Si está procesando germanio para óptica infrarroja, el método de corte que elija determina la cantidad de material utilizable que obtiene de cada lingote, y a $1,800–$2,400/kg para germanio de grado óptico, cada milímetro de pérdida por corte tiene un valor en dólares.
El flujo de trabajo tradicional de corte de germanio utiliza dos máquinas: una máquina de taladrado para extraer preformas cilíndricas del lingote, luego una sierra de diámetro interior (ID) para cortar esas preformas en piezas en bruto. El enfoque más nuevo utiliza una sola sierra de alambre de diamante de circuito cerrado para realizar ambas tareas. Este artículo compara estos dos enfoques con datos de producción verificados.

Cómo funciona realmente el flujo de trabajo tradicional de germanio con sierra de ID
Es importante entender que una sierra de ID no funciona sola en el procesamiento de germanio. El flujo de trabajo tradicional estándar requiere dos máquinas separadas:
Paso 1 — Máquina de taladrado extrae una preforma cilíndrica del lingote en bruto. Aquí es donde ocurre la mayor pérdida de material: la hoja de taladrado corta un canal de 5–10 mm por pasada.
Paso 2 — Sierra de ID corta la preforma en piezas en bruto individuales. La sierra de ID en sí es relativamente eficiente, con un canal de 0.3–0.5 mm — comparable al corte por alambre.
El problema no es el canal de la sierra de ID. Es la etapa de taladrado que la precede. Para un lingote de 200 mm de diámetro que pesa 3–4 kg ($6,000–$10,000 en material en bruto), cada corte de taladrado desperdicia $11–$15 de germanio solo en el ancho de canal de 5 mm.
Cómo el corte con sierra de alambre reemplaza ambas máquinas
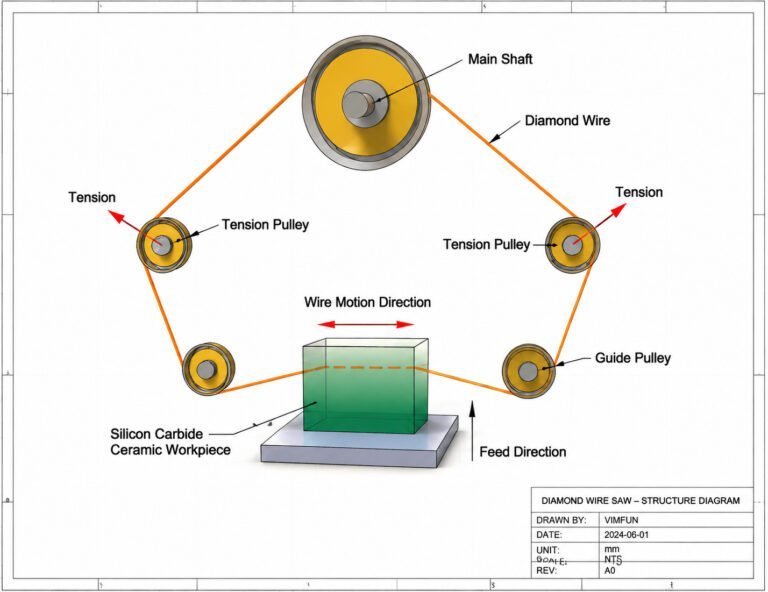
Una sierra de alambre de diamante de circuito cerrado como la SGI 40 elimina por completo el flujo de trabajo de dos máquinas. Una máquina realiza tanto la extracción de contorno como el corte:
| Operation | Parámetro de la sierra de alambre | Value |
|---|---|---|
| Corte de contorno (extracción de preforma) | Ancho de corte | 0.5–0.6 mm |
| Corte de contorno | Diámetro del cable | 0,35–0,5 mm |
| Corte de contorno | Wire speed | 40–60 m/s |
| Corte de contorno | Feed rate | 4–8 mm/min |
| Corte (corte en blanco) | Ancho de corte | 0.5–0.6 mm |
| Corte en rodajas | Diámetro del cable | 0.35–0.42 mm |
| Corte en rodajas | Wire speed | 30–50 m/s |
| Corte en rodajas | Feed rate | 10–20 mm/min |
El corte de la sierra de hilo en la etapa de contorno es 0.5–0.6 mm — aproximadamente 10 veces menor que el de la máquina de núcleo de 5 a 10 mm. De ahí provienen los ahorros de material.
Sierra de hilo vs. Sierra ID Silicio: Comparación lado a lado
| Especificación | Sierra de hilo (SGI 40) | Tradicional (Núcleo + Sierra ID) |
|---|---|---|
| Máquinas requeridas | 1 | 2 |
| Corte de contorno/núcleo | 0.5–0.6 mm | 5–10 mm |
| Corte de sierra | 0.5–0.6 mm | 0,3–0,5 mm (sierra ID) |
| Rugosidad superficial (Ra) | 0.6–1.2 μm | Comparable |
| TTV (disco de Φ50 mm) | 8–15 μm | Comparable |
| Edge chipping | < 0.1 mm | 0.3–0.8 mm |
| Coste del equipo | $31,000–$39,000 | 85.000–120.000 $ |
| Capacidad máxima de lingote | Φ185 mm × 400 mm | Varía según el modelo |
Dos cosas destacan en esta comparación:
1. La sierra ID tiene en realidad un kerf de corte más estrecho (0,3–0,5 mm frente a 0,5–0,6 mm). Si solo comparara la etapa de corte, la sierra ID gana en kerf. Pero la comparación que importa es el flujo de trabajo total, y el kerf de 5–10 mm de la máquina de extracción empequeñece cualquier ventaja en la etapa de corte.
