Nach dem Schneiden und Zentrieren ist ein Germaniumrohling flach – eine Scheibe mit parallelen Oberflächen, korrektem Durchmesser und sauberen Kanten. Aber eine flache Scheibe ist keine Linse. Die Schleifstufe erzeugt die Krümmung – sphärisch oder asphärisch –, die der Linse ihre optische Funktion verleiht.
Die Schleifausrüstung für Germaniumlinsen formt jede Fläche des Rohlings auf den konstruierten Krümmungsradius, während die Oberflächenqualität gut genug für die nachfolgende Polierstufe erhalten bleibt. Wenn das Schleifen richtig gemacht wird, ist das Polieren schnell und vorhersehbar. Wenn es falsch gemacht wird, schleifen Sie entweder Material ab, das Sie sich nicht leisten können zu verlieren, oder Sie übertragen Oberflächenschäden, die das Polieren nicht entfernen kann.

Wo die Germaniumlinsenschleiferei in die Produktionslinie passt
Schleifen ist Stufe 4 in der Herstellung von Infrarotoptiken Arbeitsablauf:
| Stufe | Ausrüstung | Was es tut | Output |
|---|---|---|---|
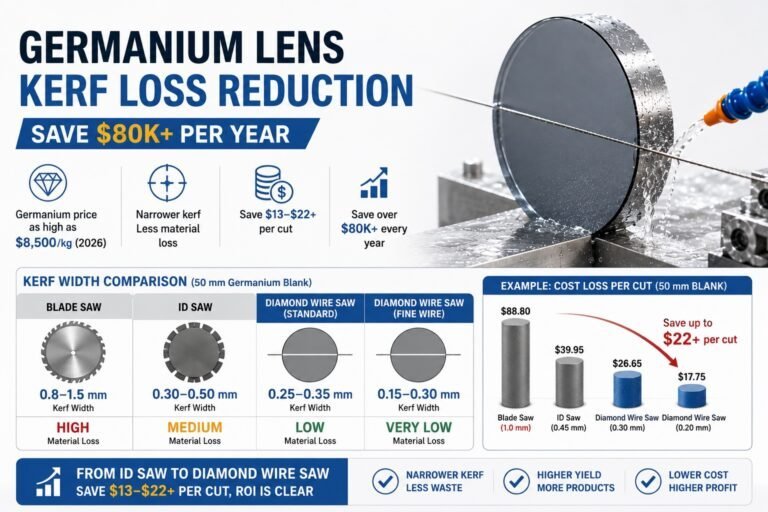
| 1 | Drahtsäge (SGI 40) – Konturschneiden | Extrahiert Vorform aus Barren | Geformter Vorformling |
| 2 | Drahtsäge (SGI 40) – Schneiden | Schneidet Vorform in Rohlinge | Flache Scheibe, Ra 0,6–1,2 μm |
| 3 | Zentriermaschine (C-120L) | Kanten, Zentren, Fasen | Runder Rohling, ≤ 5 μm Rundheit |
| 4 | Sphärischer Schleifer (G-100 / G-250) | Erzeugt Linsenkrümmung | Gekrümmte Oberflächen, Ra 0,1–0,3 μm |
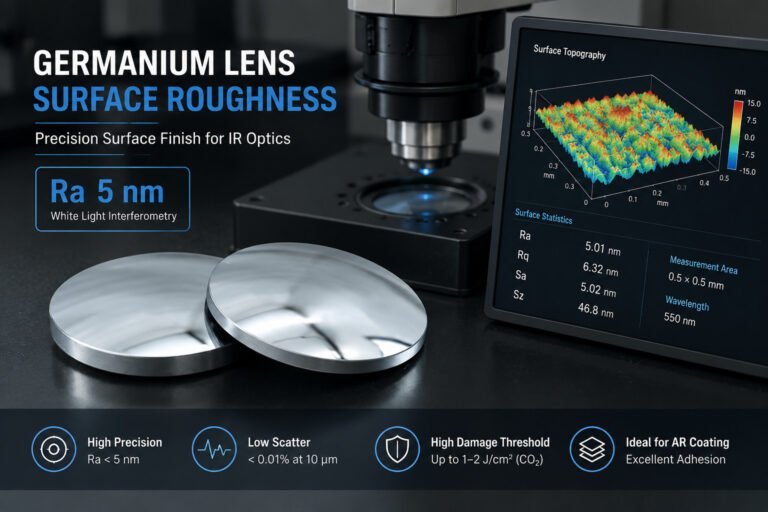
| 5 | Poliermaschine | Endgültige Oberflächengüte | Ra < 5 nm, bereit für AR-Beschichtung |
Die Schleifstufe wandelt einen flachen Rohling in eine Linsenform um. Für eine 50-mm-Doppelkonvex-Germaniumlinse dauert das Schleifen etwa 5 Minuten pro Fläche – insgesamt 10 Minuten –, was sie zu einer der schnelleren Stufen macht. Aber die erforderliche Maßgenauigkeit ist hoch: eine Pfeilhöhe-Toleranz von ±5 μm und eine Oberflächenformgenauigkeit, die den Erfolg der nachfolgenden Politur bestimmt.
