ZnSe 초점 렌즈 제조는 곡면 아연 셀레나이드 광학 장치를 생산하여 CO₂ 레이저 빔을 정밀한 초점에 수렴시키는 것을 의미합니다. 일반적으로 레이저 절단 헤드, 마킹 시스템 또는 용접 노즐 내부에 있습니다. 평평한 창과 달리 초점 렌즈는 하나 또는 두 개의 곡면을 가지고 있으며, 표면 형상과 곡률 반경 모두에 대해 엄격한 공차를 유지해야 합니다. 이는 미크론 단위의 오차라도 초점을 이동시키고 아래 작업물의 절단 품질을 저하시키기 때문입니다.
이 가이드에서는 재료 선택, 곡률 생성, 랩핑, 연마, AR 코팅 및 완성된 렌즈가 다중 킬로와트 절단 헤드 내에서 사양을 충족하는지 여부를 결정하는 광학 사양을 포함하여 ZnSe 초점 렌즈의 전체 제조 체인을 다룹니다. 더 넓은 ZnSe 광학 체인 맥락을 보려면 당사의 요약되어 있습니다. 개요를 참조하십시오.

ZnSe 초점 렌즈란 무엇인가요?
ZnSe 초점 렌즈는 화학 기상 증착(CVD) 아연 셀레나이드로 만들어진 곡면 광학 요소로, 10.6μm에서 들어오는 CO₂ 레이저 빔을 작은 초점 스폿으로 수렴하도록 설계되었습니다. 가장 일반적인 형태는 평면 볼록 (평평한 면 하나, 볼록한 면 하나) 및 메니스커스 (서로 다른 반경을 가진 두 개의 곡면)입니다. 선택은 레이저 시스템, 목표 초점 거리 및 필요한 스폿 직경에 따라 달라집니다.
CO₂ 레이저 절단 헤드 내부에서 초점 렌즈는 빔이 작업물에 닿기 전에 마지막으로 접촉하는 광학 요소입니다. 완성된 렌즈의 성능을 결정하는 세 가지 속성은 다음과 같습니다.
- 초점 거리 정확도 — 일반적으로 설계된 EFL의 ±0.5% 이내로 유지됩니다.
- 곡면의 표면 형상 — 일반적으로 작동 파장에서 λ/4 ~ λ/10 P-V
- AR 코팅 투과율 — 일반적으로 10.6μm에서 표면당 > 99.5%
몇 마이크론이라도 잘못되면 초점 스팟이 벗어나거나, 절단 폭이 변하거나, 빔 흡수로 인해 렌즈가 설치 후 몇 시간 내에 깨질 수 있습니다.
ZnSe가 CO₂ 초점 렌즈의 표준인 이유
CVD ZnSe가 CO₂ 초점 광학 장치의 기본 선택이 되는 세 가지 재료 특성은 경쟁 재료가 너무 많은 에너지를 흡수하거나 정렬 빔 파장에서 불투명하기 때문입니다.
| 속성 | ZnSe 가치 | 초점 렌즈에 중요한 이유 |
|---|---|---|
| 투과 범위 | 0.6 – 21 µm | 10.6 µm 절단 빔과 빨간색 HeNe/다이오드 정렬 빔 모두 통과 |
| 10.6 µm에서의 벌크 흡수 | ≤ 0.0005 cm⁻¹ (레이저 등급) | 열 렌즈 현상 없이 지속적인 수 킬로와트 작동 |
| 굴절률 | 2.40 @ 10.6 µm | 주어진 표면 곡률에 대한 초점 거리 계산을 설정합니다. |
| dn/dT | ~6 × 10⁻⁵/K | 냉각으로 제어 가능한 열 부하 하에서의 예측 가능한 초점 드리프트 |
| 크누프 경도 | ~120 kg/mm² | Soft enough to polish to laser grade, brittle enough to demand low-force processing |
The high refractive index (2.40) is what lets ZnSe focus lenses achieve short focal lengths with modest curvature — the same focal length in a lower-index material would require steeper curves, more material, and tighter polishing tolerances.
재료 참조: II-VI / Coherent CVD ZnSe 그리고 Edmund Optics IR 재료 가이드.
