절단 및 센터링 후 게르마늄 블랭크는 평평한 디스크로, 표면이 평행하고 직경이 정확하며 가장자리가 깨끗합니다. 하지만 평평한 디스크는 렌즈가 아닙니다. 연삭 단계는 렌즈에 광학 기능을 부여하는 곡률(구면 또는 비구면)을 생성합니다.
게르마늄 렌즈 연삭 장비는 블랭크의 각 면을 설계된 곡률 반경으로 성형하면서 후속 연마 단계에 충분히 좋은 표면 품질을 유지합니다. 연삭을 제대로 하면 연마가 빠르고 예측 가능합니다. 잘못하면 손실할 수 없는 재료를 연삭하거나 연마로 제거할 수 없는 표면 손상을 전달하게 됩니다.

게르마늄 렌즈 연삭이 생산 라인에서 차지하는 위치
연삭은 4단계입니다. 적외선 광학 부품 제조 워크플로우:
| 단계 | 장비 | 하는 일 | Output |
|---|---|---|---|
| 1 | 와이어 톱 (SGI 40) — 윤곽 절단 | 잉곳에서 프리폼 추출 | 모양 잡힌 프리폼 |
| 2 | 와이어 톱 (SGI 40) — 슬라이싱 | 프리폼을 블랭크로 절단 | 평평한 디스크, Ra 0.6–1.2 μm |
| 3 | 센터링 머신 (C-120L) | 가장자리, 센터, 모따기 | 둥근 블랭크, ≤ 5 μm 원형도 |
| 4 | 구면 연삭기 (G-100 / G-250) | 렌즈 곡률을 생성합니다. | 곡면, Ra 0.1–0.3 μm |
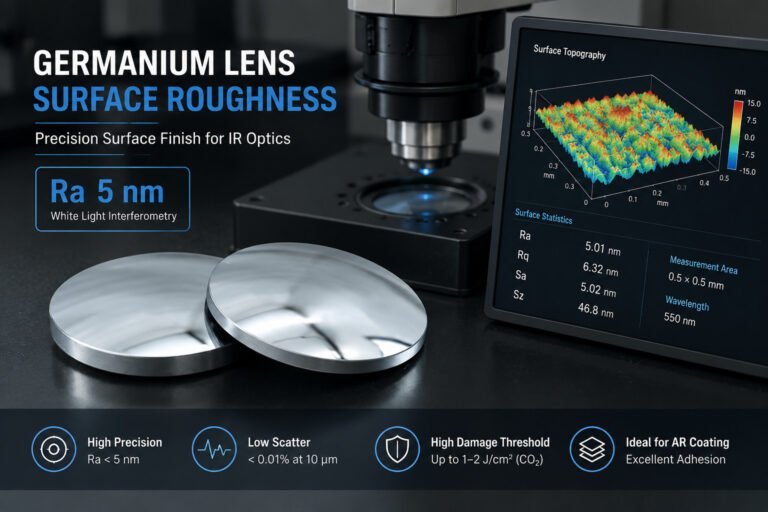
| 5 | 연마 머신 | 최종 표면 마감 | Ra < 5 nm, AR 코팅 준비 완료 |
연삭 단계는 평평한 블랭크를 렌즈 모양으로 변환합니다. Φ50mm 양면 볼록 게르마늄 렌즈의 경우 연삭은 면당 약 5분, 총 10분이 소요되어 비교적 빠른 단계 중 하나입니다. 그러나 요구되는 치수 정밀도는 높습니다. 즉, 시상 높이 허용 오차 ±5 μm 및 후속 연마 성공을 결정하는 표면 형상 정확도입니다.
게르마늄에 특수 연삭 장비가 필요한 이유
게르마늄은 유리가 아닙니다. 세 가지 재료 특성으로 인해 게르마늄 렌즈 연삭은 일반 광학 유리 연삭과 근본적으로 다릅니다.
취성과 표면 손상
게르마늄은 다이아몬드 입방 구조를 가진 결정질 반도체입니다. 과도한 힘으로 연삭하면 균열이 비정질 유리에서 무작위로 발생하는 것이 아니라 결정면을 따라 전파됩니다. 이러한 표면 균열은 보이는 연삭 자국보다 더 깊이 확장되어 손상된 층을 생성하며, 연마 단계 완전히 제거해야 합니다.