Warum Germanium spezielle Schleifausrüstung erfordert
Germanium ist kein Glas. Drei Materialeigenschaften machen das Schleifen von Germaniumlinsen grundlegend anders als das Schleifen von herkömmlichem optischem Glas:
Sprödigkeit und Oberflächenschäden
Germanium ist ein kristalliner Halbleiter mit einer Diamant-Kubik-Struktur. Beim Schleifen mit übermäßiger Kraft breiten sich Risse entlang der Kristallflächen aus – nicht zufällig wie bei amorphem Glas. Diese Risse unter der Oberfläche reichen tiefer als die sichtbaren Schleifspuren und erzeugen eine beschädigte Schicht, die die Polierstufe vollständig entfernen muss.
Die Herausforderung: Wenn der Schleifprozess 15–20 μm Oberflächenschäden verursacht, muss beim Polieren mindestens so viel Material über die gesamte Linsenoberfläche entfernt werden. Auf einem 120–180er Rohling (bei 1.800–2.400 $/kg für optisches Germanium) kostet jedes zusätzliche Mikrometer Materialabtrag bares Geld und verlängert die Zykluszeit.
Weichheit im Verhältnis zu optischem Glas
Germanium (Knoop-Härte ~780) ist weicher als die meisten optischen Gläser, die in der sichtbaren Optik verwendet werden (typischerweise 400–600 Knoop). Das bedeutet, es schleift schneller – aber auch, dass es leichter zu überschleifen ist oder Formfehler durch unkontrollierten Materialabtrag entstehen.
Die Schleifscheibe schneidet aggressiver in Germanium ein als bei gleichem Vorschub wie bei Glas. Ohne richtige Einstellung führt dies zu tieferen Oberflächenschäden, höherer Oberflächenrauheit und schlechter Formgenauigkeit.
Thermische Empfindlichkeit
Germanium hat eine Wärmeleitfähigkeit von ~60 W/m·K und einen Wärmeausdehnungskoeffizienten von 5,9 × 10⁻⁶/°C. Beim Schleifen erzeugt Reibung Wärme an der Kontaktstelle zwischen Scheibe und Linse. Wenn sich die Linse ungleichmäßig erwärmt, dehnt sie sich asymmetrisch aus – und die Schleifscheibe erzeugt eine Krümmung auf der thermisch verzogenen Linse. Wenn die Linse auf Raumtemperatur abkühlt, entspricht die geschliffene Oberfläche nicht dem beabsichtigten Radius.
Dieser Effekt ist bei Germaniumlinsen über 40 mm Durchmesser messbar und wird über 100 mm Durchmesser signifikant.
Worauf Sie bei der Schleifausrüstung für Germaniumlinsen achten sollten
Spezifikationen der Diamantschleifscheibe
Beim Schleifen von Germaniumlinsen werden gebundene Diamantscheiben verwendet – typischerweise kunststoffgebunden für das Feinschleifen und metallgebunden für die Groberzeugung. Die wichtigsten Spezifikationen:
| Parameter | Groberzeugung | Feinschleifen |
|---|---|---|
| Diamantkorn | D46–D91 (gröber) | D7–D25 (feiner) |
| Bindungstyp | Metall (Bronze) | Harz |
| Konzentration | 75–100% | 50–75% |
| Scheibendrehzahl | 000–4.000 U/min | 000–5.000 U/min |
| Vorschub | 5–15 μm/Durchgang | 1–5 μm/Durchgang |
Bei Germanium werden auch im Grobschliff feinere Kornscheiben bevorzugt als beim Glasschleifen. Der Grund ist die Kontrolle von Oberflächenschäden – eine D91-Scheibe auf Germanium erzeugt eine tiefere Schadenschicht als die gleiche Scheibe auf BK7-Glas, einfach weil die Kristallstruktur von Germanium Risse effizienter ausbreitet.