Focus Lens vs ZnSe Window: Why the Manufacturing Differs
A ZnSe window has two parallel flat faces — its job is to transmit the beam without changing it. A focus lens has at least one curved face — its job is to change the beam’s geometry. That single difference cascades through the entire manufacturing chain:
| 단계 | Window | Focus Lens |
|---|---|---|
| Blank preparation | Flat slice | Flat slice + curve generation |
| Surface generation | 없음 | Curve generated with diamond pellet tool |
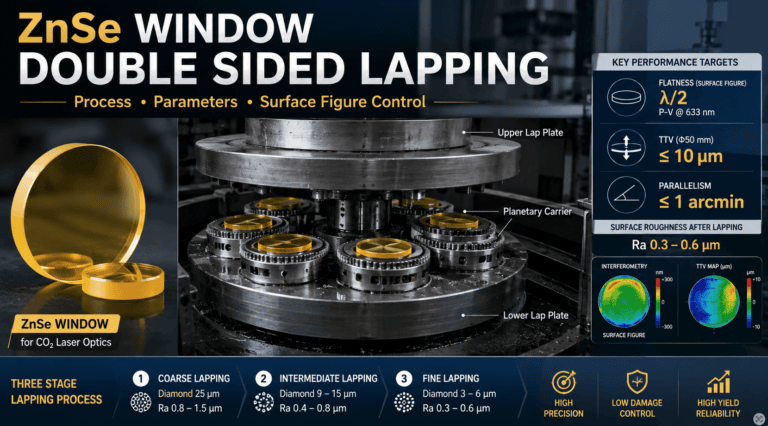
| 래핑 | Double-sided flat lapping (see ZnSe 윈도우 양면 래핑) | Convex/concave lapping on matching laps |
| 연마 | Pitch lap, flat | 피치 랩, 곡면에 맞게 윤곽 처리 |
| 중요 사양 | 평탄도, 평행도 | 곡률 반경, 곡면의 표면 형상 |
| QC 측정 | 평면에 대한 간섭계 | 곡면에 대한 간섭계 + 구면계 |
연마 단계에서 가장 큰 차이가 발생합니다. 평평한 표면은 표준 주철 랩으로 랩핑할 수 있습니다. 곡면은 목표 곡률의 반대와 일치하는 랩이 필요합니다. 랩 형상이 잘못되면 렌즈가 너무 가파르거나 너무 평평하게 연마되어 초점 거리 사양에서 수십 밀리미터 벗어납니다.

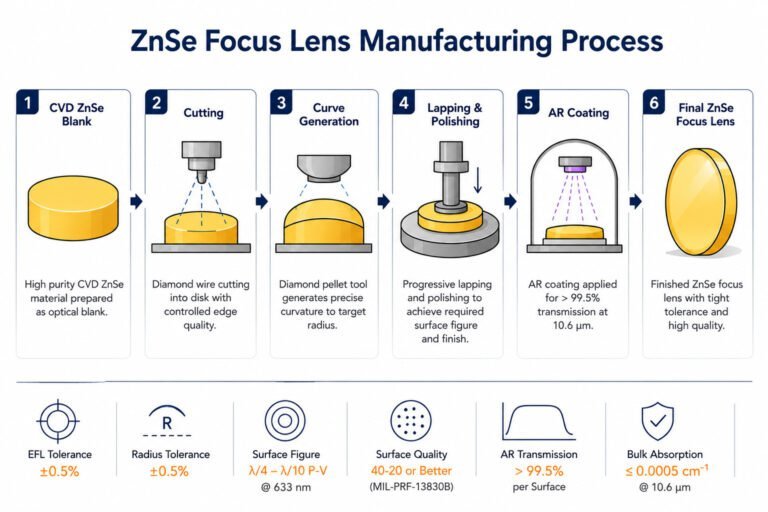
ZnSe 초점 렌즈 제조 공정 단계
전체 체인은 다음 순서로 진행됩니다.
블랭크 검사 → 절단 → 모서리 연삭 → 곡면 생성 → 연마 → 연마 → 중심 잡기 → 세척 → AR 코팅 → 최종 QC
1단계: 블랭크 검사 및 절단
입고된 CVD ZnSe 블랭크는 편광 IR 하에서 개재물, 기포 및 결정립계 결함에 대해 검사됩니다. 승인된 블랭크는 목표 렌즈 직경에 1-2mm의 모서리 처리 여유를 더한 크기의 디스크로 절단됩니다. 절단에는 저인장 및 저이송 속도의 다이아몬드 와이어 톱이 사용됩니다. 전용 절단 설정은 다음을 참조하십시오. ZnSe lens cutting machine.
2단계: 목표 직경으로 모서리 연삭
절단된 디스크는 최종 외경으로 연삭되며, 일반적으로 ±0.05mm입니다. 모서리 베벨은 동일한 작업에서 추가됩니다. 베벨은 후속 처리 및 랩핑 중 칩 확산을 방지합니다.
3단계: 곡면 생성
볼록면(메니스커스 렌즈의 경우 오목면)은 목표 곡률 반경에 맞춰진 금속 결합 다이아몬드 펠릿 툴로 생성됩니다. 생성 과정에서 각 면당 0.5–1.5mm의 벌크 재료가 제거되며, 곡률 반경은 공칭값의 ±0.5% 이내로 설정됩니다. 이 단계에서 초점이 정의되며, 이후의 모든 작업은 표면을 다듬지만 곡률 반경은 크게 변경하지 않습니다.
