Germanium đạt mức 8.500 đô la Mỹ/kg vào giữa năm 2026. Con số này gấp hơn hai lần mức giá của hai năm trước. Với tốc độ đó, mỗi phần mười milimét vật liệu germanium bị mất đi trong quá trình cắt lát sẽ chuyển trực tiếp thành đô la bị mất — không phải xu, không phải phần nhỏ, mà là đô la thật cho mỗi lần cắt. Nếu bạn vẫn sử dụng lưỡi cưa hoặc cưa ID để cắt các phôi germanium, quy trình cắt của bạn có thể đang lãng phí 15–30% vật liệu thô nhiều hơn mức cần thiết.
Chúng tôi đã dành nhiều năm để tối ưu hóa các dây chuyền cắt germanium, và sự thay đổi mang lại ROI cao nhất mà hầu hết các xưởng có thể thực hiện không phải là một máy mới hay một loại chất làm mát khác. Đó là giảm chiều rộng vết cắt. Dưới đây là cách tính toán hoạt động và những gì bạn có thể làm để giải quyết vấn đề này.
Tại sao tổn thất vết cắt ống kính Germanium lại ảnh hưởng nặng nề hơn các vật liệu khác
Hầu hết các vật liệu quang học đều đắt tiền. Nhưng germanium nằm trong một hạng mục riêng.
Một thỏi Ge tiêu chuẩn cấp quang học (độ tinh khiết 99,999%) có giá từ 7.000–9.000 đô la Mỹ/kg theo giá thị trường hiện tại, do các biện pháp kiểm soát xuất khẩu của Trung Quốc có hiệu lực từ giữa năm 2023 và ngày càng thắt chặt. So sánh với ZnSe có giá khoảng 800–1.200 đô la Mỹ/kg hoặc kính BK7 dưới 50 đô la Mỹ/kg. Khi bạn cắt ZnSe và mất 0,5 mm vật liệu cho vết cắt, bạn mất vài xu cho mỗi lát cắt. Khi bạn mất 0,5 mm germanium, bạn đang đốt cháy vật liệu trị giá 3–6 đô la Mỹ cho mỗi lần cắt tùy thuộc vào đường kính phôi.
Số tiền đó cộng lại rất nhanh. Một lô sản xuất điển hình cắt các phôi Ge đường kính 50 mm thành các ống kính dày 3 mm tạo ra 15–20 lần cắt cho mỗi phần thỏi. Với 4–5 đô la Mỹ lãng phí cho vết cắt, đó là 60–100 đô la Mỹ bụi germanium cho mỗi lô — vật liệu không thể phục hồi về độ tinh khiết cấp quang học nếu không có quy trình tái chế tốn kém.
Điểm mấu chốt: giảm tổn thất vết cắt ống kính germanium không phải là một sự tối ưu hóa "có thì tốt". Với giá năm 2026, đó là vấn đề sống còn.