Spindelsteifigkeit und Vibrationskontrolle
Spindelrundlauf überträgt sich direkt als Formfehler auf die geschliffene Oberfläche. Bei Schleifausrüstungen für Germaniumlinsen sollte der Spindel-TIR (Total Indicated Runout) ≤ 1 μm betragen. Höherer Rundlauf bedeutet, dass die Schleifscheibe die Linse bei jeder Umdrehung an leicht unterschiedlichen Positionen berührt, wodurch eine wellige Oberfläche entsteht, die nach dem Polieren als Welligkeit sichtbar ist.
Luftgelagerte Spindeln bieten die beste Rundlaufleistung, erfordern jedoch saubere, trockene Druckluft und sorgfältige Wartung. Präzisions-Wälzlager-Spindeln sind robuster für Produktionsumgebungen und können mit richtiger Vorspannung einen Rundlauf von ≤ 2 μm erreichen.
Kühlmittel-System
Schleifkühlmittel für Germanium erfüllt drei Funktionen:
- Temperaturkontrolle — verhindert thermische Verformung während des Schleifens
- Spanabfuhr — entfernt geschliffene Germaniumpartikel aus der Schleifzone
- Schmierung — reduziert die Reibung zwischen Schleifscheibe und Linse
Für Germanium sind wasserlösliche Kühlmittel Standard. Im Gegensatz zu dem Mineralöl, das in Drahtschneiden, verwendet wird, muss Schleifkühlmittel transparent und niedrigviskos sein, um eine klare Sicht auf den Schleifprozess und eine effiziente Spanabfuhr zu ermöglichen.
Die Kühlmittelfiltration ist wichtig. Beim Schleifen von Germanium entstehen feine metallische Partikel (Germanium ist ein Halbmetall). Wenn diese Partikel im Kühlmittel rezirkulieren und wieder in die Schleifzone gelangen, zerkratzen sie die geschliffene Oberfläche. Ein Filtrationssystem mit 5 µm ist das Minimum; 1 µm ist für das Feinschleifen bevorzugt.

CNC vs. Manuelles Schleifen
Bei Produktionsvolumen von über 50 Linsen pro Tag ist CNC-Schleifen unerlässlich. Moderne Germanium-Linsenschleifmaschinen verwenden CNC-Steuerung für:
- Automatische Zuführung mit programmierbarer Tiefe pro Durchgang
- Anpassung der Spindeldrehzahl basierend auf der Position (langsamer in der Mitte, schneller am Rand)
- Automatische Abrichtzyklen für die Schleifscheibe
- Werkzeugwechsel zwischen Grob- und Feinschleifscheiben
Für F&E oder Kleinserien (< 20 Linsen/Tag) können erfahrene Bediener an manuellen Maschinen eine gleichwertige Qualität erzielen – aber Zykluszeit und Konsistenz leiden darunter.
Germanium-Linsenschleifausrüstung: Prozessparameter
Basierend auf Produktionsdaten für Φ50 mm Germaniumlinsen:
| Parameter | Value | Anmerkungen |
|---|---|---|
| Zeit für die Grobbearbeitung | ~3 Min./Seite | Entfernung von Masse bis zum nahezu fertigen Radius |
| Zeit für das Feinschleifen | ~2 Min./Seite | Endform + Oberflächenqualität |
| Gesamtschleifzeit | ~10 Min./Linse | Beide Seiten einer bikonvexen Linse |
| Materialabtrag (Grob) | 0,3–0,8 mm/Seite | Abhängig von der Dickentoleranz des Rohlings |
| Materialabtrag (Fein) | 20–50 µm/Seite | Korrektur der Endform |
| Oberfläche nach Grobbearbeitung | Ra 0,5–1,0 µm | — |
| Oberfläche nach Feinschleifen | Ra 0,1–0,3 µm | Bereit zum Polieren |
| Formgenauigkeit (PV) | ≤ 1 µm | Kugelförmige Abweichung |
Der Übergang vom Grob- zum Feinschleifen ist entscheidend. Ein zu frühes Umschalten verschwendet Zeit für das Feinschleifen (und die Lebensdauer der Schleifscheibe) für die Massenentfernung. Ein zu spätes Umschalten bedeutet, dass die Oberflächenqualität nach der Grobbearbeitung schlechter ist als nötig, was mehr Feinschleifdurchgänge erfordert, um die Ziel-Ra zu erreichen. Für ZnSe-Optiken, die denselben Arbeitsablauf durchlaufen, unterscheiden sich die Polieranforderungen aufgrund der geringeren Härte erheblich von denen für Germanium – siehe die ZnSe-Optik-Polieranleitung für materialspezifische Anpassungen.