4단계: 느슨한 연마재 연마
결합 및 느슨한 다이아몬드 연마재(일반적으로 25 µm → 9 µm → 3 µm)를 사용하여 표면을 연마 상태에서 반투명한 사전 연마 상태로 다듬습니다. 곡면의 경우, 연마 패드의 형상은 연마 과정 전체에 걸쳐 목표 곡률의 역형상과 일치해야 합니다. 이 단계에서 패드 불일치는 연마로 제거할 수 없는 오류를 발생시킵니다.
| 연마 단계 | 다이아몬드 입자 | 출력 Ra | 제거율 |
|---|---|---|---|
| 거친 | 25 µm | 0.8–1.5 µm | 5–10 µm/분 |
| 중간 | 9–15 µm | 0.4–0.8 µm | 1–3 µm/분 |
| 고운 | 3–6 µm | 0.3–0.6 µm | 0.3–1 µm/분 |
5단계: 레이저 등급을 위한 피치 연마
최종 연마는 윤곽 피치 랩에 1 µm → 0.5 µm → 0.1 µm 다이아몬드를 사용합니다. 레이저 등급 초점 렌즈는 일반적으로 다음을 목표로 합니다.
- 표면 형상: 633 nm에서 λ/4 ~ λ/10 P-V (HeNe 간섭계 규약)
- 표면 품질: MIL-PRF-13830B에 따른 40-20 또는 20-10 긁힘/흠집
- 표면 거칠기 Ra: 고출력 사용 시 ≤ 10 nm RMS
ZnSe의 연마 압력은 유리 일반 값보다 낮게 유지됩니다. ZnSe는 부드럽기 때문에 과도한 압력은 연마재를 박아 넣고 광택을 남깁니다. 전체 연마 절차는 다음에서 다룹니다. 셀렌화아연 광학 연마 페이지에 있습니다.
6단계: 센터링, 세척 및 AR 코팅
렌즈는 광축이 기계 축과 1 arcmin 이내로 정렬되도록 센터링됩니다. 용매 세척 후 렌즈는 코팅 챔버에 장입되어 표준 다층 AR 스택을 적용합니다. 일반적으로 토리아 프리이며, 10.6 µm에서 표면당 > 99.5% 투과율을 목표로 하며, 가시광선 정렬 파장(633 nm HeNe 또는 적색 다이오드)에 대한 보조 사양이 있습니다.
7단계: 최종 QC
배송되는 모든 렌즈에는 다음이 포함됩니다.
- 측정된 곡률 반경 (스페로미터 또는 간섭계)
- 곡면의 표면 형상 간섭계
- 10.6 µm 및 정렬 파장을 모두 포함하는 투과율 곡선
- 측정값이 포함된 적합 인증서
고출력 절단 헤드(> 4 kW)의 경우, 연마 또는 코팅 결함으로 인해 벌크 흡수가 손상되지 않았는지 확인하기 위해 샘플 기준으로 레이저 열량 측정이 권장됩니다.
초점 렌즈에 중요한 표면 사양
| 사양 | 연마 준비가 된 ZnSe 창인지 여부를 결정하는 두 가지 지표는 표면 형상(평탄도)과 TTV(평행도)입니다. | Why It Matters |
|---|---|---|
| 유효 초점 거리 (EFL) | 설계의 ±0.5% | 드리프트는 초점을 작업물에서 벗어나게 합니다 |
| 곡률 반경 | 공칭값 ±0.5% | EFL의 직접 구동 장치 |
| 표면 형상 (곡면) | λ/4 ~ λ/10 P-V | 수렴하는 파면의 왜곡 |
| 표면 품질 | 40-20 또는 그 이상 | 초점 스팟의 산란 |
| 중심 정렬 | ≤ 1 arcmin | 광학/기계 축 정렬 |
| AR 투과율 | 표면당 > 99.5% | 에너지 효율 + 열 부하 |
| 벌크 흡수 | ≤ 0.0005 cm⁻¹ | 지속적인 부하 하에서의 열 렌즈 효과 |
생산 수율이 결정되는 세 가지 사양은 반경 정확도, 곡면의 표면 형상, 그리고 중심 맞춤입니다.. 이 세 가지 중 하나라도 불합격하면 다른 네 가지를 통과하더라도 불량품으로 처리됩니다. 재작업이 불가능한데, 형상은 곡면 생성 단계에서 결정되기 때문입니다.
각 단계별 일반적인 품질 문제
완성된 초점 거리가 잘못 나오는 이유는 무엇입니까?