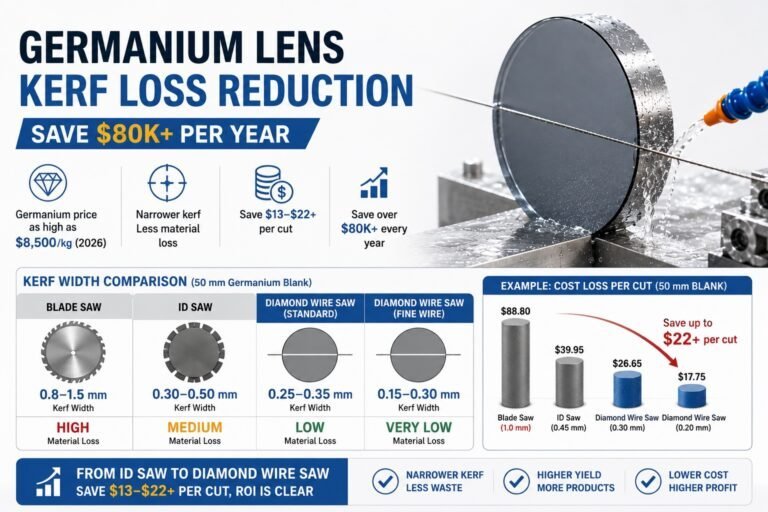
So sánh chiều rộng vết cắt: Dây kim cương so với cưa ID so với lưỡi cưa
Công cụ cắt bạn chọn sẽ xác định chiều rộng vết cắt của bạn, điều này trực tiếp xác định tổn thất vật liệu của bạn. Đây là những gì chúng tôi thấy trong thực tế:
| Cutting Method | Chiều rộng vết cắt điển hình | Lãng phí Germanium cho mỗi lần cắt (phôi 50 mm) | Tổn thất vật liệu tương đối |
|---|---|---|---|
| Cưa lưỡi mài mòn | 0,8–1,5 mm | Cao | Cơ sở (tệ nhất) |
| Cưa ID (đường kính trong) | 0,30–0,50 mm | Vừa phải | ~60% lưỡi cưa |
| Cưa dây kim cương (tiêu chuẩn) | 0,25–0,35 mm | Thấp | ~40% lưỡi cưa |
| Cưa dây kim cương (dây mảnh) | 0,15–0,20 mm | Rất thấp | ~20% lưỡi cưa |
Sự khác biệt giữa cưa lưỡi với vết cắt 1,0 mm và cưa dây kim cương với vết cắt 0,25 mm là rất lớn: bạn thu hồi được 0,75 mm germanium có thể sử dụng cho mỗi lần cắt. Trên một phần thỏi dài 100 mm được cắt thành các lát mỏng 3 mm, đó là khoảng 25 lần cắt. Với mức tiết kiệm 0,75 mm cho mỗi lần cắt, bạn tiết kiệm được 18,75 mm germanium — đủ cho 6 lát mỏng bổ sung từ cùng một thỏi.
Sáu lát mỏng bổ sung. Cùng một thỏi. Chỉ cần một vết cắt hẹp hơn.
Tính toán thực tế: Chi phí tổn thất vết cắt cho mỗi lần cắt
Hãy đưa ra các con số thực tế. Giả sử:
- Giá Germanium: 8.500 đô la Mỹ/kg
- Mật độ Germanium: 5,323 g/cm³
- Đường kính phôi: 50 mm (phôi tròn)
Thể tích vật liệu bị mất cho mỗi lần cắt = chiều rộng vết cắt × diện tích mặt cắt ngang của phôi.
| Chiều rộng Kerf | Thể tích bị mất cho mỗi lần cắt | Khối lượng bị mất | Chi phí bị mất cho mỗi lần cắt |
|---|---|---|---|
| 1,0 mm (lưỡi cưa) | 963 mm³ | 10,45 g | $88.80 |
| 0,45 mm (cưa ID) | 883 mm³ | 4,70 g | $39.95 |
| 0,30 mm (cưa dây) | 589 mm³ | 3,13 g | $26.65 |
| 0,20 mm (dây mảnh) | 393 mm³ | 2,09 g | $17.75 |
Chuyển từ cưa ID tiêu chuẩn (0,45 mm) sang cưa dây kim cương (0,30 mm) tiết kiệm được 13,30 đô la Mỹ cho mỗi lần cắt. Với sản lượng 500 lần cắt mỗi tháng, đó là 6.650 đô la Mỹ/tháng — gần 80.000 đô la Mỹ/năm germanium thu hồi được.
Chuyển sang dây mảnh với kích thước 0,20 mm, và khoản tiết kiệm tăng lên 22,20 đô la Mỹ cho mỗi lần cắt, hoặc 133.200 đô la Mỹ/năm.
Cảnh báo: dây mảnh dưới 0,20 mm đòi hỏi kiểm soát độ căng cẩn thận hơn và tốc độ tiến dao chậm hơn. Chúng tôi đã làm đứt không ít sợi dây khi cố gắng quá sức với vật liệu đường kính 0,15 mm. Điểm tối ưu cho hầu hết các quy trình sản xuất ống kính germanium là đường kính dây 0,25–0,30 mm, cân bằng giữa tiết kiệm vết cắt với tỷ lệ đứt dây và tốc độ cắt.
