamiento de baja fuerza |
El alto índice de refracción (2.40) es lo que permite que las lentes de enfoque de ZnSe logren distancias focales cortas con una curvatura modesta: la misma distancia focal en un material de índice más bajo requeriría curvas más pronunciadas, más material y tolerancias de pulido más estrictas.
Referencia del material: II-VI / Coherent CVD ZnSe y Guía de materiales IR de Edmund Optics.
Lente de enfoque vs. Ventana de ZnSe: Por qué la fabricación difiere
Una ventana de ZnSe tiene dos caras planas paralelas: su trabajo es transmitir el haz sin cambiarlo. Una lente de enfoque tiene al menos una cara curva: su trabajo es cambiar la geometría del haz. Esa única diferencia se propaga a través de toda la cadena de fabricación:
| Etapa | Ventana | Lente de enfoque |
|---|---|---|
| Preparación del blanco | Corte plano | Corte plano + generación de curva |
| Generación de superficie | Ninguno | Curva generada con herramienta de pellet de diamante |
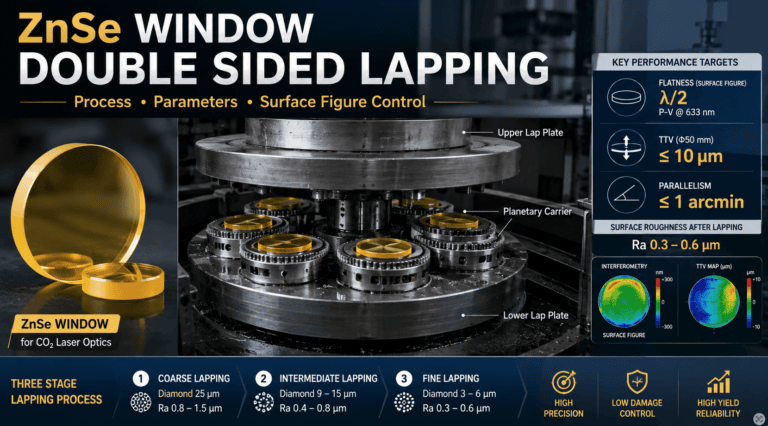
| Pulido | Rectificado plano de doble cara (ver Rectificado de doble cara de ventana de ZnSe) | Rectificado convexo/cóncavo en rectificadores coincidentes |
| Pulido | Rectificador de pez, plano | Almohadilla de pulido, contorneada para que coincida con la curva |
| Especificación crítica | Planitud, paralelismo | Radio de curvatura, figura de superficie en la curva |
| Medición de control de calidad | Interferómetro en plano | Interferómetro + esferómetro en curva |
La etapa de pulido es donde la diferencia importa más. Una superficie plana se puede pulir en una almohadilla estándar de hierro fundido; una superficie curva requiere una almohadilla que coincida con la inversa de la curvatura objetivo. Si la geometría de la almohadilla es incorrecta, la lente se pulirá demasiado empinada o demasiado plana, fallando la especificación de la distancia focal en decenas de milímetros.

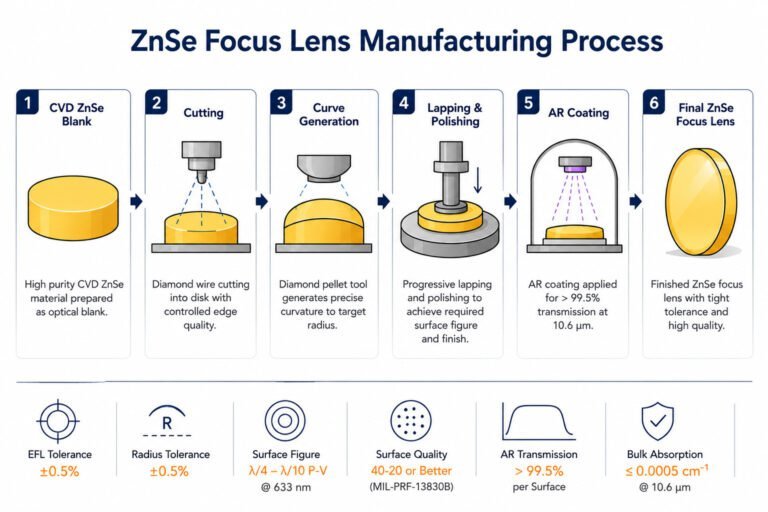
Pasos del proceso para la fabricación de lentes de enfoque de ZnSe
La cadena completa se ejecuta en este orden:
Inspección de la pieza en bruto → Corte → Rectificado de bordes → Generación de curva → Suavizado → Pulido → Centrado → Limpieza → Recubrimiento antirreflectante → Control de calidad final
Paso 1: Inspección y corte de la pieza en bruto
Las piezas en bruto de ZnSe CVD entrantes se inspeccionan en busca de inclusiones, burbujas y defectos de límite de grano bajo IR polarizado. Las piezas en bruto aprobadas se cortan en discos del tamaño del diámetro de la lente objetivo más un margen de 1-2 mm para el procesamiento de bordes. El corte utiliza una sierra de alambre de diamante a baja tensión y velocidad de avance; para la configuración de corte dedicada, consulte Máquina de corte de lentes de ZnSe.