Qualitätsmetriken nach dem Schleifen
Diese Spezifikationen bestimmen, ob die geschliffene Linse zum Polieren bereit ist:
| Metric | Ziel | Why It Matters |
|---|---|---|
| Oberflächenrauheit Ra | 0,1–0,3 µm | Ausgangspunkt für das Polieren – niedriger ist besser |
| Untergrundschadentiefe | < 5 μm | Muss beim Polieren entfernt werden |
| Krümmungsradius | ±0,1% des Designs | Die optische Funktion hängt vom präzisen Radius ab |
| Pfeilhöhe | ±5 μm | Stapeltoleranz für Mehrkomponenten-Baugruppen |
| Formfehler (PV) | ≤ 1 µm | Bestimmt die endgültige Linsenoberflächenqualität |
| Kantenbeschaffenheit | Keine Splitter > 0,05 mm | Kantenabsplitterungen breiten sich beim Polieren aus |
Wenn eine Metrik nach dem Schleifen fehlschlägt, hängt die Korrekturmaßnahme vom Versagen ab:
- Hoher Ra → zusätzliche Feinschleifgänge hinzufügen (wiederherstellbar)
- Tiefe unterschwellige Beschädigung → erfordert möglicherweise Rückkehr zum Grobschleifen (kostspielig in Bezug auf Material)
- Falscher Radius → Nachschleifen (nur möglich, wenn ausreichend Material vorhanden ist)
- Kantenabsplitterung → Ablehnung (nicht wiederherstellbar beim Schleifen oder Polieren)
Abstimmung der Schleifausrüstung auf Ihr Produktionsvolumen
Geringes Volumen (< 50 Linsen/Tag)
Eine einzelne Schleifmaschine der Klasse G-100 übernimmt sowohl das Grob- als auch das Feinschleifen mit Werkzeugwechseln zwischen den Stufen. Manuelle oder halb-CNC-Bedienung ist ausreichend. Investition: vergleichbar mit mittelgroßen optischen Schleifmaschinen von Herstellern wie OptiPro oder Satisloh.
Mittleres Volumen (50–200 Linsen/Tag)
Dedizierte Grob- und Feinschleifstationen eliminieren Werkzeugwechselzeiten und verbessern den Durchsatz. CNC-Steuerung wird für Konsistenz über Schichten hinweg unerlässlich. Zwei G-100-Maschinen – eine zum Grobschleifen, eine zum Feinschleifen – können 100–150 Φ50 mm Linsen pro 8-Stunden-Schicht bearbeiten.
Hohes Volumen (200+ Linsen/Tag)
Automatisches Be- und Entladen, In-Prozess-Messung und adaptive Schleifparameter. Erwägen Sie die G-250 für größere Linsendurchmesser (bis zu Φ250 mm) oder mehrere G-100-Stationen in einer Zelleneinrichtung mit Roboterübertragung.
Verbindung des Schleifens mit der gesamten IR-Linsenlinie
Germanium-Linsen-Schleifausrüstung existiert nicht isoliert. Ihre Leistung hängt davon ab, was davor kommt, und bestimmt, was danach passiert:
Vorlaufwirkung: Die Qualität des zugeschnittenen Rohlings beeinflusst direkt das Schleifen. Ein Rohling mit Ra 0,6 μm aus Diamantdrahtsägen benötigt weniger Grobschleifen als ein Rohling mit Ra 1,5 μm aus einem schlechten Schnitt. Weniger Grobschleifen = weniger unterschwellige Beschädigung = schnelleres Polieren.
Nachlaufwirkung: Das Schleifen bestimmt, wie viel Arbeit die Polierstufe leisten muss. Eine gut geschliffene Linse bei Ra 0,15 μm mit < 5 μm unterschwelliger Beschädigung poliert in etwa 3 Minuten pro Seite auf Ra < 5 nm. Eine schlecht geschliffene Linse bei Ra 0,5 μm mit 20 μm unterschwelliger Beschädigung benötigt 2–3x länger und hat höhere Ausschussraten.
Deshalb erzielen Hersteller, die die gesamte Kette kontrollieren – von Schneiden über das Schleifen bis Polieren – durchweg bessere Ausbeuten als diejenigen, die einzelne Stufen auslagern.
Die gesamte Ausrüstungspalette für Germanium und andere IR-Materialien finden Sie in unserem Ausrüstung für die Herstellung von Infrarotoptiken Übersicht.