После резки и центровки германиевая заготовка плоская — диск с параллельными поверхностями, правильным диаметром и чистыми краями. Но плоский диск — это не линза. На этапе шлифовки создается кривизна — сферическая или асферическая — которая придает линзе оптическую функцию.
Оборудование для шлифовки германиевых линз формирует каждую поверхность заготовки до заданного радиуса кривизны, сохраняя при этом качество поверхности, достаточное для последующего этапа полировки. Правильно выполните шлифовку, и полировка будет быстрой и предсказуемой. Ошибетесь, и вы либо будете снимать материал, который не можете себе позволить потерять, либо передадите дальше повреждения под поверхностью, которые полировка не сможет устранить.

Где шлифовка германиевых линз вписывается в производственную линию
Шлифовка — это этап 4 в производстве инфракрасной оптики рабочем процессе:
| Этап | Оборудование | Что это делает | Output |
|---|---|---|---|
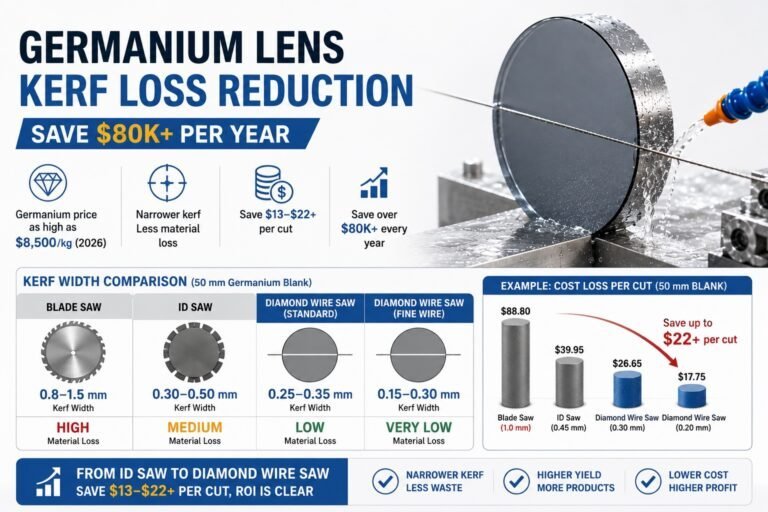
| 1 | Проволочная пила (SGI 40) — контурная резка | Извлекает заготовку из слитка | Формованная заготовка |
| 2 | Проволочная пила (SGI 40) — резка | Разрезает заготовку на диски | Плоский диск, Ra 0,6–1,2 мкм |
| 3 | Центровочная машина (C-120L) | Края, центры, фаски | Круглая заготовка, круглость ≤ 5 мкм |
| 4 | Сферический шлифовальный станок (G-100 / G-250) | Создает кривизну линзы | Изогнутые поверхности, Ra 0.1–0.3 мкм |
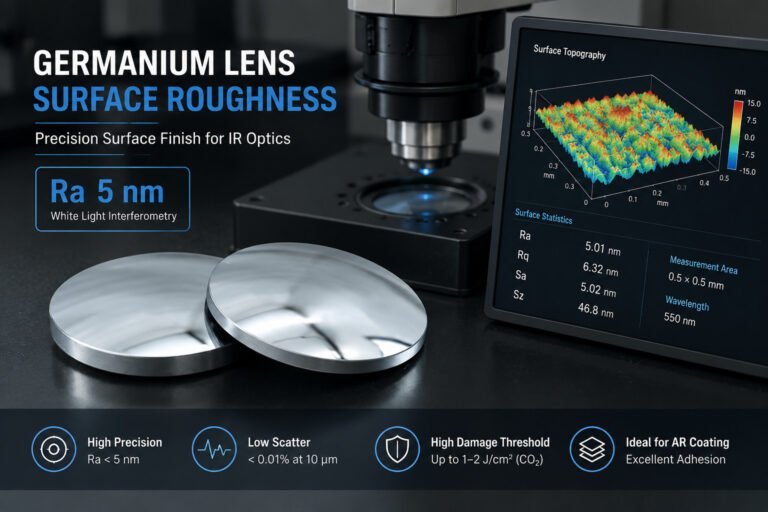
| 5 | Полировальная машина | Финишная обработка поверхности | Ra < 5 нм, готов к просветляющему покрытию |
Этап шлифовки превращает плоскую заготовку в форму линзы. Для германиевой двояковыпуклой линзы диаметром 50 мм шлифовка занимает примерно 5 минут на каждую сторону — 10 минут всего — что делает ее одним из самых быстрых этапов. Но требуемая точность размеров высока: допуск по сагиттальной высоте ±5 мкм и точность формы поверхности, которая определяет успех последующей полировки.