2. El desconchado del borde se reduce entre 3 y 8 veces. El corte por hilo produce desconchado del borde por debajo de 0,1 mm, en comparación con 0,3–0,8 mm de los métodos tradicionales. Esto es importante porque un menor desconchado del borde significa que las etapas posteriores de centrado y rectificado pueden eliminar menos material, lo que ahorra germanio adicional y reduce el tiempo de ciclo.

Impacto económico del procesamiento de germanio con sierra de hilo frente a sierra ID
La economía se divide en tres categorías:
Inversión en equipos
| Artículo | Sierra de hilo | Combinación tradicional |
|---|---|---|
| Costo de capital | $31,000–$39,000 | 85.000–120.000 $ |
| Electricidad mensual (un turno) | ~$35 | Más alto |
| Aceite de corte mensual | ~$320 (80L) | — |
| Vida útil del hilo de diamante | 40 horas de funcionamiento/hilo | — |
La sierra de alambre cuesta aproximadamente 65% menos en inversión inicial de equipo. Para operaciones que necesitan cortar obleas de germanio sin grietas, este punto de entrada más bajo lo hace accesible para fabricantes más pequeños.
Ahorro de material
A un precio de germanio de $2,200/kg y procesando 50 lingotes por mes:
- Cada corte de núcleo ahorrado (5 mm → 0.5 mm de kerf) recupera $11–$15 de germanio por corte
- Ahorro anual de material solo por reducción de kerf: >$240,000
- Período de recuperación estimado del equipo: 12–18 meses (operación de múltiples turnos)
Estos ahorros de material son acumulativos: cuanto más corte, mayor será la brecha entre la sierra de alambre y la economía del procesamiento tradicional.
Reducción de costos posteriores
Menor astillado en los bordes (< 0.1 mm frente a 0.3–0.8 mm) significa que la etapa de rectificado elimina menos material y realiza menos pasadas. Si bien los ahorros exactos varían según la geometría de la lente, el principio es sencillo: un corte más limpio requiere menos corrección posterior.
Cuándo el corte con sierra de alambre tiene limitaciones
La comparación de la sierra de alambre frente a la sierra ID para germanio no es unilateral en todas las categorías:
Ancho de corte: Como se señaló anteriormente, el ancho de corte de 0.3–0.5 mm de la sierra de ID es más estrecho que el de 0.5–0.6 mm de la sierra de alambre. Para obleas de germanio muy finas donde cada 0.1 mm importa, esta diferencia es relevante.
Integración de equipos existentes: Si ya posee una máquina de taladrado y una sierra de ID con años de vida útil restante, el argumento económico para el cambio depende de su volumen de producción. A volúmenes bajos, el ahorro de material puede no justificar el reemplazo inmediato de equipos en funcionamiento.
Geometrías no estándar: Las sierras de alambre pueden seguir trayectorias de contorno programadas por CNC, lo que es útil para formas no circulares como elementos ópticos personalizados. Las sierras de ID se limitan a cortes rectos. Esto es una ventaja para las sierras de alambre, pero solo importa si su mezcla de productos incluye formas no estándar.
Referencia de producción: Lente de germanio de Φ50 mm
Para poner el rendimiento de la sierra de alambre en contexto, aquí está el tiempo de ciclo completo para una lente de germanio biconvexa de Φ50 mm utilizando el corte con sierra de alambre como parte frontal:
| Paso del Proceso | Equipo | Tiempo |
|---|---|---|
| Extracción de contorno | SGI 40 | ~26 min |
| Corte en rodajas | SGI 40 | ~5 min |
| Rectificado de bordes + chaflán | C-120L | 1–3 min |
| Generación esférica (cara 1) | G-100 | ~5 min |
| Generación esférica (cara 2) | G-100 | ~5 min |
| Pulido (cara 1) | Pulidora asférica | ~3 min |
| Pulido (cara 2) | Pulidora asférica | ~3 min |
| Total (excluyendo recubrimiento antirreflectante) | ~50 min |
Reference: Sunny Optical opera más de 30 máquinas de corte de alambre Vimfun en su producción de lentes de germanio, con mejoras en el rendimiento de aproximadamente el 30% atribuidas en parte a una mejor calidad de corte aguas arriba.
¿Qué método debería elegir?
Elija la sierra de alambre si:
- Está construyendo una nueva línea de procesamiento de germanio (menor CapEx, máquina única)
- El costo del material es un factor importante (casi siempre lo es con el germanio)
- Necesita capacidad de corte de contorno para formas no circulares
- Quiere reducir el astillado de los bordes para un procesamiento posterior más limpio
Conserve su sierra de ID si:
- Está cortando obleas muy finas donde la diferencia de kerf de 0.1–0.2 mm importa
- Su equipo existente se compró recientemente y el volumen de producción es bajo
- No necesita capacidad de corte de contorno
Para la mayoría de los fabricantes de óptica infrarroja, la sierra de hilo reemplaza la combinación de máquina de taladrado + sierra de ID con una sola máquina de menor costo que ahorra material significativo en la etapa de contorno. La gama completa de equipos para germanio y otros materiales IR se cubre en nuestro fabricación de óptica infrarroja descripción general.