La fabrication de lentilles de focalisation en ZnSe est la production d'optiques en séléniure de zinc courbées qui convergent un faisceau laser CO₂ vers un point focal précis — généralement à l'intérieur d'une tête de découpe laser, d'un système de marquage ou d'une buse de soudage. Contrairement aux fenêtres plates, les lentilles de focalisation ont une ou deux surfaces courbées qui doivent respecter des tolérances strictes sur la figure de surface et le rayon de courbure, car chaque micron d'erreur décale le point focal et dégrade la qualité de coupe sur la pièce en dessous.
Ce guide couvre l'ensemble de la chaîne de fabrication des lentilles de focalisation en ZnSe : sélection des matériaux, génération de la courbure, rodage, polissage, revêtement AR et les spécifications optiques qui déterminent si la lentille finie est conforme aux spécifications à l'intérieur d'une tête de découpe multi-kilowatts. Pour le contexte plus large de la chaîne optique en ZnSe, consultez notre ZnSe CO₂ laser optics manufacturing aperçu.

Qu'est-ce qu'une lentille de focalisation en ZnSe ?
Une lentille de focalisation en ZnSe est un élément optique courbé fabriqué en séléniure de zinc déposé chimiquement en phase vapeur (CVD), conçu pour converger un faisceau laser CO₂ incident à 10,6 μm vers un petit spot focal. Les formes les plus courantes sont plano-convexe (une face plate, une face convexe) et ménisque (deux faces courbées avec des rayons différents). Le choix dépend du système laser, de la longueur focale cible et du diamètre de spot requis.
À l'intérieur d'une tête de découpe laser CO₂, la lentille de focalisation est le dernier élément optique que le faisceau touche avant d'atteindre la pièce. Trois propriétés déterminent si une lentille finie est performante :
- Précision de la longueur focale — généralement maintenue à ±0,5% de la EFL de conception
- Figure de surface sur la face courbée — généralement λ/4 à λ/10 P-V à la longueur d'onde de travail
- Transmission du revêtement AR — généralement > 99,5% par surface à 10,6 μm
Si l'un de ces éléments est erroné de quelques microns, le point focal dérive, la largeur de la coupe change, ou l'absorption du faisceau provoque la fissuration de la lentille quelques heures après son installation.
Pourquoi le ZnSe est la norme pour les lentilles de focalisation CO₂
Trois propriétés matérielles font du ZnSe CVD le choix par défaut pour les optiques de focalisation CO₂, où les matériaux concurrents absorbent trop d'énergie ou sont opaques à la longueur d'onde du faisceau d'alignement :
| Propriété | Valeur du ZnSe | Pourquoi c'est important pour les lentilles de focalisation |
|---|---|---|
| Plage de transmission | 0.6 – 21 µm | Passe le faisceau de coupe de 10,6 µm et le faisceau d'alignement HeNe rouge/diode |
| Absorption volumique @ 10,6 µm | ≤ 0,0005 cm⁻¹ (qualité laser) | Fonctionnement soutenu multi-kilowatts sans lentille thermique |
| Indice de réfraction | 2,40 @ 10,6 µm | Établit le calcul de la distance focale pour une courbure de surface donnée |
| dn/dT | ~6 × 10⁻⁵/K | Dérive focale prévisible sous charge thermique, contrôlable par refroidissement |
| Dureté Knoop | ~120 kg/mm² | Assez doux pour polir jusqu'à un grade laser, assez cassant pour exiger un traitement à faible force |
L'indice de réfraction élevé (2,40) permet aux lentilles de focalisation en ZnSe d'atteindre de courtes distances focales avec une courbure modeste — la même distance focale dans un matériau à indice plus faible nécessiterait des courbes plus prononcées, plus de matériau et des tolérances de polissage plus strictes.
Material reference: II-VI / Coherent CVD ZnSe et Edmund Optics IR materials guide.