Почему германий требует специализированного шлифовального оборудования
Германий — это не стекло. Три свойства материала делают шлифовку германиевых линз принципиально отличающейся от шлифовки обычного оптического стекла:
Хрупкость и повреждение под поверхностью
Германий — это кристаллический полупроводник с алмазной кубической структурой. При шлифовке с чрезмерным усилием трещины распространяются вдоль кристаллических плоскостей — а не случайным образом, как в аморфном стекле. Эти подповерхностные трещины распространяются глубже видимых следов шлифовки и создают поврежденный слой, который этап полировки должен быть полностью удален.
Задача: если в процессе шлифовки возникает повреждение под поверхностью на 15–20 мкм, полировка должна удалить как минимум столько же материала со всей поверхности линзы. На заготовке размером 120–180 мм (по цене 1800–2400 долларов США за кг германия оптического качества) каждый дополнительный микрон снятого материала стоит реальных денег и увеличивает время цикла.
Мягкость по сравнению с оптическим стеклом
Германий (твердость по Кнупу ~780) мягче большинства оптических стекол, используемых в видимой оптике (обычно 400–600 по Кнупу). Это означает, что он шлифуется быстрее — но также означает, что его легче перешлифовать или внести ошибки формы из-за неконтролируемого снятия материала.
Шлифовальный круг врезается в германий агрессивнее при той же скорости подачи, что и для стекла. Без надлежащей регулировки результатом будет более глубокое повреждение под поверхностью, более высокая шероховатость поверхности и низкая точность формы.
Тепловая чувствительность
Германий имеет теплопроводность ~60 Вт/м·К и коэффициент теплового расширения 5,9 × 10⁻⁶/°C. Во время шлифовки трение генерирует тепло на границе между кругом и линзой. Если линза нагревается неравномерно, она расширяется асимметрично — и шлифовальный круг создает кривизну на термически искаженной линзе. Когда линза остывает до комнатной температуры, отшлифованная поверхность не соответствует предполагаемому радиусу.
Этот эффект измерим на германиевых линзах диаметром более 40 мм и становится значительным при диаметре более 100 мм.
На что обратить внимание в оборудовании для шлифовки германиевых линз
Технические характеристики алмазного шлифовального круга
При шлифовке германиевых линз используются алмазные круги с связующим веществом — обычно с полимерной связкой для чистовой шлифовки и с металлической связкой для черновой генерации. Ключевые характеристики:
| Параметр | Черновая генерация | Чистовая шлифовка |
|---|---|---|
| Размер зерна алмаза | D46–D91 (грубее) | D7–D25 (тоньше) |
| Тип связующего | Металл (бронза) | Полимер |
| Концентрация | 75–100% | 50–75% |
| Скорость вращения круга | 2000–4000 об/мин | 3000–5000 об/мин |
| Скорость подачи | 5–15 мкм/проход | 1–5 мкм/проход |
Для германия предпочтительны круги с более мелким зерном даже на этапе черновой обработки по сравнению со шлифовкой стекла. Причина — контроль повреждений под поверхностью: круг D91 на германии создает более глубокий слой повреждений, чем тот же круг на стекле BK7, просто потому, что кристаллическая структура германия более эффективно распространяет трещины.