Năm cách thực tế để giảm tổn thất vết cắt ống kính Germanium
Chuyển sang Dây kim cương mỏng hơn
Đây là đòn bẩy trực tiếp nhất. Chuyển từ dây 0,35 mm sang dây 0,25 mm làm giảm kerf khoảng 0,10 mm — như đã chỉ ra ở trên, điều này có thể tiết kiệm hàng nghìn đô la mỗi tháng.
Sự đánh đổi: dây mỏng hơn dễ vỡ hơn. Bạn sẽ cần giảm tốc độ cấp liệu xuống 20–30% và đảm bảo hệ thống căng của máy có thể duy trì lực ổn định mà không làm căng quá mức dây. Trên máy máy cắt dây dao động SGSM-40 của chúng tôi, chúng tôi thường chạy dây 0,25 mm với tốc độ cấp liệu 5–6 mm/phút cho gecmani (phôi 50 mm), so với 7–8 mm/phút cho dây 0,35 mm trên cùng đường kính.
Tối ưu hóa Tốc độ và Độ căng Dây
Tốc độ dây ảnh hưởng đến hiệu quả cắt và chất lượng bề mặt, nhưng cũng ảnh hưởng đến kerf. Tốc độ dây cao hơn (40–60 m/s) với độ căng phù hợp tạo ra vết cắt sạch hơn, hẹp hơn vì dây đi thẳng hơn qua phôi. Tốc độ dây thấp khiến dây bị lệch, làm rộng kerf hiệu quả.
Đối với gecmani nói riêng:
- Tốc độ dây: 40–55 m/s (gecmani giòn — quá nhanh sẽ gây sứt mẻ)
- Độ căng dây: 100–140 N cho dây 0,25–0,30 mm (thường là 110 N)
- Giữ độ căng trong phạm vi 80–90% giới hạn bền đứt của dây
Một điều khiến chúng tôi gặp khó khăn ban đầu: chạy gecmani với tốc độ tương tự như thủy tinh. Độ bền gãy của gecmani chỉ khoảng 0,6 MPa·m^0,5 — khoảng một nửa so với thủy tinh tiêu chuẩn. Tăng tốc độ quá cao, bạn sẽ bị sứt mẻ cạnh làm cho vùng hư hỏng hiệu quả mở rộng ra ngoài kerf. Kerf có thể đo được 0,30 mm, nhưng hư hỏng dưới bề mặt kéo dài thêm 0,05–0,10 mm ở mỗi bên.

Sử dụng Chất làm mát gốc nước với Lưu lượng phù hợp
Chất làm mát thực hiện hai nhiệm vụ: loại bỏ phoi vụn và ngăn ngừa tích tụ nhiệt. Đối với gecmani, kiểm soát nhiệt là rất quan trọng vì độ dẫn nhiệt của gecmani (60 W/m·K) khá tốt, nhưng nhiệt cục bộ tại vùng cắt có thể gây ra vi nứt làm hỏng tấm wafer vượt ra ngoài kerf.
Chúng tôi khuyến nghị chất làm mát gốc nước với tốc độ dòng chảy 2–4 L/phút, hướng vào cả điểm vào và điểm ra của dây. Chất làm mát gốc dầu cũng hoạt động tốt, nhưng chúng có xu hướng làm tắc dây kim cương nhanh hơn, làm giảm tuổi thọ dây — điều này dẫn đến vấn đề chi phí thứ cấp.
Giảm thiểu Lượng mài sau khi cắt
Tổn thất kerf chỉ là một phần của phương trình. Sau khi cắt, hầu hết các thấu kính gecmani cần mài bề mặt để loại bỏ lớp hư hỏng dưới bề mặt. Với máy cưa lưỡi, lớp hư hỏng này có thể sâu 50–100 μm, đòi hỏi phải loại bỏ vật liệu đáng kể trong quá trình mài.