Lentille de focalisation vs. fenêtre en ZnSe : pourquoi la fabrication diffère
Une fenêtre en ZnSe a deux faces planes parallèles — son rôle est de transmettre le faisceau sans le modifier. Une lentille de focalisation a au moins une face courbée — son rôle est de modifier la géométrie du faisceau. Cette seule différence se répercute sur toute la chaîne de fabrication :
| Étape | Fenêtre | Lentille de focalisation |
|---|---|---|
| Préparation de l'ébauche | Tranche plane | Tranche plane + génération de courbe |
| Génération de surface | Aucun | Courbe générée avec un outil à pastille diamantée |
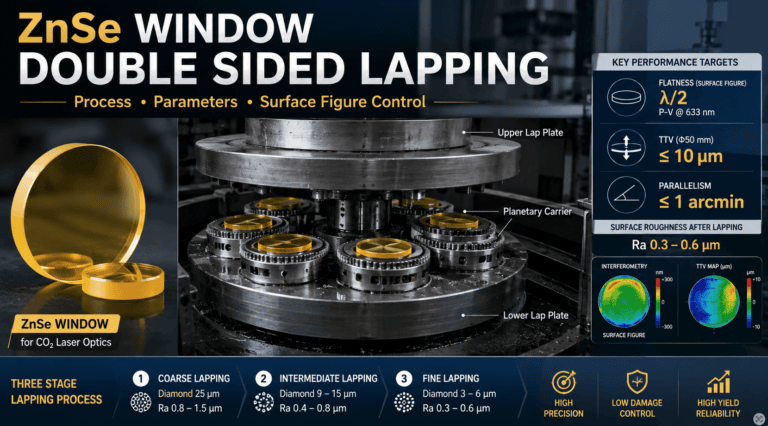
| Rodage | Rodage plat double face (voir L'usinage double face de fenêtres ZnSe) | Rodage convexe/concave sur des lapidaires assortis |
| Polissage | Lapidaire en poix, plat | Lap de tangage, profilé pour correspondre à la courbe |
| Spécification critique | Planéité, parallélisme | Rayon de courbure, figure de surface sur la courbe |
| Mesure de contrôle qualité | Interféromètre sur plat | Interféromètre + sphéromètre sur courbe |
L'étape de polissage est celle où la différence est la plus importante. Une surface plane peut être rodée sur un lap standard en fonte ; une surface courbe nécessite un lap qui correspond à l'inverse de la courbure cible. Si la géométrie du lap est incorrecte, la lentille sera polie trop bombée ou trop plate, manquant la spécification de la distance focale de plusieurs dizaines de millimètres.

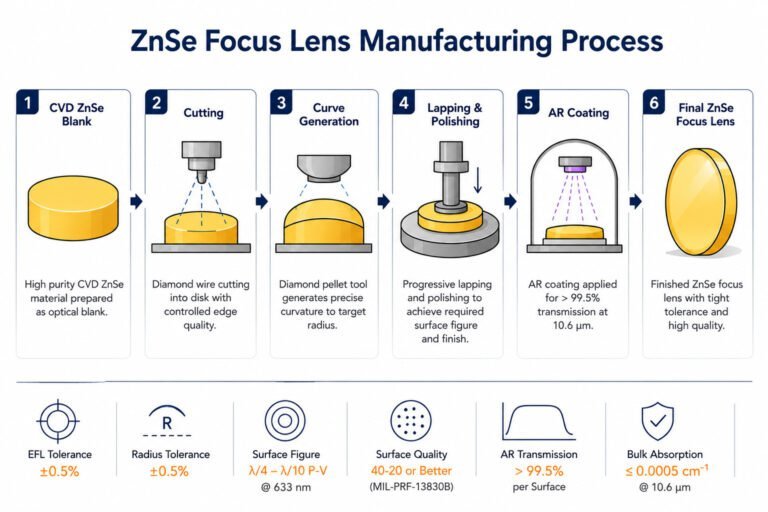
Étapes du processus de fabrication de lentilles de focalisation en ZnSe
La chaîne complète s'exécute dans cet ordre :
Inspection du brut → Découpe → Rectification des bords → Génération de la courbe → Lissage → Polissage → Centrage → Nettoyage → Revêtement AR → Contrôle qualité final
Étape 1 : Inspection et découpe du brut
Les bruts CVD de ZnSe entrants sont inspectés pour les inclusions, les bulles et les défauts de joints de grains sous IR polarisé. Les bruts approuvés sont découpés en disques dimensionnés pour le diamètre de lentille cible plus une marge de 1 à 2 mm pour le traitement des bords. La découpe utilise une scie à fil diamanté à faible tension et faible vitesse d'avance — pour le montage de découpe dédié, voir Machine de découpe de lentilles en ZnSe.
Étape 2 : Rectification des bords au diamètre cible
Le disque découpé est rectifié à son diamètre extérieur final, généralement à ±0,05 mm. Des chanfreins sont ajoutés lors de la même opération — les chanfreins empêchent la propagation des éclats lors de la manipulation et du rodage en aval.