Paso 2: Rectificado de bordes al diámetro objetivo
El disco cortado se rectifica hasta su diámetro exterior final, típicamente a ±0,05 mm. Se añaden biseles en el borde en la misma operación; los biseles evitan la propagación de astillas durante el manejo y el pulido posteriores.
Paso 3: Generación de curva
La cara convexa (y en las lentes menisco, la cóncava) se genera con una herramienta de pastilla de diamante con unión metálica del tamaño del radio de curvatura objetivo. La generación elimina 0.5–1.5 mm de material a granel por cara y establece el radio dentro de ±0.5% del nominal. Este es el paso que define la distancia focal; todas las demás operaciones posteriores refinan la superficie pero no cambian el radio significativamente.
Paso 4: Suavizado con abrasivo suelto
Una progresión de abrasivos de diamante unidos y sueltos —generalmente 25 µm → 9 µm → 3 µm— refina la superficie desde el estado de desbaste hasta un estado translúcido de prepulido. Para superficies curvas, la geometría de la muela debe coincidir con la inversa de la curvatura objetivo durante toda la progresión; el desajuste de la muela en esta etapa incrusta errores que el pulido no puede eliminar.
| Etapa de abrasivo | Grano de diamante | Salida Ra | Tasa de remoción |
|---|---|---|---|
| Grueso | 25 µm | 0.8–1.5 µm | 5–10 µm/min |
| Intermedio | 9–15 µm | 0.4–0.8 µm | 1–3 µm/min |
| Fino | 3–6 µm | 0.3–0.6 µm | 0.3–1 µm/min |
Paso 5: Pulido con pez hasta calidad láser
El pulido final utiliza diamante de 1 µm → 0,5 µm → 0,1 µm en discos de paso contorneados. Las lentes de enfoque de grado láser suelen tener como objetivo:
- Figura de superficie: λ/4 a λ/10 P-V a 633 nm (convención de interferómetro HeNe)
- Calidad de la superficie: 40-20 o 20-10 arañazos/picaduras según MIL-PRF-13830B
- Rugosidad superficial Ra: ≤ 10 nm RMS para uso de alta potencia
La presión de pulido en ZnSe se mantiene por debajo de los valores típicos del vidrio. El ZnSe es blando; la sobrepresión incrusta el abrasivo y deja marcas. El protocolo de pulido completo se cubre en la Pulido de óptica de selenuro de zinc página.
Paso 6: Centrado, Limpieza y Recubrimiento AR
Las lentes se centran de modo que el eje óptico se alinee con el eje mecánico dentro de ≤ 1 arcmin. Después de la limpieza con disolvente, las lentes se cargan en una cámara de recubrimiento para la pila multicapa AR estándar — típicamente libre de toria, apuntando a > 99.5% de transmisión por superficie a 10,6 µm, con especificación secundaria para longitudes de onda de alineación visibles (HeNe de 633 nm o diodo rojo).
Paso 7: Control de calidad final
Cada lente enviada incluye:
- Radio de curvatura medido (esferómetro o interferométrico)
- Interferograma de figura de superficie en la cara curva
- Curva de transmisión que cubre tanto 10,6 µm como la longitud de onda de alineación
- Certificado de conformidad con los valores medidos
Para cabezales de corte de alta potencia (> 4 kW), se recomienda calorimetría láser sobre una base de muestra para verificar que la absorción total no se ha visto comprometida por defectos de pulido o recubrimiento.
Especificaciones de superficie importantes para lentes de enfoque
| Especificación | Objetivo Típico | Why It Matters |
|---|---|---|
| Longitud focal efectiva (EFL) | ±0.5% del diseño | El desplazamiento saca el punto focal de la pieza de trabajo |
| Radio de curvatura | ±0.5% de nominal | Conductor directo de EFL |
| Figura de la superficie (cara curva) | λ/4 a λ/10 P-V | Distorsión en frente de onda convergente |
| Calidad de la superficie | 40-20 o mejor | Dispersión en el punto focal |
| Centrado | ≤ 1 arcmin | Alineación del eje óptico/mecánico |
| Transmisión AR | > 99.5% por superficie | Eficiencia energética + carga térmica |
| Absorción en volumen | ≤ 0.0005 cm⁻¹ | Lente térmica bajo carga sostenida |
Las tres especificaciones de las que depende el rendimiento de producción son la precisión del radio, la figura de la superficie en la curva y la centración. Una lente que pasa las otras cuatro pero falla en cualquiera de estas tres es rechazada, no se puede reprocesar, ya que la geometría se estableció en la etapa de generación de la curva.