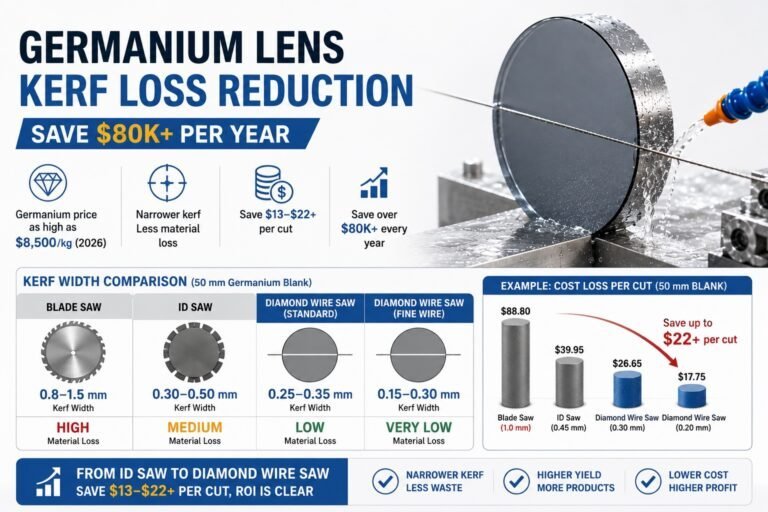
과제: 연삭 공정에서 15–20 μm의 표면 손상이 발생하면 연마는 렌즈 전체 표면에 걸쳐 최소한 그만큼의 재료를 제거해야 합니다. $120–$180 블랭크(광학 등급 게르마늄의 경우 $1,800–$2,400/kg)에서 추가되는 마이크로미터당 재료 제거 비용은 실제 돈으로 계산되며 공정 시간을 늘립니다.
광학 유리에 비해 부드러움
게르마늄(크누프 경도 ~780)은 가시광선 광학에 사용되는 대부분의 광학 유리(일반적으로 400–600 크누프)보다 부드럽습니다. 이는 더 빠르게 연삭된다는 것을 의미하지만, 과도하게 연삭하거나 제어되지 않은 재료 제거로 인해 형상 오류가 발생하기 쉽다는 것을 의미하기도 합니다.
연삭 휠은 유리 연삭에 사용되는 것과 동일한 이송 속도로 게르마늄을 더 공격적으로 절단합니다. 적절하게 조정하지 않으면 더 깊은 표면 손상, 더 높은 표면 거칠기 및 낮은 형상 정확도가 발생합니다.
열 민감도
게르마늄은 열전도율이 약 60W/m·K이고 열팽창 계수가 5.9 × 10⁻⁶/°C입니다. 연삭 중 마찰은 휠-렌즈 인터페이스에서 열을 발생시킵니다. 렌즈가 불균일하게 가열되면 비대칭적으로 팽창하며, 연삭 휠은 열적으로 왜곡된 렌즈에 곡률을 생성합니다. 렌즈가 상온으로 냉각되면 연삭된 표면은 의도한 반경과 일치하지 않습니다.
이 효과는 Φ40mm 이상의 게르마늄 렌즈에서 측정 가능하며 Φ100mm 이상에서는 중요해집니다.
게르마늄 렌즈 연삭 장비에서 찾아야 할 사항
다이아몬드 연삭 휠 사양
게르마늄 렌즈 연삭에는 결합 다이아몬드 휠이 사용됩니다. 일반적으로 마무리 연삭에는 수지 결합, 거친 생성에는 금속 결합이 사용됩니다. 주요 사양은 다음과 같습니다.
| 매개변수 | 거친 생성 | 마무리 연삭 |
|---|---|---|
| 다이아몬드 입자 크기 | D46–D91 (더 거친) | D7–D25 (더 고운) |
| 결합 유형 | 금속 (청동) | 수지 |
| 농도 | 75–100% | 50–75% |
| 휠 속도 | 2,000–4,000 RPM | 3,000–5,000 RPM |
| 이송 속도 | 5–15 μm/패스 | 1–5 μm/패스 |
게르마늄의 경우 유리 연삭에 비해 거친 단계에서도 더 고운 입자 휠이 선호됩니다. 그 이유는 표면 손상 제어 때문입니다. 게르마늄에 대한 D91 휠은 게르마늄의 결정 구조가 균열을 더 효율적으로 전파하기 때문에 BK7 유리에서 동일한 휠보다 더 깊은 손상 층을 생성합니다.