Étape 3 : Génération de la courbe
La face convexe (et sur les lentilles à ménisque, la concave) est générée avec un outil à pastille diamantée à liaison métallique dimensionné au rayon de courbure cible. La génération retire 0,5 à 1,5 mm de matière brute par face et établit le rayon à ±0,5% du nominal. C'est l'étape qui définit la distance focale — toutes les autres opérations en aval affinent la surface mais ne modifient pas significativement le rayon.
Étape 4 : Lissage à abrasif libre
Une progression d'abrasifs diamantés liés et libres — généralement 25 µm → 9 µm → 3 µm — affine la surface de l'état brut à un état de pré-polissage translucide. Pour les surfaces courbes, la géométrie de la lap doit correspondre à l'inverse de la courbure cible tout au long de la progression ; un décalage de la lap à ce stade introduit des erreurs que le polissage ne peut pas éliminer.
| Étape d'abrasion | Grain de diamant | Sortie Ra | Taux d'enlèvement |
|---|---|---|---|
| Grossier | 25 µm | 0,8–1,5 µm | 5–10 µm/min |
| Intermédiaire | 9–15 µm | 0,4–0,8 µm | 1–3 µm/min |
| Fin | 3–6 µm | 0.3–0.6 µm | 0,3–1 µm/min |
Étape 5 : Polissage au pitch jusqu'à qualité laser
Le polissage final utilise du diamant de 1 µm → 0,5 µm → 0,1 µm sur des plateaux de feutre profilés. Les lentilles de focalisation de qualité laser ciblent généralement :
- Surface figure: λ/4 à λ/10 P-V à 633 nm (convention d'interféromètre HeNe)
- Qualité de surface: 40-20 ou 20-10 rayures/piqûres selon MIL-PRF-13830B
- Rugosité de surface Ra: ≤ 10 nm RMS pour une utilisation haute puissance
La pression de polissage sur le ZnSe reste inférieure aux valeurs typiques du verre. Le ZnSe est mou ; une surpression incorpore l'abrasif et laisse des traces. Le protocole de polissage complet est décrit sur le Polissage d'optiques en séléniure de zinc page.
Étape 6 : Centrage, Nettoyage et Revêtement AR
Les lentilles sont centrées de manière à ce que l'axe optique soit aligné avec l'axe mécanique à ≤ 1 arcmin près. Après nettoyage par solvant, les lentilles sont chargées dans une chambre de revêtement pour le dépôt multicouche AR standard — généralement sans thoria, ciblant une transmission > 99,5% par surface à 10,6 µm, avec une spécification secondaire pour les longueurs d'onde d'alignement visibles (HeNe 633 nm ou diode rouge).
Étape 7 : Contrôle Qualité Final
Chaque lentille expédiée comprend :
- Rayon de courbure mesuré (sphéromètre ou interférométrique)
- Interférogramme de la figure de surface sur la face courbée
- Courbe de transmission couvrant à la fois 10,6 µm et la longueur d'onde d'alignement
- Certificat de conformité avec les valeurs mesurées
Pour les têtes de coupe haute puissance (> 4 kW), la calorimétrie laser est recommandée sur une base d'échantillonnage pour vérifier que l'absorption volumique n'a pas été compromise par des défauts de polissage ou de revêtement.
Spécifications de surface importantes pour les lentilles de focalisation
| Spécifications | Typical Target | Why It Matters |
|---|---|---|
| Longueur focale effective (EFL) | ±0,5% de la conception | Le décalage éloigne le point focal de la pièce |
| Rayon de courbure | ±0.5% du nominal | Moteur direct de la EFL |
| Figure de surface (face courbe) | λ/4 à λ/10 P-V | Distorsion dans le front d'onde convergent |
| Qualité de surface | 40-20 ou mieux | Diffusion dans le spot focal |
| Centrage | ≤ 1 arcmin | Alignement des axes optique/mécanique |
| Transmission AR | > 99.5% par surface | Efficacité énergétique + charge thermique |
| Absorption volumique | ≤ 0,0005 cm⁻¹ | Lentille thermique sous charge soutenue |
Les trois spécifications sur lesquelles repose le rendement de production sont la précision du rayon, la figure de surface sur la courbe et le centrage. Une lentille qui réussit les quatre autres mais échoue à l'une de ces trois est un rebut — non retravaillable, car la géométrie a été définie au stade de la génération de la courbe.
Problèmes de qualité courants à chaque étape
Pourquoi la longueur focale finie est-elle incorrecte ?