Жесткость шпинделя и контроль вибрации
Радиальное биение шпинделя напрямую передается на шлифуемую поверхность в виде ошибки формы. Для оборудования для шлифовки германиевых линз полное биение шпинделя (TIR) должно быть ≤ 1 мкм. Более высокое биение означает, что шлифовальный круг каждый оборот контактирует с линзой в немного разных положениях, создавая рябь на поверхности, которая видна как волнистость после полировки.
Шпиндели с воздушным подшипником обеспечивают наилучшие показатели биения, но требуют чистого сухого сжатого воздуха и тщательного обслуживания. Прецизионные шпиндели с роликовыми подшипниками более надежны в производственных условиях и могут достигать биения ≤ 2 мкм при правильной предварительной нагрузке.
Coolant System
Охлаждающая жидкость для шлифования германия выполняет три функции:
- Контроль температуры — предотвращает термическую деформацию при шлифовании
- Промывка стружки — удаляет частицы германия из зоны шлифования
- Смазка — снижает трение между кругом и линзой
Для германия стандартными являются водорастворимые охлаждающие жидкости. В отличие от минерального масла, используемого в резка проволоки, охлаждающая жидкость для шлифования должна быть прозрачной и маловязкой, чтобы обеспечить четкую видимость процесса шлифования и эффективное удаление стружки.
Фильтрация охлаждающей жидкости имеет значение. При шлифовании германия образуются мелкие металлические частицы (германий — металлоид). Если эти частицы рециркулируют в охлаждающей жидкости и снова попадают в зону шлифования, они царапают шлифуемую поверхность. Минимальная система фильтрации — 5 мкм; для чистовой шлифовки предпочтительна 1 мкм.

ЧПУ против ручного шлифования
При объеме производства более 50 линз в день необходимо ЧПУ шлифование. Современное оборудование для шлифования германиевых линз использует ЧПУ для:
- Автоматическая подача с программируемой глубиной за проход
- Регулировка скорости шпинделя в зависимости от положения (медленнее в центре, быстрее по краю)
- Автоматические циклы правки шлифовального круга
- Смена инструмента между черновой и чистовой кругами
Для НИОКР или малых партий (< 20 линз/день) квалифицированные операторы на ручных станках могут достичь эквивалентного качества — но время цикла и согласованность страдают.
Оборудование для шлифования германиевых линз: Параметры процесса
На основе производственных данных для германиевых линз Φ50 мм:
| Параметр | Value | Примечания |
|---|---|---|
| Время черновой генерации | ~3 мин/грань | Удаление основного материала до радиуса, близкого к конечному |
| Время чистовой шлифовки | ~2 мин/грань | Финальная форма + качество поверхности |
| Общее время шлифовки | ~10 мин/линза | Обе стороны двояковыпуклой линзы |
| Снятие материала (черновое) | 0,3–0,8 мм/грань | Зависит от допуска толщины заготовки |
| Снятие материала (чистовое) | 20–50 мкм/грань | Коррекция финальной формы |
| Поверхность после черновой обработки | Ra 0,5–1,0 мкм | — |
| Поверхность после чистовой обработки | Ra 0,1–0,3 мкм | Готовность к полировке |
| Точность формы (PV) | ≤ 1 мкм | Сферическое отклонение |
Переход от черновой к чистовой шлифовке критичен. Слишком раннее переключение тратит время чистовой шлифовки (и срок службы круга) на удаление основного материала. Слишком позднее переключение означает, что качество поверхности после черновой шлифовки хуже, чем необходимо, что требует больше проходов чистовой шлифовки для достижения целевого Ra. Для оптики из ZnSe, обрабатываемой по тому же рабочему процессу, требования к полировке значительно отличаются от германия из-за меньшей твердости — см. руководство по полировке оптики из ZnSe для корректировок, специфичных для материала.