Máy cưa dây kim cương tạo ra lớp hư hỏng nông hơn nhiều — thường là 5–15 μm. Điều đó có nghĩa là:
- Giảm vật liệu loại bỏ trong quá trình mài (tiết kiệm thêm 0,05–0,10 mm mỗi mặt)
- Giảm số bước mài (tiết kiệm thời gian và chi phí vật tư tiêu hao)
- Bề mặt ban đầu tốt hơn cho việc đánh bóng
Đối với một thấu kính được cắt từ cả hai mặt, việc giảm lượng mài từ 0,10 mm xuống 0,02 mm mỗi mặt sẽ tiết kiệm được tổng cộng 0,16 mm vật liệu. Với giá gecmani, điều đó tương đương với việc tiết kiệm thêm 2–3 đô la cho mỗi thấu kính.
Thu hồi và Tái chế Phoi vụn Gecmani
Ngay cả với kerf được tối ưu hóa, bạn vẫn sẽ tạo ra bụi và bùn gecmani. Không giống như hầu hết các vật liệu, phoi vụn gecmani có giá trị bán lại thực sự — các nhà tái chế sẽ trả 2.000–4.000 đô la/kg cho phế liệu gecmani có độ tinh khiết cao, tùy thuộc vào mức độ nhiễm bẩn.
Thiết lập hệ thống làm mát vòng kín để lọc và thu thập các hạt gecmani. Giữ phoi vụn tách biệt với các vật liệu khác (điều này rất quan trọng — phoi vụn hỗn hợp có giá trị thu hồi thấp hơn nhiều). Một số hoạt động mà chúng tôi đã làm việc cùng đã thu hồi được 60–70% lượng chất thải kerf thông qua việc thu gom phoi vụn đúng cách.
Điều này không làm giảm tổn thất kerf, nhưng nó thu hồi giá trị từ bất kỳ tổn thất nào còn lại.
Những gì Máy cắt dây kim cương không thể khắc phục
Máy cưa dây kim cương là công nghệ tốt nhất hiện có để giảm thiểu tổn thất kerf gecmani, nhưng chúng không phải là phép màu.
Hạn chế về hình học. Máy cưa dây cắt các đường thẳng. Nếu bạn cần các vết cắt cong hoặc có đường viền, bạn vẫn sẽ cần các phương pháp khác (phay CNC, laser) có thể có kerf rộng hơn hoặc hồ sơ chất thải khác.
Tấm wafer cực mỏng. Dưới khoảng 0,5 mm độ dày tấm wafer, ngay cả việc cắt bằng dây kim cương cũng trở nên rủi ro với gecmani. Tính chất giòn của vật liệu có nghĩa là các tấm wafer mỏng có xu hướng bị nứt trong quá trình cắt bất kể chiều rộng kerf. Chúng tôi đã xử lý được các vết cắt dày 0,3 mm trên phôi có đường kính nhỏ (dưới 25 mm), nhưng năng suất giảm đáng kể.
Độ nhạy cảm với ô nhiễm. Đối với gecmani cấp độ detector (ứng dụng đo phổ gamma), ngay cả một lượng nhỏ ô nhiễm từ dây kim cương hoặc chất làm mát cũng có thể bị loại. Các ứng dụng này đôi khi chấp nhận tổn thất kerf cao hơn từ máy cắt dây EDM hoặc máy cưa ID để có bề mặt cắt sạch hơn.
Chi phí dây. Dây mỏng hơn có giá cao hơn mỗi mét, dễ đứt hơn và cắt chậm hơn. Có một điểm mà chi phí dây tăng lên vượt quá khoản tiết kiệm từ gecmani — thường là khoảng đường kính dây 0,15 mm đối với khối lượng sản xuất. Đối với hầu hết các hoạt động, dây 0,20–0,30 mm đại diện cho điểm tối ưu về kinh tế.
Yếu tố Kiểm soát Xuất khẩu: Tại sao Tối ưu hóa Kerf trở nên Cấp bách vào năm 2026
Trung Quốc sản xuất khoảng 60% lượng gecmani tinh chế của thế giới. Kể từ tháng 7 năm 2023, Bắc Kinh đã yêu cầu giấy phép xuất khẩu đối với các sản phẩm gecmani, và tỷ lệ phê duyệt không nhất quán. Kết quả: giá giao ngay tăng gấp đôi từ đầu năm 2025 đến giữa năm 2026, và thời gian giao hàng cho phôi gecmani cấp quang học kéo dài từ 4–6 tuần lên 10–16 tuần trong một số trường hợp.