Erreur de génération de courbe. Le rayon défini au stade de la génération détermine la longueur focale ; si l'outil de génération était usé ou si la pièce était mal alignée, le rayon résultant est erroné et le polissage ne peut pas le corriger. La solution consiste à inspecter l'outil de génération selon un calendrier fixe et à utiliser un système de fixation de la pièce qui maintient la position dans la tolérance requise par le rayon.
Pourquoi la lentille se fissure-t-elle en service ?
Absorption de masse + lentille thermique. Le ZnSe de qualité standard absorbe plus d'énergie que le grade laser et chauffe sous une charge de faisceau soutenue. Au-dessus d'une température critique, le gradient d'indice de réfraction à l'intérieur de la lentille devient suffisamment sévère pour fissurer la pièce. La solution consiste à utiliser un matériau de grade laser avec une absorption documentée ≤ 0,0005 cm⁻¹, ainsi qu'un refroidissement adéquat autour du support de lentille.
Pourquoi le spot focal est-il asymétrique ?
Erreur de figure de surface sur la face courbe, ou erreur de centrage. Les spots asymétriques proviennent généralement de l'une des deux causes : le polissage a laissé une erreur de figure supérieure à λ/4 P-V (correctible par polissage prolongé), ou l'axe optique n'était pas centré sur l'axe mécanique (correctible au stade de centrage mais pas après le revêtement AR). Les deux devraient être détectés par interférométrie QC finale, pas par le client.
Pourquoi la transmission diminue-t-elle après quelques semaines d'utilisation ?
Dégradation du revêtement. Les environnements de découpe CO₂ comprennent la fumée de découpe, les fumées d'oxyde et la condensation. Le revêtement AR exposé à ces conditions se dégrade plus rapidement que le ZnSe de masse. La solution consiste à utiliser une fenêtre de protection en amont de la lentille de focalisation (sacrificielle, moins chère à remplacer) et une purge à l'air sec dans la cavité de la lentille.
Lentille de focalisation en ZnSe vs autres solutions optiques
Pour la tâche spécifique de converger un faisceau CO₂ de 10,6 µm en un petit spot, des alternatives existent mais chacune présente des compromis :
| Solution | Avantages | Inconvénients |
|---|---|---|
| Lentille de focalisation en ZnSe | Le passage de l'alignement visible est possible, faible absorption, chaîne d'approvisionnement établie | Coût par rapport aux miroirs |
| Miroir parabolique hors axe | Pas d'absorption de masse, pas d'effets chromatiques | Réglage uniquement, pas de passage, montage plus complexe |
| Lentille de focalisation en germanium | Coût de matériau plus bas | Absorption plus élevée, emballement thermique au-dessus d'environ 40 °C, opaque au visible |
| Miroir en acier revêtu de ZnSe | Robuste, haute réflectivité | Réflecteur uniquement, complexité de montage accrue |
Pour l'optique de transmission dans une tête de découpe CO₂ fonctionnant en charge de production standard, les lentilles de focalisation en ZnSe restent le choix par défaut. La décision ZnSe vs germanium est abordée plus en détail sur le ZnSe CO₂ laser optics manufacturing page.
Comment Vimfun soutient les fabricants de lentilles de focalisation en ZnSe
Vimfun fournit les plateformes d'équipement que les producteurs de lentilles de focalisation en ZnSe utilisent tout au long de la chaîne de production :
- Coupe — Machine de découpe de lentilles en ZnSe pour découper des ébauches CVD en substrats de lentilles de focalisation avec des dommages de bord contrôlés
- Rodage — plateformes de rodage plates et courbes, avec la configuration de fenêtre plate dédiée documentée sur le L'usinage double face de fenêtres ZnSe page
- Polissage — Polissage d'optiques en séléniure de zinc systèmes adaptés aux spécifications de surface de qualité laser, avec des outils de rodage en pas de vis profilés pour les faces courbes
- Ligne intégrée — le plus large équipement de fabrication d'optique infrarouge la plateforme couvre Ge, ZnSe, ZnS, CaF₂ et Si sur des bases mécaniques communes
Si vous augmentez la production de lentilles de focalisation en ZnSe, remplacez un équipement qui ne peut pas maintenir une tolérance de rayon inférieure à ±0,5%, ou évaluez une nouvelle conception de lentille, envoyez-nous votre fiche de spécifications cible — longueur focale, diamètre de la lentille, exigence de figure de surface, débit. Nous vous retournerons une évaluation de la faisabilité du processus dans les 3 jours ouvrables, y compris des estimations de temps de cycle et des projections de rendement basées sur des installations similaires.