Метрики качества после шлифовки
Эти спецификации определяют, готова ли шлифованная линза к полировке:
| Metric | Цель | Почему это важно |
|---|---|---|
| Шероховатость поверхности Ra | 0,1–0,3 мкм | Отправная точка для полировки — чем ниже, тем лучше |
| Глубина подповерхностного повреждения | < 5 мкм | Должно быть удалено во время полировки |
| Радиус кривизны | ±0,1% от дизайна | Оптическая функция зависит от точного радиуса |
| Сагиттальная высота | ±5 мкм | Допуск на сборку для многоэлементных узлов |
| Ошибка формы (PV) | ≤ 1 мкм | Определяет конечное качество формы линзы |
| Состояние края | Нет сколов > 0,05 мм | Сколы на краю распространяются во время полировки |
Если какой-либо показатель не соответствует требованиям после шлифовки, корректирующие действия зависят от типа несоответствия:
- Высокий Ra → добавить этапы финишной шлифовки (восстановимо)
- Глубокое подповерхностное повреждение → может потребоваться возврат к черновой шлифовке (дорогостоящий материал)
- Неправильный радиус → перешлифовать (возможно только при наличии достаточного количества материала)
- Сколы на краю → отбраковка (невосстановимо при шлифовке или полировке)
Подбор оборудования для шлифовки в соответствии с вашим объемом производства
Малый объем (< 50 линз/день)
Один шлифовальный станок класса G-100 обрабатывает как черновую, так и финишную шлифовку с заменой круга между этапами. Достаточно ручного или полу-ЧПУ управления. Инвестиции: сопоставимы со среднеценовыми станками для оптической шлифовки от производителей, таких как OptiPro или Satisloh.
Средний объем (50–200 линз/день)
Выделенные станции для черновой и финишной шлифовки устраняют время замены круга и увеличивают производительность. Управление с помощью ЧПУ становится необходимым для обеспечения согласованности в течение смен. Два станка G-100 — один для черновой, один для финишной — могут обрабатывать 100–150 линз Φ50 мм за 8-часовую смену.
Большой объем (200+ линз/день)
Автоматическая загрузка/выгрузка, внутрипроцессное измерение и адаптивные параметры шлифовки. Рассмотрите G-250 для линз большего диаметра (до Φ250 мм) или несколько станций G-100 в ячейковой компоновке с роботизированной передачей.
Связь шлифовки с полной линейкой ИК-линз
Оборудование для шлифовки германиевых линз существует не изолированно. Его производительность зависит от того, что было до него, и определяет, что произойдет после:
Влияние выше по потоку: Качество отрезанной заготовки напрямую влияет на шлифовку. Заготовка с Ra 0,6 мкм после алмазной проволочной резки требует меньшей черновой шлифовки, чем заготовка с Ra 1,5 мкм после плохой резки. Меньшая черновая шлифовка = меньшее подповерхностное повреждение = более быстрая полировка.
Влияние ниже по потоку: Шлифовка определяет, сколько работы предстоит выполнить на этапе полировки. Хорошо отшлифованная линза с Ra 0,15 мкм и подповерхностным повреждением < 5 мкм полируется до Ra < 5 нм примерно за 3 минуты на сторону. Плохо отшлифованная линза с Ra 0,5 мкм и подповерхностным повреждением 20 мкм требует в 2–3 раза больше времени и имеет более высокие показатели отбраковки.
Вот почему производители, которые контролируют всю цепочку — от резка до шлифовки и полировке — последовательно достигают лучших результатов, чем те, кто передает отдельные этапы на аутсорсинг.
Полный ассортимент оборудования, разработанного для германия и других ИК-материалов, см. в нашем центре оборудования для производства инфракрасной оптики обзоре.