곡면 생성 오류. 생성 단계에서 설정된 반경이 초점 거리를 결정합니다. 생성 공구가 마모되었거나 작업물이 잘못 정렬된 경우, 결과적인 반경이 틀어지고 연마로는 복구할 수 없습니다. 해결책은 정기적인 생성 공구 검사와 반경에 필요한 허용 오차 내에서 위치를 유지하는 작업물 고정 장치입니다.
렌즈가 사용 중에 깨지는 이유는 무엇입니까?
벌크 흡수 + 열 렌즈 효과. 표준 등급의 CVD ZnSe는 레이저 등급보다 더 많은 에너지를 흡수하고 지속적인 빔 부하 시 가열됩니다. 임계 온도 이상에서는 렌즈 내부의 굴절률 구배가 너무 심해져 부품이 깨질 수 있습니다. 해결책은 흡수율이 0.0005 cm⁻¹ 이하로 문서화된 레이저 등급 재료와 렌즈 마운트 주변의 적절한 냉각입니다.
초점 스팟이 비대칭인 이유는 무엇입니까?
곡면의 표면 형상 오류 또는 중심 맞춤 오류. 비대칭 스팟은 일반적으로 두 가지 원인 중 하나로 추적됩니다. 연마로 인해 λ/4 P-V보다 큰 형상 오류가 발생했거나(추가 연마로 수정 가능), 광축이 기계 축에 중심을 맞추지 못했기 때문입니다(중심 맞춤 단계에서 수정 가능하지만 AR 코팅 후에는 불가능). 둘 다 고객이 아닌 최종 QC 간섭계에서 감지되어야 합니다.
몇 주 사용 후 투과율이 떨어지는 이유는 무엇입니까?
코팅 성능 저하. CO₂ 절단 환경에는 절단 연기, 산화 흄, 응결이 포함됩니다. 이러한 조건에 노출된 AR 코팅은 벌크 ZnSe보다 더 빨리 성능이 저하됩니다. 해결책은 초점 렌즈 상류에 보호 창(소모품이며 교체 비용이 저렴함)을 설치하고 렌즈 캐비티에 건조 공기 퍼지 기능을 사용하는 것입니다.
ZnSe 초점 렌즈 대 기타 광학 솔루션
10.6 µm CO₂ 빔을 작은 스팟으로 수렴시키는 특정 작업의 경우 대안이 존재하지만 각각 절충점이 있습니다.
| Solution | 장점 | 단점 |
|---|---|---|
| ZnSe 초점 렌즈 | 가시광선 정렬 통과, 낮은 흡수율, 확립된 공급망 | 거울 대비 비용 |
| 오프축 포물선 거울 | 벌크 흡수 없음, 색수차 효과 없음 | 정렬만 가능, 통과 경로 없음, 더 복잡한 마운트 |
| 게르마늄 초점 렌즈 | 낮은 재료 비용 | 높은 흡수율, 약 40°C 이상에서 열 폭주, 가시광선 불투명 |
| ZnSe 코팅 강철 거울 | 견고함, 높은 반사율 | 반사만 가능, 더 복잡한 마운트 |
표준 생산 부하로 CO₂ 절단 헤드에서 투과 광학 장치의 경우, ZnSe 초점 렌즈가 기본 선택으로 남아 있습니다. ZnSe 대 게르마늄 결정은 특히 다음에서 더 자세히 다룹니다. 요약되어 있습니다. 페이지에 있습니다.
Vimfun은 ZnSe 초점 렌즈 제조업체를 어떻게 지원하는가
Vimfun은 ZnSe 초점 렌즈 생산자가 생산 체인 전반에 걸쳐 사용하는 장비 플랫폼을 공급합니다.
- 절단 — ZnSe lens cutting machine CVD 블랭크를 제어된 가장자리 손상으로 초점 렌즈 기판으로 슬라이싱하기 위한
- 래핑 — 평면 및 곡면 래핑 플랫폼, 다음 문서에 기록된 전용 평면 창 설정 포함 ZnSe 윈도우 양면 래핑 페이지
- 연마 — 셀렌화아연 광학 연마 레이저 등급 표면 사양에 맞춰진 시스템, 곡면의 경우 윤곽 피치 랩 도구 포함
- 통합 라인 — 더 넓은 적외선 광학 제조 장비 플랫폼은 공유 기계 베이스에 Ge, ZnSe, ZnS, CaF₂, Si를 포함합니다.
ZnSe 초점 렌즈 생산 라인을 확장하거나, 반경 허용 오차를 ±0.5% 미만으로 유지할 수 없는 장비를 교체하거나, 새로운 렌즈 설계를 평가하는 경우, 목표 사양 시트(초점 거리, 렌즈 직경, 표면 형상 요구 사항, 처리량)를 보내주십시오. 유사한 설치 사례를 기반으로 공정 주기 시간 추정치와 수율 예측을 포함한 공정 타당성 평가를 3 영업일 이내에 보내드립니다.