스핀들 강성과 진동 제어
스핀들 런아웃은 직접적으로 형상 오류로 연삭 표면에 전달됩니다. 게르마늄 렌즈 연삭 장비의 경우 스핀들 TIR(총 지시 런아웃)은 ≤ 1 μm여야 합니다. 런아웃이 높을수록 연삭 휠이 회전할 때마다 렌즈의 약간 다른 위치에 접촉하여 연마 후 물결 모양으로 보이는 리플이 있는 표면을 생성합니다.
에어 베어링 스핀들은 최고의 런아웃 성능을 제공하지만 깨끗하고 건조한 압축 공기와 세심한 유지 관리가 필요합니다. 정밀 롤러 베어링 스핀들은 생산 환경에서 더 견고하며 적절한 예압으로 ≤ 2 μm 런아웃을 달성할 수 있습니다.
냉각수 시스템
게르마늄 연삭 냉각수는 세 가지 기능을 수행합니다.
- 온도 제어 — 열 변형을 방지합니다
- 칩 배출 — 연삭 영역에서 연삭된 게르마늄 입자를 제거합니다
- 윤활 — 휠과 렌즈 사이의 마찰을 줄입니다
게르마늄의 경우 수용성 냉각수가 표준입니다. 광유와 달리 와이어 절단, 연삭 냉각수는 연삭 공정을 명확하게 볼 수 있고 효율적인 칩 제거를 위해 투명하고 점도가 낮아야 합니다.
냉각수 여과는 중요합니다. 게르마늄 연삭은 미세한 금속 입자(게르마늄은 준금속입니다)를 생성합니다. 이러한 입자가 냉각수에서 재순환하여 연삭 영역으로 다시 들어가면 연삭되는 표면에 흠집이 생깁니다. 5μm 여과 시스템이 최소이며, 정밀 연삭의 경우 1μm가 선호됩니다.

CNC 대 수동 연삭
하루 50개 이상의 렌즈 생산량의 경우 CNC 연삭이 필수적입니다. 최신 게르마늄 렌즈 연삭 장비는 CNC 제어를 사용하여 다음을 수행합니다.
- 패스당 프로그래밍 가능한 깊이로 자동 공급
- 위치에 따른 스핀들 속도 조정(중심에서는 느리게, 가장자리에서는 빠르게)
- 연삭 휠의 자동 드레싱 주기
- 거친 휠과 정밀 휠 간의 공구 교체
R&D 또는 소량 배치(< 20개 렌즈/일)의 경우 수동 기계의 숙련된 작업자가 동등한 품질을 달성할 수 있지만 사이클 시간과 일관성은 떨어집니다.
게르마늄 렌즈 연삭 장비: 공정 매개변수
Φ50mm 게르마늄 렌즈 생산 데이터를 기반으로 합니다.
| 매개변수 | Value | 참고 사항 |
|---|---|---|
| 거친 생성 시간 | 면당 약 3분 | 순수 형상 반경에 가깝게 벌크 재료 제거 |
| 정밀 연삭 시간 | 면당 약 2분 | 최종 형상 + 표면 품질 |
| 총 연삭 시간 | 렌즈당 약 10분 | 이중 볼록 렌즈의 양면 |
| 재고 제거(거친) | 면당 0.3–0.8mm | 블랭크 두께 허용 오차에 따라 다름 |
| 재고 제거(정밀) | 면당 20–50μm | 최종 형상 보정 |
| 거친 연삭 후 표면 | Ra 0.5–1.0μm | — |
| 정밀 연삭 후 표면 | Ra 0.1–0.3μm | 연마 준비 완료 |
| 형상 정확도(PV) | ≤ 1μm | 구면 편차 |
거친 연삭에서 정밀 연삭으로의 전환은 중요합니다. 너무 일찍 전환하면 벌크 제거에 정밀 연삭 시간(및 휠 수명)이 낭비됩니다. 너무 늦게 전환하면 거친 연삭 표면 품질이 불필요하게 나빠져 목표 Ra에 도달하기 위해 더 많은 정밀 연삭 패스가 필요합니다. 동일한 워크플로우를 통해 처리되는 ZnSe 광학 장치의 경우, 경도가 낮기 때문에 게르마늄과 비교하여 연마 요구 사항이 크게 다릅니다. 재료별 조정은 ZnSe 광학 연마 가이드 를 참조하십시오.