Problemas comunes de calidad en cada etapa
¿Por qué la longitud focal terminada sale mal?
Error de generación de curva. El radio establecido en la etapa de generación impulsa la longitud focal; si la herramienta de generación estaba desgastada o la pieza de trabajo estaba desalineada, el radio resultante está fuera de lugar y el pulido no puede recuperarlo. La solución es la inspección de la herramienta de generación en un horario fijo y el montaje de la pieza de trabajo que mantiene la posición dentro de la tolerancia que requiere el radio.
¿Por qué se agrieta la lente en servicio?
Absorción a granel + lente térmica. El ZnSe CVD de grado estándar absorbe más energía que el de grado láser y se calienta bajo carga de haz sostenida. Por encima de una temperatura crítica, el gradiente de índice de refracción dentro de la lente se vuelve lo suficientemente severo como para agrietar la pieza. La solución es material de grado láser con absorción documentada ≤ 0.0005 cm⁻¹, más refrigeración adecuada alrededor del montaje de la lente.
¿Por qué el punto focal es asimétrico?
Error de figura de superficie en la cara curva, o error de centración. Los puntos asimétricos suelen deberse a una de dos causas: el pulido dejó un error de figura mayor que λ/4 P-V (corregible con pulido extendido), o el eje óptico no estaba centrado en el eje mecánico (corregible en la etapa de centrado pero no después del recubrimiento AR). Ambos deberían ser detectados en la interferometría de control de calidad final, no por el cliente.
¿Por qué disminuye la transmisión después de unas semanas de uso?
Degradación del recubrimiento. Los entornos de corte de CO₂ incluyen humo de corte, humos de óxido y condensación. El recubrimiento AR expuesto a estas condiciones se degrada más rápido que el ZnSe a granel. La solución es una ventana protectora aguas arriba de la lente de enfoque (sacrificial, más barata de reemplazar) y purga de aire seco en la cavidad de la lente.
Lente de enfoque de ZnSe frente a otras soluciones ópticas
Para el trabajo específico de converger un haz de CO₂ de 10.6 µm a un punto pequeño, existen alternativas, pero cada una tiene sus inconvenientes:
| Solution | Ventajas | Desventajas |
|---|---|---|
| Lente de enfoque de ZnSe | La alineación visible pasa, baja absorción, cadena de suministro establecida | Costo relativo a los espejos |
| Espejo parabólico fuera del eje | Sin absorción masiva, sin efectos cromáticos | Solo alineación, sin paso, montaje más complejo |
| Lente de enfoque de germanio | Menor costo de material | Mayor absorción, descontrol térmico por encima de ~40 °C, opaco a la luz visible |
| Espejo de acero recubierto de ZnSe | Robusto, alta reflectividad | Solo reflectante, mayor complejidad de montaje |
Para óptica de transmisión en un cabezal de corte de CO₂ que funciona con cargas de producción estándar, las lentes de enfoque de ZnSe siguen siendo la opción predeterminada. La decisión entre ZnSe y germanio se cubre con más detalle en Fabricación de óptica para láser de CO₂ de ZnSe página.
Cómo Vimfun apoya a los fabricantes de lentes de enfoque de ZnSe
Vimfun suministra las plataformas de equipos que los productores de lentes de enfoque de ZnSe utilizan en toda la cadena de producción:
- Corte — Máquina de corte de lentes de ZnSe para cortar los blancos CVD en sustratos de lentes de enfoque con daño controlado en los bordes
- Pulido — plataformas de pulido planas y curvas, con la configuración dedicada de ventana plana documentada en Rectificado de doble cara de ventana de ZnSe página
- Pulido — Pulido de óptica de selenuro de zinc sistemas adaptados a las especificaciones de superficie de grado láser, con herramientas de pulido de pez contorneadas para caras curvas
- Línea integrada — el más amplio fabricación de óptica infrarroja la plataforma cubre Ge, ZnSe, ZnS, CaF₂ y Si sobre bases mecánicas compartidas
Si está escalando una línea de producción de lentes de enfoque de ZnSe, reemplazando equipos que no pueden mantener una tolerancia de radio inferior a ±0.5%, o evaluando un nuevo diseño de lente, envíenos su hoja de especificaciones objetivo: distancia focal, diámetro de la lente, requisito de figura de superficie, rendimiento. Le devolveremos una evaluación de viabilidad del proceso en 3 días hábiles, incluyendo estimaciones de tiempo de ciclo y proyecciones de rendimiento basadas en instalaciones similares.