Sự khan hiếm nguồn cung này làm thay đổi đáng kể phương trình tổn thất kerf. Hai năm trước, việc tiết kiệm 0,15 mm kerf mỗi lần cắt là một sự tối ưu hóa nhỏ. Ngày nay, cùng 0,15 mm đó đại diện cho giá trị đô la gấp đôi — và là sự khác biệt giữa việc đáp ứng các cam kết giao hàng và thiếu hụt vật liệu.
Một số khách hàng mà chúng tôi làm việc cùng đã phản ứng bằng cách giữ lượng tồn kho gecmani lớn hơn, điều này làm đóng băng vốn. Một cách tiếp cận thông minh hơn: trích xuất nhiều thấu kính hơn từ mỗi phôi bằng cách cắt hẹp hơn. Vật liệu bạn tiết kiệm được thông qua việc giảm kerf về cơ bản trở thành hàng tồn kho bổ sung “miễn phí” mà không cần mua thêm.
Bạn có thể tiết kiệm được bao nhiêu?
Đây là một kịch bản thực tế cho một nhà sản xuất thấu kính gecmani với khối lượng trung bình:
| Tham số | Trước đây (Máy cưa ID) | Sau đó (Dây kim cương) |
|---|---|---|
| Độ rộng hẹp | 0,45 mm | 0,25 mm |
| Lượng mài mỗi mặt | 0,08 mm | 0,02 mm |
| Tổng tổn thất vật liệu mỗi thấu kính | 0.61 mm | 0.29 mm |
| Monthly cuts | 500 | 500 |
| Monthly material savings | — | 160 mm of Ge length saved |
| Monthly cost savings | — | ~$6,800 |
| Annual savings | — | ~$81,600 |
And that’s conservative — it doesn’t include swarf recovery value or the reduction in grinding consumable costs.
For operations cutting larger blanks (75–100 mm diameter), the savings scale with the square of the diameter. A 100 mm blank loses 4x more material per mm of kerf than a 50 mm blank. Annual savings for 100 mm operations easily exceed $200,000.
Where to Start
If you’re evaluating a switch from ID saw or blade cutting to diamond wire for germanium:
- Benchmark your current kerf. Measure actual kerf width on 10 consecutive cuts (not the spec sheet number — the real number). Most ID saws run wider than their rated kerf after the blade wears.
- Calculate your cost per cut using the formula above with current germanium spot prices.
- Run a trial on 0.25–0.30 mm diamond wire at conservative parameters (low feed, moderate speed) and measure the resulting kerf and surface quality.
- Factor in the full picture: kerf savings + grinding reduction + swarf recovery – wire cost increase.
For a detailed look at how diamond wire cutting equipment fits into a complete sản xuất quang học hồng ngoại workflow — from blank slicing through final polishing — we’ve documented the full process and equipment options on our solutions page.
For reference data on germanium optical properties and density used in the calculations above, Crystran’s germanium material datasheet provides verified values. For supply chain context, the USGS germanium statistics report tracks production, pricing, and export control developments.
SEO Settings (copy to Rank Math)
- SEO Title: Giảm Tổn thất Khe cắt Ống kính Germanium — Tiết kiệm $80K+/Năm
- Meta Description: Giảm thiểu tổn thất rãnh cắt thấu kính Germanium với dây kim cương giúp tiết kiệm $80K+/năm. So sánh độ rộng rãnh cắt, tính toán chi phí cho mỗi lần cắt và xem lợi tức đầu tư khi chuyển đổi từ cưa ID.
- Permalink Slug: germanium-kerf-loss-reduction
- Focus Keyword: germanium lens kerf loss reduction
- Suggested Image Alt Text: germanium lens kerf loss reduction comparison between diamond wire saw and ID saw cutting methods