연삭 후 품질 지표
이러한 사양은 연삭된 렌즈가 연마 준비가 되었는지 여부를 결정합니다.
| Metric | Target | Why It Matters |
|---|---|---|
| 표면 거칠기 Ra | 1–0.3μm | 연마 시작점 — 낮을수록 좋음 |
| 표면 아래 손상 깊이 | < 5 μm | 연마 중에 제거해야 함 |
| 곡률 반경 | 설계의 ±0.1% | 광학 기능은 정확한 반경에 따라 달라집니다. |
| 시상 높이 | ±5 μm | 다중 요소 어셈블리의 스택업 허용 오차 |
| 형상 오차 (PV) | ≤ 1μm | 최종 렌즈 형상 품질 결정 |
| 가장자리 상태 | 칩 없음 > 0.05 mm | 가장자리 칩은 연마 중에 전파됩니다. |
연삭 후 모든 측정 항목이 실패하면 수정 조치는 실패에 따라 달라집니다.
- 높은 Ra → 마무리 연삭 패스 추가 (복구 가능)
- 깊은 표면 손상 → 거친 연삭으로 돌아가야 할 수 있음 (재료 비용이 많이 듦)
- 잘못된 반경 → 재연삭 (충분한 재료가 남아 있는 경우에만 가능)
- 가장자리 칩핑 → 거부 (연삭 또는 연마에서 복구할 수 없음)
생산 규모에 맞는 연삭 장비 매칭
저용량 (< 50 렌즈/일)
단일 G-100 등급 연삭기는 단계를 변경하는 휠을 사용하여 거친 연삭 및 마무리 연삭을 모두 처리합니다. 수동 또는 반자동 CNC 작동으로 충분합니다. 투자: 다음과 같은 제조업체의 중급 광학 연삭 기계와 유사합니다. OptiPro 또는 Satisloh.
중간 용량 (50–200 렌즈/일)
전용 거친 연삭 및 마무리 연삭 스테이션은 휠 변경 시간을 없애고 처리량을 향상시킵니다. CNC 제어는 교대 근무 전반에 걸쳐 일관성을 위해 필수적입니다. 두 개의 G-100 기계(하나는 거친 연삭, 하나는 마무리 연삭)는 8시간 교대 근무당 100–150개의 Φ50mm 렌즈를 처리할 수 있습니다.
고용량 (200개 이상 렌즈/일)
자동 로딩/언로딩, 공정 중 측정 및 적응형 연삭 매개변수. 더 큰 렌즈 직경(최대 Φ250mm)의 경우 G-250 또는 로봇 이송을 갖춘 셀 레이아웃의 여러 G-100 스테이션을 고려하십시오.
연삭을 전체 IR 렌즈 라인에 연결
게르마늄 렌즈 연삭 장비는 독립적으로 존재하지 않습니다. 그 성능은 이전 단계에 따라 달라지며 다음 단계를 결정합니다.
상류 영향: 품질 절단된 블랭크 연삭에 직접적인 영향을 미칩니다. 다이아몬드 와이어 절단으로 인한 Ra 0.6 μm의 블랭크는 불량 절단으로 인한 Ra 1.5 μm의 블랭크보다 거친 연삭이 덜 필요합니다. 거친 연삭 감소 = 표면 손상 감소 = 더 빠른 연마.
하류 영향: 연삭은 연마 단계에서 수행해야 하는 작업을 결정합니다. Ra 0.15 μm 및 < 5 μm 표면 손상의 잘 연삭된 렌즈는 면당 약 3분 안에 Ra < 5 nm로 연마됩니다. Ra 0.5 μm 및 20 μm 표면 손상의 잘못 연삭된 렌즈는 2-3배 더 오래 걸리고 거부율이 더 높습니다.
이것이 전체 체인을 제어하는 제조업체가 — 절단 연삭을 통해 연마 — 개별 단계를 아웃소싱하는 업체보다 일관되게 더 나은 수율을 달성하는 이유입니다.
게르마늄 및 기타 IR 재료용으로 설계된 전체 장비 범위는 당사 웹사이트를 참조하십시오. 적외선 광학 제조 장비 개요를 참조하십시오.